
Fターム[4E067AB11]の内容
Fターム[4E067AB11]に分類される特許
1 - 12 / 12
ガス圧接用環体を内蔵した環体保持部材
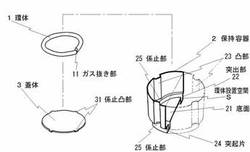
【課題】本発明は環体のセット作業が極めて簡単で安全に行え、環体が収納された新商品として販売でき、更にガス抜き部の位置を確実に上方にして環体が極めて簡単にセット出来る環体保持部材を提供することを目的とする。
【解決手段】接合する鋼材の端面と略同形状で且つ略同材料で形成すると共にガス抜き部11を有した環体1と、底面21側に環体1が収納される環体設置空間Sを有する突出部22及びそれに連結する凸部23を有した合成樹脂製の保持容器2と、該保持容器2の環体設置空間Sを冠着すると共に環体1のガス抜き部11の回転を止める合成樹脂製の蓋体3とから成す。また環体1として、コイルスプリング状に形成した材料から略1周分を切断して作られると共にその両端にスキ間を空けてガス抜き部11を設けると良く、保持容器2の凸部23の接触部分を面とするのが良い。
(もっと読む)
接合方法、接合体および光学素子

【課題】2つの基板同士を強固に接合して、製造時と実使用時での温度が異なっていても、残留応力の発生を抑制し、実使用時に高い寸法精度を維持し得る接合体を製造可能な接合方法、およびかかる接合方法により2つの基板同士を高い寸法精度で強固に接合してなる接合体および光学素子を提供すること。
【解決手段】本発明の接合方法は、第1の基板2および紫外線に対して透過性を有する第2の基板4を用意し、第1の基板2の表面上に、プラズマ重合法により接合膜3を成膜する工程と、接合膜3にエネルギーを付与する工程と、接合膜3を介して第1の基板2と第2の基板4とを接合し、接合体5を得る工程と、接合体5に対して第2の基板4側から紫外線を照射する工程と、接合体5の温度を、製造後の接合体5が使用される際の実体温度に維持しつつ、2つの定盤7で接合体5を押圧した状態で保持することにより、接合体5の形状を平板状に矯正する工程とを有する。
(もっと読む)
車体の製造方法および製造ライン
【課題】軽量でしかも十分な接合強度を有する車体をより低コストで製造する。
【解決手段】製造ライン30のサブライン31で、アルミニウム合金製のルーフパネル10と、鋼製のヘッダー部材5,6等とを重ね合わせ、このうちアルミニウム合金製のルーフパネル10の側から押圧される回転ツール45の摩擦熱で上記ルーフパネル10を局所的に軟化および塑性流動させることにより、上記ルーフパネル10とヘッダー部材5,6等との重ね合わせ部の複数個所を固相接合してルーフアッシー26を形成する。次いで、製造ライン30のメインライン32で、上記ルーフアッシー26に含まれるアルミニウム合金製のルーフパネル10と、車体の他の部品群の中のルーフサイドレール8やピラーレイン15等の部品を含んだ2枚の鋼板とを重ね合わせ、その複数個所を電気抵抗スポット溶接により接合する。
(もっと読む)
摩擦点接合方法
【課題】鋼製部材と軽金属製部材の固相状態での点接合強度を高めると共に、接合部の接触腐食に対する耐食性を確実に確保することができる摩擦点接合方法を提供する。
【解決手段】Zn−Fe合金メッキ鋼板19とアルミニウム合金板17との間に接着剤層20を介在させて重ね合わせ、接着剤層20が加熱され、接着剤層20の粘度が低下した温度域に達した後、回転ツール7を回転させながらアルミニウム合金板17の接合部をZn−Fe合金メッキ鋼板19側に押圧し、この回転ツール7の押圧により粘度が低下した状態の接着剤層21が接合部の外周側へ押出される。
(もっと読む)
摩擦点接合方法
【課題】鋼製部材と軽金属製部材の固相状態での点接合強度を高めると共に、接合部の接触腐食に対する耐食性を確実に確保することができる摩擦点接合方法を提供する
【解決手段】Zn−Fe合金メッキ鋼板19の接合部の表面に亜鉛材料層20が形成され、Zn−Fe合金メッキ鋼板19とアルミニウム板17との間に接着剤層21を介在させて重ね合わせ、回転ツール7を回転させながらアルミニウム板17の接合部に押圧する。この回転ツールの回転及び押圧により、アルミニウム板17が摩擦熱で軟化し塑性流動すると共に、摩擦熱により溶融した亜鉛材料の流動を介して接着剤層21が接合部から押し出され、鋼板16とアルミニウム板17の界面が固相状態で接合される。
(もっと読む)
摩擦点接合方法
【課題】軽金属板と鋼板との接合強度を十分に確保しつつ、その耐食性を効果的に向上させる。
【解決手段】本発明の摩擦点接合方法は、軽金属板(20)および鋼板30のいずれか一方の被接合部(P1またはP2)に凸部32を形成する工程と、上記軽金属板(20)と鋼板30との間のうち上記凸部32を除いた領域に接着剤40を塗布した状態で上記両金属板20,30を重ね合わせる工程と、上記軽金属板(20)の被接合部P1に回転ツール16を回転させながら押し込み、このときに発生する摩擦熱で上記軽金属板(20)の被接合部P1を軟化および塑性流動させることにより、上記軽金属板(20)と鋼板30とを固相状態で接合する工程とを含む。
(もっと読む)
空間部形成品
【課題】接合部に圧痕や溶融部が形成されることがなく外観に優れ、十分な強度を有する接合部をそなえた自動車クロージャー部品およびその製造方法を提供する。
【解決手段】成形された2枚の金属パネル2,3を合わせ、金属パネル間に閉塞された空間部または開放部を有する空間部を形成した空間部形成品1であって、合わせた2枚の金属パネルの端部の鍔部5を重合してなる端縁部のうち開放部以外の部位が電磁シーム圧接されていることを特徴とする。
(もっと読む)
摩擦点接合方法
【課題】金属材料の熱変形をより確実に抑制しつつ金属材料同士を接合することのできる摩擦点接合方法を提供する。
【解決手段】第一金属部材20として、被接合部分P1を囲む位置に当該被接合部分P1近傍の剛性を高めるための剛性部24が設けられた金属部材を用い、当該第一金属部材20と第二金属部材30の間に絶縁性の接着剤40を介在させた状態で両金属部材20,30を重ね合わせる準備工程と、第一金属部材20の被接合部分P1に回転ツール16を当接させ、この回転ツール16の回転動作および加圧動作により発生する摩擦熱で前記第一金属部材20を軟化および塑性流動させることにより前記両金属部材20,30を固相状態で接合する接合工程と、前記両金属部材20,30の接合部分P以外の部分を前記接着剤40により接着する接着工程とを実施する。
(もっと読む)
金属部材の接合方法およびその装置
【課題】多大な設備を要することなく、熱硬化性接着剤による接合工程において、効率良く接着剤を硬化ないしは半硬化させることができる金属部材の接合方法およびその装置を提供する。
【解決手段】複数の重ね合わせた金属部材100の間に熱硬化性接着剤を介在させて接合する方法または装置であって、金属部材100の接合部で磁石71a,71bによる磁場を発生させ、上記磁場を変化させることによって金属部材100に誘導電流を発生させ、上記誘導電流による金属部材100の発熱によって上記熱硬化性接着剤の加熱硬化を促進させる。
(もっと読む)
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 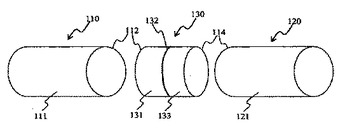 (もっと読む)
(もっと読む)
少なくとも2つのワークピースを溶接接合するための方法
【課題】少なくとも2つのワークピースを溶接接合するための方法を提供する。
【解決手段】当該方法は、第1のワークピース16の第1の表面14に接着剤12を塗布するステップと、第1のワークピースの第1の表面を第2のワークピース22の表面20に接触させるステップとを含む。次いで、第1のワークピース16および第2のワークピース22が摩擦攪拌溶接または摩擦攪拌スポット溶接され、接着剤12が硬化する。接着剤12の硬化中に2つのワークピース16および22を保持するために接合工具を用いる必要がなくなる。
(もっと読む)
シートメタル要素と回転体との摩擦溶接接続
シートメタル要素およびそこに挿入された回転体の間の摩擦溶接接続である。シートメタル要素は突出する円形環状壁を圧力面として備え、この圧力面は反対圧力面を有する回転体によって係合されるよう適合される。少なくとも1つの圧力面は、回転体の挿入によって環状壁に増大する圧力を加えるように円錐形状であり、そこでは回転体の回転の結果として回転体と環状壁との間に摩擦溶接接続(7)が形成される。 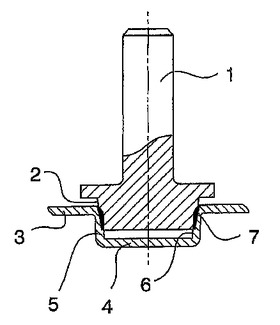 (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]