
Fターム[4E067AA26]の内容
Fターム[4E067AA26]に分類される特許
101 - 120 / 223
ターボ機械用ロータ及び該ロータの製作法
【課題】手間のかかる冷却無しでも高められた運転温度に適しており且つ特に耐クリープ性の材料から成る構成部材及び耐クリープ性の小さな材料から成る構成部材から機械的な強度を損失させることなく溶接されているターボ機械用のロータ、並びにこのようなロータの製作法を提供する。
【解決手段】両ロータ区分(11,12)を結合するために、これらの両ロータ区分(11,12)間に粉末冶金法で製作された移行域(21,22)が配置されており、該移行域の一方の側が、両ロータ区分(11,12)の内の一方と溶接されており且つ溶接されたロータ区分と同じ組成を有しており、前記移行域の他方の側が、両ロータ区分(11,12)の内の他方と粉末冶金法で結合されているようにした。
(もっと読む)
航空宇宙用部品の表面実装型ヒータの電気的接続部およびジェットタービン用の表面実装型ヒータのヒータ接続部

【課題】銅導体への接続のために、タービン部品のチタン箔をチタン溶接導体に接続し、従来の半田付け技術を可能にするコネクタを提供する。
【解決手段】ヒータ50は、チタン箔ヒータ素子55を有する。ヒータ素子55は、ヒータの電気絶縁体60によって保護されている。チタン箔ヒータ素子55の一方の端部は、高くなってヒータパッド63を形成し、溶接を容易にしている。ヒータ素子55は、溶接されたチタン導体移行部70を介して銅導体移行部65に接続されている。成形ポリマーカプセル材75が、銅導体移行部65と、チタンを含有するヒータ素子55と、溶接されたチタン導体移行部70と、を含む接合部80を覆って保護する。
(もっと読む)
金属材の接合方法
【課題】高硬度及び高融点を有する被接合材を接合する場合であっても、より良好に摩擦攪拌接合を行うことができる金属材の接合方法を提供する。
【解決手段】板状の金属材1,2の端部同士を接合部3において突き合わせ、接合部3の裏面側を板状の裏当材4で覆い、接合部3の表面側から回転ツール5のプローブ6を挿入して金属材1,2同士を接合する。裏当材4はSi3N4からなり、金属材1,2はFeを含む厚さ13mm以下の板材である。熱伝導率が低いSi3N4の裏当材4を適用するため、回転ツール5からの熱が接合部3から拡散しにくく、接合部3の表面側から裏面側まで熱の分布が均一になり、より安定した接合が得られ、接合強度が向上する。接合時の温度における強度に優れるSi3N4の裏当材4を適用するため、裏当材4の強度不足を招くことがない。
(もっと読む)
炭素繊維接合体及びそれを用いた物品
【課題】安定した電気伝導が得られ、接合強度の高い炭素繊維接合体及びそれを用いた物品を提供する。
【解決手段】炭素繊維と、炭素との間で化合物を形成する金属又は合金とを接合してなり、炭素繊維と金属又は合金との間に化合物が形成されている。
(もっと読む)
摩擦圧接工法及び該工法により接合した摩擦圧接部材
【課題】2つの構成部材の摩擦圧接にあたり、両構成部材間の接合部に作用する外力に対する抗力を確保して接合部の耐性を向上させ、両構成部材の摩擦圧接時に必要とする推力を低く抑えて小規模な摩擦圧接装置で摩擦圧接を行うことができ、しかもばりの除去のための後加工を施す必要をなくして部品の加工コストを低く抑える。
【解決手段】第1構成部材1及び第2構成部材2の摩擦圧接部3,4を円環状の突部3a,4aで形成する。突部3a,4aの内外側に凹溝7A,7B,10A,10Bを設ける。摩擦圧接部3,4を突部3a,4aの内外側の内側壁8及び外側壁9が第2構成部材2に接するまで摩擦圧接する。摩擦圧接で生成されるばりを内側壁8及び外側壁9で掩蔽し、第1構成部材1の内側壁8及び外側壁9と第2構成部材2との接触部を、両構成部材1,2間の接合部に作用する外力に対する抗力を負担させ得る程度に密接させる。
(もっと読む)
超音波接合装置およびその制御方法、並びに超音波接合の接合検査装置およびその接合検査方法
【課題】代用特性でなく、製品の接触抵抗を直接測定でき、この接触抵抗に基づいて短時間で精度高く接合状態を判定し、その判定結果を振動制御部へフィードバックすることができる超音波接合装置を提供する。
【解決手段】超音波振動を与えるホーン30とアンビル20との間に2枚の被接合材を挟んで加圧し、被接合材の接触面に平行に超音波振動を加えて固相接合する超音波接合装置1であって、振動制御部70と接合検査部80とを有する制御装置60を備え、接合検査部80は、ホーン30とアンビル20間に電圧を印加する電圧印加部82と、ホーン30とアンビル20間の印加電圧を測定する電圧計83と、ホーン30とアンビル20間に流れる電流を測定する電流計84と、電圧計83および電流計84の各測定値から接触抵抗を算出して接合状態を判定する電気抵抗測定回路81と、を備えている。
(もっと読む)
超音波接合装置およびその制御方法
【課題】ワークの接合品質を安定させることができ、接合チップ先端へのワーク母材の凝着を防止してワークの脱落や破損を防止することができる超音波接合装置を提供する。
【解決手段】超音波振動を与えるホーン20とアンビル10との間に2枚の板状ワーク41、42を挟んで加圧し、板状ワーク41、42の接触面に平行に超音波振動を加えることにより固相接合する超音波接合装置1であって、ホーン20にエアを流通させてホーン20を冷却するエア冷却手段31を内蔵した。
(もっと読む)
部材接合構造
【課題】形材の補強に適した部材接合構造を提供する。
【解決手段】第1の個所8a及び第2の個所8bに孔9a,9bが正対するように穿設してある主部材6と、第1の個所8aの孔9aに連なるねじ孔1aが穿設してあり且つ第2の個所8bとは真反対に位置するように主部材6の第1の個所8aに当接する第1の締結部材5aと、第2の個所8bの孔9bに連なるねじ孔1bが穿設してあり且つ第1の個所8aとは真反対に位置するように主部材6の第2の個所8bに当接する第2の締結部材5bと、孔9a,9b、並びにねじ孔1a,1bに差し込んだ補助部材7とを備え、摩擦熱と塑性流動により補助部材7に由来する材料を、孔9a,9bやねじ孔1a,1bに詰め込み且つ第1、第2の締結部材5a,5bのねじ孔1a,1bの周囲を覆うように形作り、主部材6に補助部材7を接合する。
(もっと読む)
部材接合構造
【課題】異種材にも対応可能な部材接合構造を提供する。
【解決手段】互いに連なる孔5,6がそれぞれ穿設してあり且つ面接触するように重ねた板状の第1、第2の被接合部材1,2と、これら被接合部材1,2の孔5,6に連なるねじ孔7が形成してあり且つ第2の被接合部材2とは真反対に位置するように第1の被接合部材1に当接する締結部材3と、第1、第2の被接合部材1,2の孔5,6に差し込まれ且つ締結部材3に螺合したボルト4とを備え、摩擦熱と塑性流動によりボルト4に由来する材料を、締結部材3のねじ孔7のねじ溝に入り込ませ且つ第2の被接合部材2に同化させて、第1、第2の被接合部材1,2を接合する。
(もっと読む)
部材接合方法及び構造
【課題】形材の補強に適した部材接合方法及び構造を提供する。
【解決手段】主部材6の第1の個所8aと第2の個所8bに穿設した各孔9a,9bに補助部材7を、その先端部分が第2の個所8bの孔9bに入り且つ基端部分が第1の個所8aの孔9aに入るように差し込む。接合ツール5を回転させながら補助部材7の先端に押し付け、この部位と主部材6の第2の個所8bを摩擦熱と塑性流動により軟化させた後、接合ツール5を主部材6から引き離して第2の個所8bと補助部材7の塑性流動部位を硬化させる。また、接合ツール5を回転させながら補助部材7の基端に押し付け、この部位と主部材6の第1の個所8aを摩擦熱と塑性流動により軟化させた後、接合ツール5を主部材6から引き離して第1の個所8aと補助部材7の塑性流動部位を硬化させる。
(もっと読む)
部材接合構造
【課題】厚み寸法が小さい部材の相互の接合や、素材が異なる部材の相互の接合に適した部材接合構造を提供する。
【解決手段】ナット1と、予め穿設してある孔2がねじ孔に連なるようにナット1に重ねた第1の部材3と、孔2に被さるように第1の部材3に重ねた第2の部材4とを備える。
接合ツール5を用いて、第2の部材4に由来する材料を摩擦熱と塑性流動により、第1の部材3の孔2、並びにナット1のねじ孔に入り込むように形作る。
(もっと読む)
部材接合構造
【課題】形材の補強に適した部材接合構造を提供する。
【解決手段】第1の個所8a及び第2の個所8bに孔9a,9bが正対するように穿設してある主部材6と、第1の個所8aの孔9aに連なるねじ孔1aが穿設してあり且つ第2の個所8bとは真反対に位置するように主部材6の第1の個所8aに当接する第1の締結部材5aと、第2の個所8bの孔9bに連なるねじ孔1bが穿設してあり且つ第1の個所8aとは真反対に位置するように主部材6の第2の個所8bに当接する第2の締結部材5bと、軸部7が第1、第2の締結部材5a,5bのねじ孔1a,1bに螺合されたボルト4とを備え、摩擦熱と塑性流動によりボルト4に由来する材料を、孔9a,9bやねじ孔1a,1bに詰め込み且つ第1、第2の締結部材5a,5bのねじ孔1a,1bの周囲を覆うように形作り、主部材6にボルト4を接合する。
(もっと読む)
部材接合構造
【課題】異種材にも対応可能な部材接合構造を提供する。
【解決手段】互いに連なる孔5,6がそれぞれ穿設してあり且つ面接触するように重ねた板状の第1、第2の被接合部材1,2と、これら被接合部材1,2の孔5,6に連なるねじ孔7が形成してあり且つ第2の被接合部材2とは真反対に位置するように第1の被接合部材1に当接する締結部材3と、軸部が第1、第2の被接合部材1,2の孔5,6に差し込まれて締結部材3に螺合され且つ頭部が第2の被接合部材2に当接したボルト4とを備え、摩擦熱と塑性流動によりボルト4及びボルトに由来する材料を、第1の被接合部材1に同化させる。
(もっと読む)
部材接合構造
【課題】異種材にも対応可能な部材接合構造を提供する。
【課題手段】互いに連なる孔3,4がそれぞれ穿設してあり且つ面接触するように重ねた板状の第1、第2の被接合部材1,2と、これら被接合部材1,2の孔3,4に連なるねじ孔20が形成してあり且つ第2の被接合部材2とは真反対に位置するように第1の被接合部材1に当接する締結部材5と、締結部材5のねじ孔20、及び第1、第2の被接合部材1,2の孔3,4に差し込んだ補助部材7とを備え、摩擦熱と塑性流動により補助部材7に由来する材料を、締結部材5のねじ孔20のねじ溝に入り込ませ且つ第2の被接合部材2の孔4の周囲を覆うように形作り、第1、第2の被接合部材1,2を接合する。
(もっと読む)
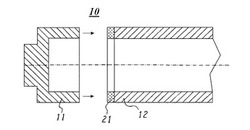
摩擦点接合方法
【課題】回転ツールとの摩擦熱により生じる金属の塑性流動を簡単な構成で促進させ、より低コストで接合強度を向上させる。
【解決手段】第1金属部材(11)および第2金属部材(12)の各接合面間に潤滑剤Zを介在させた状態で両金属部材(11,12)を重ね合わせた後に、上記第1金属部材(11)の側に回転ツール16を当接させ、この回転ツール16の回転動作および加圧動作により発生する摩擦熱で上記第1金属部材(11)を軟化および塑性流動させることにより、上記両金属部材(11,12)を固相状態で接合する。さらに、このときに生じる上記摩擦熱によって上記潤滑剤Zを消失させる。
(もっと読む)
部材接合構造
【課題】形材の補強に適した部材接合構造を提供する。
【解決手段】第1の個所8a及び第2の個所8bに孔9a,9bが正対するように穿設してある主部材6と、第1の個所8aの孔9aに連なるねじ孔2aが穿設してあり且つ第2の個所8bとは真反対に位置するように主部材6の第1の個所8aに当接する第1の締結部材3aと、第2の個所8bの孔9bに連なるねじ孔2bが穿設してあり且つ第1の個所8aとは真反対に位置するように主部材6の第2の個所8bに当接する第2の締結部材3bと、軸部7が第1、第2の締結部材3a,3bのねじ孔2a,2bに螺合されたボルト4とを備え、摩擦熱と塑性流動によりボルト4に由来する材料を、第1、第2の締結部材3a,3bに同化させ、主部材6にボルト4を接合する。
(もっと読む)
2つの二次元部品の摩擦溶接接合
この発明は互いの頂部に位置する複数の二次元部品の摩擦溶接接合に関する。複数の部品は接続本体(1,17)によって結合され、接続本体は、カラー(7)によって上側の部品(9)の上に位置する。接続本体は配管片の形状を有し、上側の部品(9)は回転および圧力によって前部の環状の切断端縁を有する接続本体によって浸透され、接続本体は、その前部で上側の部品(9)を介して切断し、且つ、その空洞スペースに上側の部品(9)の切断材料を受けた後、下側の部品(1)とともに、接続本体の回転および圧力によって生成された摩擦溶接領域を形成する。 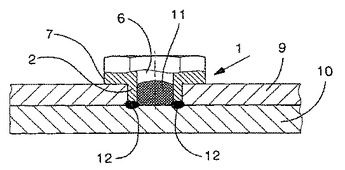 (もっと読む)
(もっと読む)
タンタルと炭素結合物の製造方法、タンタルと炭素の傾斜組成構造、タンタルチューブとPIT炭素芯の製造方法、タンタルチューブとPIT炭素芯、タンタル炭化物配線の製造方法、タンタル炭化物配線
【課題】簡易な方法で、所定の形状のタンタルと炭素を固相拡散接合を可能とし更に、タンタルと炭素を固相拡散接合を行う場所以外のタンタ表面に炭化物を形成することを可能とする。
【解決手段】タンタル若しくはタンタル合金と炭素基板とを真空熱処理炉内に設置し、前記タンタル若しくはタンタル合金表面に形成されている自然酸化膜であるTa2O5が昇華する条件下で熱処理を行い、前記Ta2O5を除去した後、前記真空熱処理炉内に炭素源を導入して熱処理を行い、前記タンタル若しくはタンタル合金表面と炭素基板表面を固相拡散接合させると同時に、タンタルと炭素を固相拡散接合を行う場所以外のタンタル表面に炭化物を形成する。
(もっと読む)
超音波接合方法
【課題】凝着した接合母材を接合部の接合品質に影響を与えることなく除去することを可能とする超音波接合方法を提供する。
【解決手段】重ね合わせた金属板を接合母材として超音波接合装置のチップとアンビルとの間に配置し、チップを下降させて接合母材を圧接して超音波接合した後、チップを上昇させて接合母材を取り外す超音波接合方法であって、超音波接合完了後、チップの上昇時に超音波を付与することを特徴とする。
(もっと読む)
摩擦点接合装置
【課題】摩擦点接合装置において、簡単な構成で、接合時の応力による変形を抑制しながら凹部底壁を高品質に接合する。
【解決手段】第2金属部材W2を受けて位置決めする受け治具71と、第1金属部材W1の凹部の底壁67aの隣接する接合位置Pの間を上方から押圧する押圧位置Aと接合位置Pから退避する退避位置Bとに移動する押圧治具72と、押圧治具72を押圧位置Aと退避位置Bとに移動させる移動機構73と、押圧治具72で隣接する接合位置Pの間を押圧した状態で、回転工具16を回転させながら第1金属部材W1に上方から押圧する駆動手段とを設ける。共に凹部を有する第1金属部材W1と第2金属部材W2とを該凹部が重なり合うように重ね、回転工具16の回転及び押圧により、第1金属部材W1の凹部の底壁67aの一部を摩擦熱で軟化させ塑性流動させて第1及び第2金属部材W1,W2を複数箇所でスポット接合する。
(もっと読む)
101 - 120 / 223
[ Back to top ]