
Fターム[4E067AA10]の内容
Fターム[4E067AA10]に分類される特許
1 - 20 / 22
複合材料とその製造方法および前記複合材料を用いた接合体
【課題】超硬合金やサーメットの基材と鋼等の相手材との接合において、基材と相手材とが強固に接合した接合体を得ることが可能な接合技術を提供する。
【解決手段】超硬合金またはサーメットの基材の少なくとも一表面に、カーボンナノチューブからなる層が形成されている複合材料であって、前記の複合材料は、超硬合金またはサーメットの成形体からなる基材を準備する基材準備工程と、基材の表面にカーボンナノチューブからなる層を形成するカーボンナノチューブ形成工程と、カーボンナノチューブを成形した基材を加熱して焼結する焼結工程とを有する製造方法により製造される。
(もっと読む)
接合体

【課題】切削中にロウ材が液相を生成する温度を越える高温となっても接合層の接合強度が低下することがなく、研削代の大きなcBN焼結体やダイヤモンド焼結体を準備する必要がない切削工具として好適な接合体を提供する。
【解決手段】超硬合金焼結体を第1の被接合材1とし、cBN焼結体またはダイヤモンド焼結体を第2の被接合材3とする接合体であって、第1の被接合材および第2の被接合材は、両者の間に設置された800℃を超え1000℃未満の温度で液相を生成する接合材2を介して接合されており、前記接合は0.1MPa〜200MPaの圧力で加圧しながら通電加熱することによって行われている。
(もっと読む)
回転切削工具
【課題】耐折損性に優れた回転切削工具を提供することを目的とする。特に、小径ロングネック用であっても優れた性能を発揮する回転切削工具を提供することを目的とする。
【解決手段】
工具先端の刃部とこれに連なる軸部の後端が後軸部と同一軸線上に拡散接合された接合層を有する回転切削工具において、該後軸部は首部、テーパー部、シャンク部を有し、該刃部は高硬度焼結体部材であり、該軸部の超硬合金材と該後軸部の超硬合金材を有し、該接合層は、Coを主体とし、W、C、Cuを含むA領域と、Cuを主体とし、Co、Cを含むB領域から成り、該接合層の軸方向断面の断面積をST(μm2)とし、該軸方向断面における該A領域の総面積をSA(μm2)としたとき、0.60≦SA/ST≦0.90であることを特徴とする回転切削工具である。
(もっと読む)
摩擦圧接方法
【課題】摩擦圧接時に接合部の外面にバリが発生せず、簡単な圧力制御によって、接合部以外の部位と同等以上の高い接合強度が得られる、摩擦圧接方法を提供する。
【解決手段】少なくとも中空パイプ状の圧接部10を有する接合部材と、少なくとも中実棒状の圧接部20を有する接合部材との圧接部同士を突き合わせた状態で、互いに相対回転させながら押圧し、その摩擦熱により圧接部が軟化塑性変形ないし液相化することによって圧接させる摩擦圧接方法であって、パイプ状圧接部10と棒状圧接部20とは、該パイプ状圧接部10及び棒状圧接部20の外径より僅かに大きい内径で両端が開口する収容空間31を有する治具30の、収容空間31内において突き合わされて相対的に回転されることを特徴とする。
(もっと読む)
円形穴部の内面肉盛方法
【課題】肉盛材を母材に対して確実に固定でき、肉盛材を底面から押さえる押さえ板を不要とすることができる円形穴部の内面肉盛方法を提供する。
【解決手段】金属製母材2に、夫々表層側から内層側に向けて縮径した2つのテーパ状穴部31、32を形成し、両面のテーパ状穴部31、32を内部で連通させることにより貫通した穴部3を形成し、該穴部3にこれと同一形状の肉盛材4を夫々嵌め込み、母材2の表面側から回転工具1をテーパ状穴部31の連通部33まで回転圧入し、回転の摩擦熱により肉盛材4を塑性流動させて母材内面に肉盛層を形成した後、裏面側から回転工具1を連通部33まで回転圧入して貫通させ、母材2の穴部内面に肉盛層4を形成した。
(もっと読む)
超硬合金部材と鋼部材との高接合強度を有する複合材料およびこの複合材料からなる切削工具用複合素材および切削工具
【課題】超硬合金部材と鋼部材の高接合強度を有する複合材料およびこの複合材料からなるエンドミル、ドリル等の切削工具を提供する。
【解決手段】 超硬合金部材と鋼部材とを接合層を介して接合した超硬合金部材と鋼部材の複合材料、あるいは、該複合材料の超硬合金部材に刃先加工を施したエンドミル、ドリル等の切削工具において、超硬合金部材に接する側の接合層はNiからなり、一方、鋼部材に接する側の接合層はNi−Cu合金からなり、さらに、鋼部材と接合層との接合面近傍には、該接合面から遠ざかるにしたがってCuの含有量が減少するCu拡散領域が形成されている。
(もっと読む)
接合体
【課題】切削中に、ロウ材が液相を生成する温度を越える高温となっても、接合層の接合強度が低下することのない、高速切削やCVDコーティング処理等に適した切削工具として好適な接合体を提供する。
【解決手段】相互に異なる材料からなる複数の被接合材1,3が、1000℃未満では液相を生成しない接合層により接合る。この場合通電加圧によって、被接合材よりも優先的に発熱すると共に、変形を伴う接合材2を用いて、前記複数の被接合材が通電加圧接合により接合される。さらに前記接合材が、内部に空間を有しており、前記複数の被接合材の少なくとも一方よりも、大きな電気抵抗を有していることが好ましい。
(もっと読む)
摩擦撹拌接合用の高融点金属工具
摩擦撹拌接合又は摩擦撹拌成形用の工具が提供される。前記工具は、ショルダー部及び場合によりピン部を含んでなり、前記ショルダー部は、少なくとも60質量%及び100質量%までのタングステン、モリブデン、タンタル、ニオブ又はハフニウムを含んでなり、残部は、使用される場合には合金材料である。前記工具は、少なくとも1つの表面処理又はコーティングを有する。前記工具により溶接された物品も提供される。 (もっと読む)
塗布工具用先端部材とそれを具備する塗布工具
【課題】本発明の課題は、圧着、接着、溶接やロウ付けのような接合部での強度低下や接合欠陥が生じる方法ではなく、接合部で強度低下や接合欠陥が発生せず、たわみ等の変形がない2m以上の長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることである。
【解決手段】1回以上の焼結処理(HIPを含む)を施した2個以上の超硬合金焼結体部材を、拡散接合して塗布工具用先端部材を製造する。長尺の超硬合金製塗布工具用先端部材を得るため、2個以上の超硬合金焼結体部材を拡散接合して一体となるように形成しているので、2個以上の超硬合金焼結体部材を圧着、接着、溶接やロウ付けで一体としたものと比較すると、接合部での強度低下や接合欠陥が発生せず、たわみ等の変形がない長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることができる。
(もっと読む)
摩擦攪拌処理技術を使用する3物体の接合
部分的に消耗可能なピンを使用して摩擦攪拌リベット締結を実施するための摩擦攪拌工具が提供され、このピンは、その底部表面に切削縁部を含み、この工具は第2の材料と重なり合う第1の材料内にピンによって切り込むことを可能にするように第1の速度で回転させられ、ピンが十分な深さまで切削した後、この工具の回転速度は増加させられ、それによって消耗可能なピン、第1の材料、および第2の材料の可塑化を可能にし、次いでこの工具は停止するまで急速に減速され、ピン、第1の材料、および第2の材料の間の拡散結合が可能になる。 (もっと読む)
摩擦撹拌方法及び該方法による一組のワークピースの接合
【課題】十分な混合作用及び固化作用を維持する一方で、熱入力を制御することが可能な摩擦撹拌方法で表面過熱の課題を克服する。
【解決手段】摩擦撹拌方法は、摩擦撹拌ツールの回転プローブを低伝導で高融点の金属又は金属合金であるワークピース又は一組のワークピース間の接合部に入れることを含む。プローブは、ワークピースと接触する肩部(4)又は肩部間から突き出し、当該又はそれぞれの肩部に対して回転する。
(もっと読む)
金属材の接合方法
【課題】高硬度の金属材を摩擦攪拌接合により接合する場合でも、回転ツールの磨耗を少なくすることができる金属材の接合方法を提供する。
【解決手段】Fe等の金属材100,102を接合部104で突き合わせ、回転ツール11のプローブ12を接合部104に挿入する。回転ツール11を回転させつつ接合部104の長手方向に移動させることにより接合部104の金属組織が攪拌され、金属材100,102同士が接合される。回転ツール11を回転させつつ移動させる際に、接合部104および回転ツール11に液体CO2を供給する。電磁弁20,22を適宜開閉することによって、ノズル16,18は、回転ツール11の移動方向の後方から液体CO2を放出する。液体CO2を接合部104および回転ツール11に供給することにより、回転ツール11の磨耗を低減できる。また、接合部104の接合強度を向上できる。
(もっと読む)
高融解温度合金の摩擦攪拌点接合のための工具形状
高融解温度材料の摩擦攪拌点接合のための工具であり、工具形状は、高温度材料の混合を増強するために短いピンおよび広い肩部を含み、工具は、超研磨被覆を含み、それによって高融解温度材料のFSSWを可能にする。 (もっと読む)
金属面の接合方法
【課題】 本発明は、金属面の接合において、高い歩留で、健全な接合界面を形成する手段を提供することを目的とする。
【解決手段】 金属面同士を接合する方法であって、一方の金属面に金属添加層を形成する工程、該金属添加層より上層に、他方の金属面と同種の金属または他方の金属と合金化しうる金属からなる金属膜を成膜する工程、および該金属膜に他方の金属面を密着させて強加工を施す工程を含む前記方法。
(もっと読む)
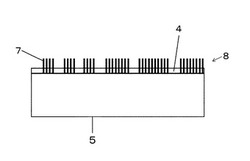
複合材および複合材の製造方法
【課題】 電磁誘導加熱式容器の素材となる複合材に空隙部を簡単に形成できるようにする。
【解決手段】 非磁性金属板と磁性金属板の対向面の全面にそれぞれ予め接合用金属層を設けておき、ホットプレス装置の軸方向両側に対向配置される一対のプレス型の間にセットし、前記プレス型の少なくともいずれか一方に、対向する相手方のプレス型に向けて突出する段状突出部を設けておき、ホットプレス時に、前記段状突出部と相手方プレス型に挟まれる領域の金属板同士は前記接合用金属層が一体的に結合される接合部として形成する一方、前記突出段部に挟まれない領域の金属板同士は空隙部となる未接合部として形成し、部分的に空隙部を有する複合材としている。
(もっと読む)
高融点材料のアウト−オブ−ポジション摩擦攪拌溶接
【課題】 高融点の平らでない材料の摩擦攪拌溶接を行うためのシステム及び方法を提供する。
【解決手段】 本プロセスは、配管、フランジ、タンク、及びシュラウド等の物体に長さ方向及び横方向で溶接を行うために提供される。積極的又は受動的マンドレルが摩擦攪拌溶接プロセスに対して支持を提供する。 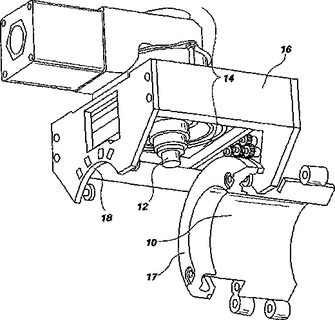 (もっと読む)
(もっと読む)
摩擦攪拌接合で使用するための拡張式マンドレル
摩擦攪拌接合工具によって管(90)または他の弧状の表面の外側にかけられた圧力に対抗する力を提供するマンドレル(72)であって、マンドレル(72)はくさび(82)を使用することによって拡張可能であり、また、マンドレル(72)は、複数の摩擦攪拌接合ヘッドが弧状の表面上で同時に溶接を実施できるようにする。 (もっと読む)
構造部材の亀裂補修装置および亀裂補修方法
【課題】構造部材を融点以下の温度で、最小限のエリアのみ熱履歴を加え、補修個所を最小限にとどめ、かつ小型化した構造物の亀裂補修装置及び亀裂補修方法を得る。
【解決手段】構造部材1の亀裂部2に押圧回転装置6により接合ツール7を加圧接触させ、接合ツール7を回転させて亀裂部2と接合ツール7との接触面に摩擦熱を発生させ、この摩擦熱によって構造部材1を軟化させて摩擦攪拌接合により亀裂部2を接合して補修する。
(もっと読む)
タービンブレードを準備するための高強度超合金結合方法
高強度超合金のタービンブレードを修理する方法及び超合金構成要素を結合する方法が提供される。タービンブレードの損傷した区域が、それを予め加熱することなく、溶接される。次いで、溶接されたタービンブレードに高温静水圧圧縮成形処理を施す。この方法は所望のミクロ組織及び丈夫な機械的特性を有する修理されたタービンブレードを生じさせる。 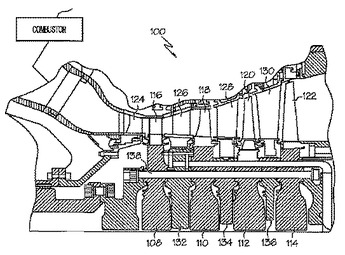 (もっと読む)
(もっと読む)
摩擦攪拌加工及び摩擦攪拌混合による材料の固体状態加工
摩擦攪拌加工、摩擦攪拌混合、または摩擦攪拌溶接できる工具を使用することによって工作物表面に固体状態加工を実行し、ここで、固体状態加工は工作物の特性を修正し、同時に、幾つかの具体例においては固相を実質的に維持し、他の具体例においては幾つかの元素に液相を通過させ、材料の修正された特性としては、微細構造、巨視的構造、靱性、硬さ、粒界、結晶粒度、相の分布、延性、超塑性、核生成部位密度の変化、圧縮性、膨張性、摩擦係数、耐摩耗性、耐食性、疲れ抵抗、磁気特性、強度、放射線吸収、及び熱伝導率が挙げられるがこれらに限定されるものではない。 (もっと読む)
1 - 20 / 22
[ Back to top ]