
Fターム[4E067AA05]の内容
Fターム[4E067AA05]に分類される特許
141 - 160 / 630
容器状成形体の製造方法
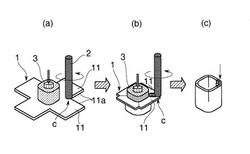
【課題】成形と同時に継ぎ目部に対する適切な接合を可能とすることで、展開ブランクを用いた加工法の優位性を更に高める。
【解決手段】ブランクに、外周部分を切り取って複数個所にフランジ部11を形成した展開ブランク1を使用し、加工の進行に伴ってフランジ部11が合流するフランジ部接触点cに回転ロッド2を押し当てることにより、成形と同時にフランジ部の継ぎ目部11a、11a同士を接合することとした。
(もっと読む)
摩擦攪拌接合用の回転ツール

【課題】融点が互いに異なる金属部材同士の接合強度を向上させることができる摩擦攪拌接合用の回転ツールを提供する。
【解決手段】融点が互いに異なる金属部材A,B同士を接合すべく、金属部材A,Bに摩擦熱を供給する摩擦攪拌接合用の回転ツールXであって、円柱形のツール本体10と、ツール本体10よりも小径かつツール本体10と同軸芯状にツール本体10の一端に突出形成され、ツール本体10と一体回転するプローブ20とを備え、プローブ20の周面に複数の切削刃21を突出形成すると共に、これら複数の切削刃21を、プローブ20における高さの異なる位置に、かつ、プローブ20の周方向に分散配置してある。
(もっと読む)
枠構造体の製造方法および枠構造体
【課題】厚さの大きい枠構造体を容易に製造することを課題とする。
【解決手段】金属製の複数の枠部材10,10をその厚さ方向に接合して枠構造体1を形成する枠構造体の製造方法であって、枠部材10,10の接合面18,18を、面削加工して平坦にする面削工程と、枠部材10,10の接合面18,18を、脱脂して表面の油脂を除去する脱脂工程と、枠部材10,10をその厚さ方向に複数重ねて突き合わせる突合工程と、枠部材10,10の外周面11側から枠部材10,10同士の突合部12に沿って接合用回転ツールBを移動させて摩擦撹拌を行う本接合工程と、を有することを特徴とする。
(もっと読む)
部材接合構造
【課題】部材相互の接合と主部材の補強を同時に達成できるようにする。
【解決手段】山形材よりなる第1の被接合部材11の孔16、四角筒状の主部材10の孔14,15、山形材よりなる第2の被接合部材12の孔17のそれぞれに単一の補助部材13を差し込む。
補助部材13の一端部分に由来する材料を、摩擦熱と塑性流動により主部材10、及び第1の被接合部材11を厚み方向に挟むように形作り、また、補助部材13の他端部分に由来する材料を、摩擦熱と塑性流動により主部材10、及び第2の被接合部材12を厚み方向に挟むように形作る。
(もっと読む)
接合方法
【課題】一対の金属部材同士の突合部に対して摩擦攪拌を行う接合方法において、塑性化領域に生じる欠陥を確実に補修することができる接合方法を提供することを課題とする。
【手段】一対の金属部材同士を突き合わせて形成された突合部J1に対して摩擦攪拌を行う接合方法であって、突合部J1に対して金属部材の表面Aから摩擦攪拌を行う第一摩擦攪拌工程と、第一摩擦攪拌工程で用いた大型回転ツールGを用いて、第一摩擦攪拌工程で形成された塑性化領域W1に対して、表面Aから第一摩擦攪拌工程よりも深い位置で再度摩擦攪拌を行う第一再摩擦攪拌工程、を含むことを特徴とする。
(もっと読む)
接合方法
【課題】一対の金属部材に対して摩擦攪拌接合を行う際に、摩擦攪拌装置の簡略化、小型化を可能とした接合方法を提供することを課題とする。
【解決手段】第一金属部材1aと第二金属部材1bとを接合する接合方法であって、凹部に継手部材20を挿入する継手部材挿入工程と、前記凹部と継手部材20の一方の側面との一方側突合部J11及び前記凹部と継手部材20の他方の側面との他方側突合部J12に対して、継手部材20側から摩擦攪拌を行う継手部材仮接合工程と、一対の前記段部が突き合わされた段部突合部J10及び継手部材20の裏面と前記凹部の底面とが突き合わされた底面突合部J13に対して継手部材20の反対側から、摩擦攪拌を行う本接合工程と、底面突合部J13及び段部突合部J10に対して継手部材20側から摩擦攪拌を行う一体化工程と、を含むことを特徴とする。
(もっと読む)
摩擦攪拌接合方法
【課題】接合ツールの過度の加熱と、接合部における内部欠陥の発生を防止する。
【解決手段】縁部に面取り部2を設けた第1の被接合材3と、縁部に面取り部のない第2の被接合材6とを突き合わせ、その突き合わせ部7に沿って所定の方向に回転している接合ツール8を移動させながら突き合わせ部7を接合する摩擦攪拌接合方法である。接合ツール8の外周面に接すると共に前記突き合わせ部7と平行な第1の接線mの位置における接合ツール8の回転方向Bと接合ツール8の進行方向Aとが同じ方向になる前進側に第1の被接合材3を配置し、接合ツール8の外周面に接すると共に前記突き合わせ部7と平行な第2の接線nの位置における接合ツールの回転方向B’と接合ツール8の進行方向Aとが正反対になる後退側に第2の被接合材6を配置して摩擦攪拌接合を行う。
(もっと読む)
異種金属の接合方法及び過給機
【課題】コンプレッサ翼車を中実構造とし、空気の圧力比の増大を可能とし、内燃機関の出力増大、効率の向上を図ると共に、コンプレッサ翼車と回転軸との連結強度を増大し、更にコンプレッサ翼車と回転軸との着脱を繰返した場合でも連結状態の劣化を防止し、連結強度の低下、ガタツキ発生を抑止し、信頼性を向上させる。
【解決手段】タービン翼車7から延出する回転軸2の先端にコンプレッサ翼車8が設けられ、前記回転軸が軸受ハウジング5に回転自在に支持され、前記タービン翼車はタービンハウジング12に収納され、前記コンプレッサ翼車はコンプレッサハウジング13に収納された過給機1であって、前記コンプレッサ翼車はアルミ合金製のディスク部8aと該ディスク部に摩擦接合された鋼製、又は鋼合金製のボス部8bから成り、前記回転軸の先端部に螺子部22が形成され、該螺子部が前記ボス部に螺合して前記回転軸と前記コンプレッサ翼車が連結された。
(もっと読む)
異種アルミ合金接合パネル、及び該接合パネルによって構築された圧力容器、LNGタンク
【課題】圧力容器等の大型構造物を構築する際に好適に用いられ、大型構造物の接合強度を維持しながら軽量化、大型化を可能とした異種アルミ合金接合パネル、及び該接合パネルによって構築された圧力容器、LNGタンクを提供する。
【解決手段】異種の板状アルミ合金同士を接合してなる平面若しくは曲面状の異種アルミ合金接合パネル1において、板状難溶接性アルミ合金12と、板状易溶接性アルミ合金11とを摩擦撹拌接合22にて接合して異種アルミ合金接合パネルが形成されてなり、該接合パネルの辺縁側に前記板状易溶接性アルミ合金11が位置するように構成し、複数の接合パネル1により大型構造物を構築する際には、該接合パネル1の辺縁側の板状易溶接性アルミ合金11同士を溶接するようにした。
(もっと読む)
車体の製造方法および製造ライン
【課題】軽量でしかも十分な接合強度を有する車体をより低コストで製造する。
【解決手段】製造ライン30のサブライン31で、アルミニウム合金製のルーフパネル10と、鋼製のヘッダー部材5,6等とを重ね合わせ、このうちアルミニウム合金製のルーフパネル10の側から押圧される回転ツール45の摩擦熱で上記ルーフパネル10を局所的に軟化および塑性流動させることにより、上記ルーフパネル10とヘッダー部材5,6等との重ね合わせ部の複数個所を固相接合してルーフアッシー26を形成する。次いで、製造ライン30のメインライン32で、上記ルーフアッシー26に含まれるアルミニウム合金製のルーフパネル10と、車体の他の部品群の中のルーフサイドレール8やピラーレイン15等の部品を含んだ2枚の鋼板とを重ね合わせ、その複数個所を電気抵抗スポット溶接により接合する。
(もっと読む)
接合構造物の製造方法
【課題】金属部材同士の接合部における気密性及び水密性を向上させることができる接合構造物の製造方法を提供することを課題とする。
【解決手段】接合構造物の製造方法であって、第一金属部材1aと第二金属部材1bとの突合部J1に表面Aから摩擦攪拌を行う第一接合工程と、突合部J1に裏面Bから摩擦攪拌を行う第二接合工程と、側面C,Dにおいて突合部J1に沿って凹溝K1を形成する凹溝形成工程と、凹溝K1に継手部材Hを挿入する継手部材挿入工程と、接合構造物1と継手部材Hとの突合部J2,J3に表面Aから摩擦攪拌を行う第三接合工程と、突合部J2,J3に裏面Bから摩擦攪拌を行う第四接合工程と、突合部J2,J3において、第三接合工程で形成された塑性化領域W3と第四接合工程で形成された塑性化領域W4との間に形成された未塑性化領域に対して溶接を行う側面溶接工程と、を含んでいることを特徴としている。
(もっと読む)
超音波溶接機を使用した多層金属箔の接合方法
【課題】金属接合用超音波溶接機を使用して多層金属箔を接合する場合、投入エネルギーを上げると上部箔の破損、溶着、過度の変形が発生し、また投入エネルギーを下げると多層箔の中間で接合強度の不足が発生し、安定した接合を得ることは困難である。
本発明は超音波溶接機による多層金属箔の安定した接合方法を提供するものである。
【解決手段】超音波溶接機により多層金属箔を接合する場合、加圧を保持したまま複数回の超音波を発信し、一回当たりのエネルギー投入量をコントロールする。
(もっと読む)
伝熱板の製造方法
【課題】摩擦攪拌によって平坦性の高い伝熱板を製造することができる伝熱板の製造方法を提供することを課題とする。
【解決手段】ベース部材2の表面側に開口する凹溝の周囲に形成された蓋溝に、蓋板を配置する蓋溝閉塞工程と、前記蓋溝の側壁と前記蓋板の側面との突合部に沿って接合用回転ツールを移動させて摩擦攪拌を行う接合工程と、ベース部材2の裏面Zb側に矯正用回転ツールGを移動させて摩擦攪拌を行う矯正工程と、を含むことを特徴とする。
(もっと読む)
中空形材の接合継手及び接合体
【課題】寸法精度を緩和させて生産コストを下げることが可能な中空形材の接合継手及び接合体を提供すること。
【解決手段】上面板41a,41bの接合端面45a,45bには傾斜した平面が形成され、その接合端面同士を突き合わせて摩擦攪拌接合する第1接合部と、他方の下面板42a,42bの接合端部を重ね合わせ、アーク溶接などによって接合する第2接合部とを有し、一方の中空形材40Aは、第1接合部の傾斜面が面外方向の外側を向いており、第2接合部の接合端部が面外方向の内側に位置し、他方の中空形材40Bは、第1接合部の傾斜面が面外方向の内側を向いており、第2接合部の接合端部が面外方向の外側に位置する中空形材の接合継手。
(もっと読む)
接合構造物の製造方法
【課題】金属部材同士を容易に接合することができる接合構造物の製造方法を提供することを課題とする。
【解決手段】第一金属部材1a及び第二金属部材1bの端面同士を突き合わせてなる接合構造物1の製造方法であって、第一金属部材1aと第二金属部材1bとの突合部J1に対して表面Aから回転ツールを用いて摩擦攪拌を行う第一接合工程と、突合部J1に対して裏面Bから回転ツールを用いて摩擦攪拌を行う第二接合工程と、突合部J1に対して側面C,Dから回転ツールを用いて摩擦攪拌を行う第三接合工程と、を含み、第三接合工程において回転ツールを離脱したときに形成された抜き穴に充填用金属部材Hを充填し、接合構造物1と充填用金属部材Hとの突合部に対して、回転ツールを用いて摩擦攪拌を行う補修工程を行うことを特徴としている。
(もっと読む)
伝熱板の製造方法
【課題】摩擦撹拌接合により製造される伝熱板において、熱交換効率の高い伝熱板の製造方法及び熱交換効率の高い伝熱板を提供することを課題とする。
【解決手段】伝熱板の製造方法であって、ベース部材2の表面側に開口する蓋溝6の底面5cに形成された凹溝8に熱媒体用管16を挿入する挿入工程と、蓋溝6に蓋板10を配置する蓋溝閉塞工程と、蓋板10の表面(上面11)で凹溝8に沿って流入撹拌用回転ツール25を移動させて熱媒体用管16の周囲に形成された空隙部Pに、摩擦熱によって流動化させた塑性流動材Qを流入させる流入撹拌工程と、を有することを特徴とする。
(もっと読む)
鋳物の穴内壁面への成膜工法
【課題】加圧ロッドと鋳物穴内面の間で摩擦熱を発生させ、鋳物内面を軟化、塑性流動を起こしながら鋳物穴内部に投入してある異種金属粉末の成膜材料を鋳物内面の塑性流動により巻き込み成膜をさせる工法を提供する。
【解決手段】鋳物の穴内に異種金属粉末の成膜材料を投入し、穴の径よりもやや大きい径の加圧ロッドを回転させながら穴に嵌合させると共に、所定送り速度で降下させて押圧し、穴内面を軟化させ、成膜材料を塑性流動させて巻き込んで成膜させる。
(もっと読む)
溶接装置
【課題】作業工程を削減して作業時間および作業の手間を省くことのできる溶接装置を提供すること。
【解決手段】先端に突起部2cを備えた回転部材2と、この回転部材2を回転させる回転機構と、金属部材P1,P2どうしを当接させた当接部PTに突起部2cを貫入させるとともに、当接部PTに沿って移動させるよう回転部材2と金属部材P1,P2とを相対移動させる移動機構と、を備え、突起部2cを当接部PTに貫入させることで生じる摩擦により金属部材P1,P2を軟化させて一体化させる摩擦攪拌溶接を実行可能な溶接装置であって、回転部材2と共に金属部材P1,P2に対して相対移動可能であるとともに、突起部2cを当接部PTに貫入させる接合工程において生じるバリを切除可能に形成されたバリ除去部材3を備えていることを特徴とする溶接装置とした。
(もっと読む)
パネル接合構造
【課題】高精度な前処理を必要としないパネル接合構造を提供すること。
【解決手段】第1面板11と第2面板12とが山形に配置された斜めの継ぎ部材13で連結されてなる中空状の長尺なパネル1を、摩擦攪拌溶接を利用して幅方向に接合するものであり、パネル1は、幅方向両端部の継ぎ部材13が同じ方向に傾くようにして第1面板11と第2面板12とがずれたものであって、その幅方向端部の継ぎ部材13aから幅方向に突き出して形成された突出部11a,11b,12a,12bを有し、そのパネル同1士の突出部11a,11b/12a,12bを上下に重ねて配置したその重なり部分を摩擦攪拌溶接によって接合するものであり、その重なり部分にかかる回転工具50の荷重を、平行に配置された幅方向端部の一対の継ぎ部材13aと、その一方の継ぎ部材13aと山形をなす継ぎ部材13bによって支えるようにしたパネル接合構造。
(もっと読む)
接合方法
【課題】複数の密閉構造体を側面同士で接合して形成された構造体の気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】中空部材10の両端部に第一蓋20、第二蓋21を被せて、第一蓋突合部J20及び第二蓋突合部J21に対して摩擦攪拌を行って密閉構造体30a,30bを形成する蓋接合工程と、一対の密閉構造体30a,30b同士を突き合わせて形成された本突合部J1の表面A側から摩擦攪拌を行う第一本接合工程と、裏面B側から摩擦攪拌を行う第二本接合工程と、第三側面P側から摩擦攪拌を行う第三本接合工程と、第四側面Q側から摩擦攪拌を行う第四本接合工程と、を備えた密閉構造体本接合工程と、を含み、第一本接合工程及び第二本接合工程で形成された塑性化領域と、第三本接合工程及び第四本接合工程で形成された塑性化領域とを重複させることを特徴とする。
(もっと読む)
141 - 160 / 630
[ Back to top ]