
Fターム[4E067AA26]の内容
Fターム[4E067AA26]に分類される特許
201 - 220 / 223
摩擦攪拌接合方法
重ね継手の接合強度が高くなる摩擦攪拌接合方法を提供する。
接合ツール(1)は、ショルダ(3)の先端に小径の凸部(2)を有する。この接合ツールを回転させながら、重ね継手の上板(4)にのみ圧入する。摩擦攪拌作用により、上板側の接合界面(6)は塑性流動し、重ね面の表面酸化膜が剥離し界面が活性化されて良好な接合部を得られる。また接合ツールは、先端に小径で半球形状の凸部(2)を有する形状により、上板接合部厚さ(12)が大きくなり、接合強度の高い重ね継手部が得られる。  (もっと読む)
(もっと読む)
異種金属の接合方法

【課題】異種金属材料の接合において、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、強固な接合が可能な異種金属の接合方法を提供する。
【解決手段】異種金属である鋼材1とアルミニウム合金材2とを異材接合するに際し、両材料1,2の間に、これら材料とは異なる第3の金属として、鋼材1に亜鉛めっき層1zを形成した状態で重ね合わせ、接合界面にAlとZnの共晶溶融金属3を生じさせて接合する。
(もっと読む)
異種材料の接合方法

【課題】異なる2種類の材料を重ね合わせて接合するに際して、いずれかの材料の表面に酸化皮膜が形成されていたとしても、多くの熱量を投入することなく酸化皮膜を除去することができ、その結果、接合界面の金属間化合物の生成を少なく抑えて、継手強度の向上を実現する。
【解決手段】亜鉛めっき鋼板1と、この亜鉛めっき鋼板1とは種類の異なるアルミニウム合金2とを重ね合わせて接合するに際して、重ね合わせた亜鉛めっき鋼板1及びアルミニウム合金2を貫通する方向に沿って配置した加工プローブ3を回転させつつアルミニウム合金2側に接触させて塑性流動領域7を生じさせ、これに伴って発生する熱により亜鉛めっき鋼板1の亜鉛層5と、アルミニウム合金2及び亜鉛めっき鋼板1の双方との間の界面に共晶溶融8を生じさせて亜鉛めっき鋼板1とアルミニウム合金2とを接合する。
(もっと読む)
摩擦点接合方法およびその装置
【課題】 金属部材同士を重ね合せて回転ツールによる摩擦熱で塑性流動させて接合する摩擦点接合方法及びその装置において、回転ツールの金属部材への過度に深い挿入ないし金属部材の貫通を回避しつつ金属部材が軟化する高い温度を維持したまま十分な時間攪拌し、もって金属部材の良好な塑性流動を図り、接合強度を確保することを課題とする。
【解決手段】 第2の加圧力よりも低い第3の加圧力で3段目の加圧を行い、回転ツールの上板に対する過挿入を抑制しつつ上板を塑性流動させ、接合部近傍の温度を上板が軟化する温度に維持する。
(もっと読む)
摩擦攪拌接合用の加工プローブ、摩擦攪拌接合装置及び摩擦攪拌接合方法
【課題】従来の加工プローブでは、被接合材料同士の接合界面における温度分布にばらつきが生じ、これが接合強度の向上を阻む原因となっていた。
【解決手段】重合した被接合材料1,2に接触して回転させることにより、その摩擦熱で被接合材料1,2同士を接合する加工プローブPであって、被接合材料1,2同士の接合界面Aの温度分布を均一化させる温度均一化手段として、加工プローブ本体Paの回転軸に対して偏心配置され且つ加工プローブ本体Paに対して回転可能な接合用ピンPbを備えたものとし、接合界面Aの温度分布を均一にして接合強度の向上を実現した。
(もっと読む)
摩擦攪拌接合用の加工プローブおよび接合方法
【課題】従来の加工プローブでは、被接合材料同士の接合界面における温度分布にばらつきが生じ、これが接合強度の向上を阻む原因となっていた。
【解決手段】重合した被接合材料1,2に接触して回転させることにより、その摩擦熱で被接合材料1,2同士を接合する摩擦攪拌接合用の加工プローブP1であって、被接合材料1に接触する摺接面Sにおける摩擦熱の温度分布を均一化させる温度均一化手段を備えたことにより、被接合材料1,2同士の接合界面Aの温度分布を均一にし、これにより良好な接合状態を均一に有する接合界面領域を確保して接合強度の向上を実現した。
(もっと読む)
超音波溶接方法、超音波溶接装置及び導体ユニット
【課題】他の電気部品などと短絡することを防止できかつ熱に弱い材質から第1及び第2金属を構成することができる超音波溶接方法、超音波溶接装置及び導体ユニットを提供する。
【解決手段】超音波溶接装置10は超音波溶接機11と冷却機構12を備えている。超音波溶接機11は互いの間にめっき層6が形成された金属片2と芯線7とを挟むチップ14とアンビル15とを備えている。冷却機構12はチップ14とアンビル15との間に挟まれた金属片2及び芯線7を冷却する。超音波溶接装置10はめっき層6に芯線7を重ねてチップ14とアンビル15との間に金属片2と芯線7とを挟み、冷却機構12で冷却しながら、超音波溶接機11がめっき層6が溶融する強さの超音波振動を付与する。
(もっと読む)
摩擦点接合装置
【課題】
異種金属材料同士を重ね合せて摩擦点接合する場合に回転ツールによる金属部材の引きちぎり現象を防止することを課題とする。
【解決手段】
融点が相対的に低い第1金属部材と融点が相対的に高い第2金属部材とを重ね合せ、第1金属部材の側から回転ツールを押し込んで該回転ツールの回転動作及び加圧動作により発生する摩擦熱で第1金属部材を軟化及び塑性流動させて両金属部材を摩擦点接合する場合に、接合終了時の接合部において回転ツールの環状の窪みが形成されたショルダ部の周縁部で加圧されていた第1金属部材の部分をせん断するのに必要なトルク、及び該せん断トルクより小さい値の閾値Bを算出しておき、接合中に回転ツールの回転軸トルクAが上記閾値Bよりも小さくなるように回転ツールの回転軸トルクAを制御する。
(もっと読む)
摩擦点接合方法
【課題】
異種金属部材同士を重ね合せて摩擦点接合をした後に電着塗装をした場合に接合部周囲に塗り残しが生じないように対策することを課題とする。
【解決手段】
融点が相対的に低いアルミニウム部材63と融点が相対的に高い鋼部材64とを重ね合せ、アルミニウム部材63の側から回転ツール14を押し込んで該回転ツール14の回転動作及び加圧動作により発生する摩擦熱でアルミニウム部材63を軟化及び塑性流動させて両部材63,64を摩擦点接合する方法において、両部材63,64を所定の接合部Pにおいて重ね合せ方向に所定の間隔Sをあけて重ね合せ、この状態で上記所定の接合部Pにおいて両部材63,64を摩擦点接合する。
(もっと読む)
摩擦撹拌接合方法
【課題】積層部を摩擦撹拌接合し、外観を良好にするとともに接合強度を確保する。
【解決手段】積層部10は、第1ワーク12と第2ワーク14との間に有孔ワーク16が介装されることによって形成される。摩擦撹拌接合用工具20のプローブ24は、回転動作しながら最上層である第2ワーク14に埋没し、有孔ワーク16の貫通孔18を通過して第1ワーク12(最下層)における貫通孔18に露呈した上端面に到達する。これに伴って第2ワーク14の肉が塑性流動し、貫通孔18に付着するとともに、回転動作するプローブ24によって第1ワーク12の上端面の肉と一体的に撹拌混合される。
(もっと読む)
強化白金/白金複合材料の製造方法及び該方法により製造される強化白金/白金複合材料並びに強化白金/白金複合材料よりなるるつぼ
【解決課題】 強化白金/白金複合材料の製造方法において強化白金と白金とを強固に接合し、使用過程において破損が生じ難い物を製造する方法を提供すること。
【解決手段】 本発明は、白金又は白金合金に金属酸化物が分散してなる強化白金と、白金材料とが接合されてなる強化白金/白金複合材料の製造方法であって、(a)強化白金板材と、白金材料板材とを重ね、真空中でホットプレスして一体化する工程、(b)一体化した板材を熱間鍛造する工程、(c)熱間鍛造後の板材を更に冷間圧延する工程、からなる方法である。(a)工程における加工条件は、加工雰囲気の真空度を1Pa以下とし、温度1000〜1300℃、プレス圧20〜40MPaとするのが好ましい。
(もっと読む)
積層部接合方法
【課題】摩擦撹拌接合用工具を用いて積層部を接合する際、該積層部を構成するワークに位置ずれが生じることを回避する。
【解決手段】第1ワーク14及び第2ワーク16を積層して載置用治具12に載置する。支持用治具10で積層部22を支持した後、該積層部22の上端面において、該積層部22の下方に配置された第1ワーク14の貫通孔40、42に対応する箇所を、摩擦撹拌接合用工具18のプローブ46で押圧する。この押圧によって、貫通孔40、42に嵌合する突起部50、52を第2ワーク16に突出形成する。さらに、これら突起部50、52の各々の肉を、摩擦撹拌によって凹部20に塑性流動させる。
(もっと読む)
摩擦点接合装置
【課題】 複数の被接合材を摩擦点接合により接合する際に、回転ツールの被接合材への押し込み量のばらつきを抑制し、接合品質をより安定化させることができる摩擦点接合装置を提供する。
【解決手段】 複数の被接合材を重ね合わせ、回転ツールを回転させながら前記回転ツールの先端部を前記被接合材の一方向側から押し込み、この回転ツールの押し込みによって発生した摩擦熱で前記被接合材を軟化せしめて塑性流動させることにより、前記複数の被接合材を接合する摩擦点接合装置が、前記回転ツールと同軸状に回動可能に配置され、且つ、前記回転ツールの軸方向に固定され、前記回転ツールの先端部を前記被接合材に押し込む際に、それらの接合部近傍の被接合材表面に当接して前記回転ツールの先端部の前記被接合材への押し込み量を規制する規制部材、を備えたことを特徴とする。
(もっと読む)
チタンクラッド組成物の火炎を阻止し予防するための方法および構造
初期発火に耐性を有し、さらに、一度発火し始めたら、反応性金属の燃焼を阻止する改善された能力を有する、チタンまたはジルコニウムのような反応性金属部材を接合させた金属基材を含む、化学的腐食と発火の両方に対して耐性を有する複合クラッド構造およびその製造方法である。複合材の構造は、構造的な基層(例えば炭素、低合金またはステンレス鋼);該構造的な基層にクラッドされた、高い熱伝導率を有する金属(例えば銅、アルミニウム、銀およびそれらの合金)の中間層;および該中間層にクラッドされた、チタン、ジルコニウムおよびそれらの合金からなる群より選択される耐食性の反応性金属層を含む。 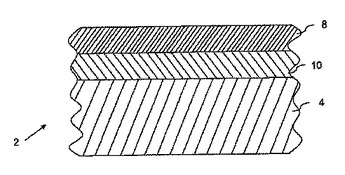 (もっと読む)
(もっと読む)
遷移材料の介在によるセラミック材料と金属材料とのための接合工程
本発明は、高品質の力学抵抗を有し、異なる物理的性質を有する材料間の熱伝導能力を有する接合を、詳しくは、異なる熱伝導率が接合工程中並びにその産業上の適用中に界面の中に著しい応力を必然的に伴う、セラミック/金属接合又はセラミック/金属複合物を得るために有用な方法に言及する。この提案された方法によって解決された問題は、結合しようとする表面を濡らすことの金属の困難性、及びセラミック又はセラミック合成物の引張り応力に対する総体的に低い力学抵抗である。第1の問題は、表面レベルでセラミックと組み合わせることによって金属で表面を濡らすことができるようにするチタンベースの合金の適用によって解決される。第2の問題は、セラミック又は合成物を機械加工し、長ピッチ多条ねじ山を通じてこの比表面積を増加することによって解決される。  (もっと読む)
(もっと読む)
導電部品用クラッド材およびその製造方法
【課題】 導電性、溶接性に優れ、しかも良好なプレス成形性を備えた導電部品用クラッド材およびその製造方法を提供する。
【解決手段】 本発明のクラッド材は、Cを0.006〜0.045mass%含み、残部実質的にNiからなるNi−C合金で形成されたニッケル合金層2と、純AlあるいはAlを主成分とするAl基合金で形成されたアルミニウム層3とが接合されたものである。前記ニッケル合金層2は、平均硬さがHv120以下とされ、前記アルミニウム層とニッケル合金層との間に形成される金属間化合物層は平均厚さが6.0μm 以下とされる。前記アルミニウム層3の厚さはクラッド材の全体厚さの15〜95%程度にすることが好ましい。前記クラッド材は、ニッケル合金層とアルミニウム層とを圧接した後、450〜580℃の比較的低温で焼鈍することによって容易に製造することができる。
(もっと読む)
異種金属の接合方法および装置
【課題】 接合に際し、ミクロン未満、例えば数ナノオーダーの厚さの薄い金属間化合物層を生成する。
【解決手段】 固相状態での接合に金属間化合物層の形成を要する異種金属ワークを接合する異種金属の接合装置は、接合すべき異種金属ワークW1、W2が入れられる真空容器11と、真空容器11内の一方のワークW2の接合面に金属間化合物層を形成するようにクラスターを照射するクラスター源15と、金属間化合物層を形成したワークW2と他方のワークW1を加圧および加熱する加圧・加熱手段とを備えている。
(もっと読む)
異種金属材結合装置と異種金属材結合方法および金属部品
【課題】本発明は、金属母材表面の金属結合層を形成する装置、金属母材表面の金属結合層を形成する方法および金属結合層を形成した金属部品に関するものである。
【解決手段】金属母材を載置するための基台と、前記基台をリニア駆動により水平方向に反復運動させる加振機構部と、前記金属母材の表面上に主成分が金属である結合材料を供給する機構を持つ圧接加工工具と、前記圧接加工工具を保持し、圧力を加えるヘッド部とを具備したことを特徴とする異種金属材結合装置を用いて金属結合層を形成する。
(もっと読む)
摩擦接合方法およびその装置
【課題】 第1金属部材と、開口部が設けられた第2金属部材とを、第1金属部材に貫通穴が設けられた状態で摩擦接合させるとともに、第1金属部材と第2金属部材とが異種の材質であっても高い接合強度を得ることができる摩擦接合方法およびその装置を提供する。
【解決手段】 先端部中央に穴開け加工部4aが設けられ、回転しつつ第1金属部材W1を押圧する回転ツール4を準備するとともに、回転ツールの4対向位置に受け具5を準備し、受け具で第2金属部材N1を支持し、第1金属部材W1と第2金属部材N2とを重ね、回転ツール4を回転させつつ受け具5側に移動させ、第1金属部材W1に穴開け加工部4aから当接させ、更に押圧し、第1金属部材W1に貫通穴W1bを開けると共に、回転ツール4の回転および押圧によって第1金属部材W1を摩擦熱で軟化させて塑性流動を生じさせ、第1金属部材W1と第2金属部材N1とを摩擦接合させる。
(もっと読む)
炭化タングステン基超硬合金接合体の製造方法
【課題】機械的強度を低下させることなく、接合面に生ずる引張、及び圧縮応力を軽減することが可能な炭化タングステン基超硬合金接合体の製造方法を提供する。
【解決手段】炭化タングステン基超硬合金から構成された第一の板状部材2と、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された第二の板状部材3とを、第二の板状部材3がオーステナイト変態を起こす温度以上に加熱した状態で積層して接合し、次に、上述した三つの相変態のうちの少なくとも一つの相変態を開始する温度まで降温することにより、その接合面4に生ずる引張、及び圧縮応力が1500MPa以下となるように相変態を起こさせて炭化タングステン基超硬合金接合体1を得る炭化タングステン基超硬合金接合体の製造方法。
(もっと読む)
201 - 220 / 223
[ Back to top ]