
Fターム[4E067BC00]の内容
圧接、拡散接合 (9,095) | ガス圧接 (23)
Fターム[4E067BC00]の下位に属するFターム
ガスバーナー (4)
Fターム[4E067BC00]に分類される特許
1 - 19 / 19
鉄筋のガス圧接器
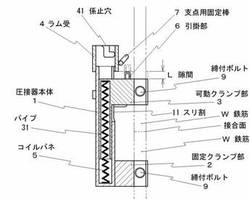
【課題】本発明は収納された環体のセット作業が極めて簡単で且つ安全に行うことが可能となる鉄筋のガス圧接器を提供することを目的とする。
【解決手段】従来のガス圧接器に対して、可動クランプ部3とラム受4の間に隙間Lを設ける構造と成す。また可動クランプ部3に引掛部6を固着し、ラム受4の外周に支点用固定棒7を固着させると良く、前記隙間Lは圧接器本体1の内部に設けたコイルバネ5の長さを短くして得るのが好ましい。又、その隙間Lとして10mm〜50mmとするのが良い。
(もっと読む)
ガス圧接用環体を内蔵した環体保持部材

【課題】本発明は環体のセット作業が極めて簡単で安全に行え、環体が収納された新商品として販売でき、更にガス抜き部の位置を確実に上方にして環体が極めて簡単にセット出来る環体保持部材を提供することを目的とする。
【解決手段】接合する鋼材の端面と略同形状で且つ略同材料で形成すると共にガス抜き部11を有した環体1と、底面21側に環体1が収納される環体設置空間Sを有する突出部22及びそれに連結する凸部23を有した合成樹脂製の保持容器2と、該保持容器2の環体設置空間Sを冠着すると共に環体1のガス抜き部11の回転を止める合成樹脂製の蓋体3とから成す。また環体1として、コイルスプリング状に形成した材料から略1周分を切断して作られると共にその両端にスキ間を空けてガス抜き部11を設けると良く、保持容器2の凸部23の接触部分を面とするのが良い。
(もっと読む)
レールの加熱圧接方法及び装置
【課題】接合すべきレール同士をクランプすると共に、接合部位をガスバーナーで加熱しながら一方側から加圧して圧接を行うレールガス圧接機において、目標圧接量が正確に得られるようにする。
【解決手段】レール同士の接合部位を加熱しながら圧接するレールの加熱圧接方法において、加熱により前記接合部位の塑性変形が始まる迄は、該接合部位に加わる圧接力が目標値となるように圧力制御を行い、加熱により前記接合部位の塑性変形が始まった後は、該接合部位の圧接量が目標値となるように変位制御を行う。
(もっと読む)
鉄筋の接続方法とガス圧接装置
【課題】ガス圧接による鉄筋の接合における酸化膜の影響の発生を少なくし、圧接の品質と信頼性を向上させることができ、しかも、鉄筋の軸方向の縮み量を少なくすることができる鉄筋の接続方法を提供する。
【解決手段】互いに接続せんとする鉄筋aとbを圧接装置1の固定クランプ3と移動クランプ4で同軸芯状の配置に固持し、両鉄筋aとbの互いに対向する接合面を、軸方向の圧力によって圧接させると同時にバーナー14によって加熱し、両鉄筋aとbを圧接させる主加圧時に、少なくとも一方の鉄筋aに相手鉄筋bに対するねじり回転を加える。
(もっと読む)
接合治具
【課題】作業負担や作業時間の増大を防止して、簡単な作業により正確な圧接準備が行える構成を備えた接合治具を提供する。
【解決手段】中空部材を用いた支持基材2の長手方向一方側の外周面に固定されて棒鋼の一方側を把持可能な固定チャック3と、支持基材2の長手方向他方側に位置して該支持基材2の長手方向に沿って往復動可能な可動チャック101とを備え、上記可動チャック101は、上記支持基材2側に設けられている不動部を支点として梃子作用により梃子部材106により上記支持基材2の長手方向に移動可能に設けられ、上記不動部の支点107は、上記支持基材に設けられて上記梃子部材を挿通可能な形状の挿通部材で構成され、上記可動チャック101側には、上記支持基材2の長手方向に沿って複数設けられて上記梃子部材106を挿入可能な孔107Aが設けられていることを特徴とする。
(もっと読む)
ガス圧接用の環体及びその確認部材を具備する保持部材並びにその環体使用確認方法
【課題】本発明はガス圧接用の環体を使用してガス圧接が行われたことを、圧接後に確認できると共に、ガス圧接作業が安全に行われ、その接合強度が確実で且つ安定して得られるガス圧接用の環体及びその確認部材を具備する保持部材並びにその環体使用確認方法を提供することを目的とする。
【解決手段】2本の鋼材Wを対向させてガス圧接する際に、環体2が接合する端面w間に挟み込んで使用されたことを確認可能にするものであって、底面側に環体設置空間Sを有し且つ上部に分離可能な確認部材設置空間Pを有すると共に凸部を突設させた合成樹脂製の保持体1と、環体設置空間Sに収納する環体2と、環体設置空間Sに冠着する環体用蓋体3と、確認部材設置空間Pに収納する確認部材4と、確認部材設置空間Pに冠着する確認部材用蓋体5とから構成する保持部材と成す。
(もっと読む)
ガス圧接方法
【課題】本発明は逆火の発生を防止し、且つアセチレンガスの使用量が減少できると共に加熱時間を短縮させてガス代が削減でき、特にSD490などの高硬度の鉄筋コンクリート用棒鋼の接合に対しても、本来の曲げ強度が確保出来るガス圧接方法を提供することを目的とする。
【解決手段】2本の鋼材Wを対向させて接合する端面1間に、該端面1と略同形状で且つ鋼材Wと略同材料の環体2を挟み込み、該環体2の空間部Aに合成樹脂製シ−ト3を入れ、端面1部の接合箇所をアセチレンガスの炎5によって初期加熱と後期加熱が連続して行われるガス圧接方法と成す。また突状の外周縁11を有した端面1が突き合されて形成する空間部Aに合成樹脂製シ−ト3を入れ、或は外周縁11に合成樹脂製キャップ4を被せ、端面1の突合箇所が炎5で初期加熱と後期加熱を連続させるガス圧接方法と成すと良い。
(もっと読む)
圧接方法及びそれに用いる環体保持部材並びに環体を入れた環体保持部材
【課題】環体のセット作業が極めて簡単でより確実で且つ安全に行える圧接方法及びそれに用いる環体保持部材並びに環体を入れた環体保持部材を提供する。
【解決手段】鋼材Wの外形及び端面1に接触して取付ける合成樹脂製の内筒4と、該内筒4を内設させると共にその内筒4の底面よりも突出する環体設置空間Sを有する合成樹脂製の外筒5とから構成する環体保持部材Aを用い、2本の鋼材Wを対向させて接合する端面1間に、該端面1の外形と略同形状で且つ鋼材Wと略同材料の環体2を、合成樹脂製の環体保持部材Aが介在されて挟み込み、端面1部の接合箇所を加熱手段3によって初期加熱と後期加熱を連続して行う。
(もっと読む)
圧接測定対応熔接ゲージ
【課題】スライダーの指示部の目盛と倍率対応目盛との交点を読み取り素早く合否判定ができる。
【解決手段】ゲージ本体aにピン12により回動自在に軸着する回転子b、隙間・のど厚ゲージ体cと、下方部より突設する第1あご板部3と対向する当て部4と内側に窓孔5を形成するスライダーdをゲージ本体aの下方部にスライド自在に取着し、上方端縁部6の所定個所より表面に使用頻度の高い鉄筋径等の丸棒径測定目盛8を付記した指示部7を突設し、ゲージ本体aの裏面部2に指示部7に記載の鉄筋径等に対応する圧接部の膨らみ直径測定と圧接部の膨らみ長さ測定と圧接面のズレ測定機能を有する検査規定の倍率対応測定目盛9を付記し、窓孔5より見ることが可能な測定目盛5aを付記し、第1あご部3とスライダーdの当て部4により測定時にスライドしたスライダーdの指示部7に付記した測定目盛8と倍率対応測定目盛9との交点を読み取り合否判定できる。
(もっと読む)
ガス圧接用環体
【課題】本発明はガス圧接作業が安全に行われると共に接合強度が安定でき、且つ、製造コストが安く出来るガス圧接用環体を提供することを目的とする。
【解決手段】接合する2本の鋼材Wの端面wと略同形状で且つ鋼材Wと略同材で環本体1を形成すると共に、該環本体1にガス抜き手段2を設けた構造とする。また前記環本体1としては、コイルスプリング状に形成した材料から略1周分を切断して作ると共に環の合せ箇所にスキ間が設けられたガス抜き手段2を具備させると良い。又、前記環本体1の断面形状として、円形,四角形,菱形の内の1つとし、更に前記ガス抜き手段2として、切れ目21,穴22,切欠溝23の内の1つとするのが良い。
(もっと読む)
耐食性に優れたステンレス鉄筋継手
【課題】 クロム系ステンレス鉄筋において優れた耐食性を有する継手及びその製造方法を提供する。
【解決の手段】ステンレス鉄筋母材を熱接合してなるステンレス鉄筋継手であって、質量%で、C:0.001%以上0.5%以下、Si:0.1%以上2.0%以下、Mn:2.0%以下、 P:0.04%以下、S:0.03%以下、N:0.001%以上0.1%以下、Cr:10.50%以上13.50%以下、酸化スケールと母地との界面における固溶Cr濃度:8.0〜13.5%、を含有し、残部鉄および不可避不純物を含有することを特徴とし、接合後に制御冷却することによって耐食性に優れたステンレス鉄筋継手を得る。
(もっと読む)
レールガス圧接方法およびそのガス圧接装置
【課題】 レールガス圧接において水素ガスを用いる場合に好適な接合施工条件を有するレールガス圧接方法およびそのガス圧接装置を提供する。
【解決手段】 レールガス圧接方法において、接合すべきレール21の端面を互いに突き合わせて加圧した状態下で、炭素化合物の気体が付加された酸素水素混合ガスを生成し、この炭素化合物の気体が付加された酸素水素混合ガスを、前記レール21の突き合わせ部分を取り囲むように火口径が異なる火口13,13−1〜13−42が配列される加熱バーナ12で燃焼させ前記レール21の突き合わせ部分を接合する。
(もっと読む)
流量表示装置
【課題】装置構成を小型軽量にする。ストレーナのスクリーンの交換を容易にする。水平設置を必要条件としないようにする。アセチレンガス,酸素ガスの流量を正確,具体的に表示して目視によって容易に確認できるようにする。
【解決手段】アセチレンガス,酸素ガスの流量をそれぞれ計測する質量式の流量計5と、流量計5に接続され不純物を捕捉するストレーナ4と、流量計5が計測した流量をそれぞれ数字で発光表示する表示器8とを備え、アセチレンガス,酸素ガスの流通配管2,3がケーシング1の内部で作業空間Sを介して相対され、ストレーナ4のスクリーンの交換作業方向が作業空間S側に設定されている。
(もっと読む)
ガス圧接方法
【課題】アセチレンガス以外の燃料ガスを用いて鉄筋やレールなどの接合部材をガス圧接
する際に、大気中からの酸素の巻込量も含めて燃料ガスの完全燃焼を実現し、圧接部品質
、作業効率、経済性のトータルバランスを高める。
【解決手段】一般式Ck-1H2k(kは自然数)で表される燃料ガスに酸素ガスを混合して
接合部材同士をガス圧接する際に、接合部材同士の突き合わせの隙間がないときの燃料ガスの供給量と酸素ガスの供給量との体積比を1:(1.25k−1)とする。接合部材同士の突き合わせの隙間が大きくなる程、燃料ガスの単位時間当たりの供給量のみを増大させる。
(もっと読む)
鉄筋固定装置
【課題】鉄筋を固定するための締付トルクが比較的小さくても安定的に固定されることができ、また締付ボルトの締付けに起因して鉄筋の引っ張り荷重が損なわれることのない鉄筋固定装置を提供する。
【解決手段】締付ボルト( 締付部材) 38が、雄ねじが形成されたボルト本体58と、そのボルト本体58のよりも大きい長手寸法Wを有する板状を成し、長手方向が鉄筋12aおよび12bの長手方向に沿うように、そのボルト本体58の先端部にそのボルト本体58の軸心まわりに相対回転可能に設けられた押圧部材60とを含むことから、押圧部材60の鉄筋12aおよび12bに対する押圧面積が従来よりも大きくなって、比較的小さな締付トルクでも鉄筋12aおよび12bを安定的に固定できるとともに、鉄筋12aおよび12bの変形が小さくなることにより、締付ボルト58の締付けに起因して鉄筋の引っ張り荷重が損なわれることがない。
(もっと読む)
ロングレール及びその製造方法
【課題】従来と比較して溶接部の疲労強度が向上したロングレールの製造方法を提供する。
【解決手段】本発明に係るロングレールの製造方法は、少なくとも2本のレールをフラッシュバッド溶接又はガス圧接し、溶接部に形成されたビードの大部分を、該レールの外周に沿った形状のバイトにより押し抜き、少なくともレール足部に残存した前記ビードの、少なくとも押し抜き方向の下流側に位置する止端部に、超音波ピーニング処理を行うことを特徴とする。このようにすることにより、荷重繰り返し回数200万回での疲労限界を、前記超音波ピーニング処理を行わない非処理材と比較して30MPa以上高くすることができる。
(もっと読む)
レール緊張ガス圧接工法
【課題】ロングレール不動区間に生じた不良箇所のレールを切断し、新しいレールに交換する工法において、作業時間と作業量を簡略化し、且つ、接合部の信頼を高めることができるレール緊張ガス圧接工法を提供する。
【解決手段】ガス圧接終了後の緊張器外側レールの計画軸力と同じ大きさの軸力が生じるように一定の圧力γをガス圧接機により与えるとともに、緊張器の外側に位置するレールに対しては、当接時の緊張力に加算して、ガス圧接圧力から既に前記内側に位置するレールに与えられた圧力γを引いたレール圧接力βを付加した一定の圧接緊張力をレール同士間に与えながら、レール同士間の当接部分を加熱してレール圧接を行うことで当接部のレール突き合わせ面の温度が十分な接合可能温度に達した時期に当接部を潰すことができ、接合品質の向上を図る。
(もっと読む)
第1および第2の金属被加工物を高い圧力/高い速度によって溶接または接合する方法、ならびにそれによって作製される製造品
金属結合を形成する方法を提供する。第1の金属被加工物(10)と1つまたは複数の第2の金属被加工物(15)とを、第1の被加工物(10)の第1の部分(12)が1つまたは複数の第2の被加工物(15)の第2の部分(17)と一般的に重なり合う関係にあるように、互いに近くに配置する。第1の部分(12)と第2の部分(17)との間に適切な材料(99)を提供し、この材料は、粒子または箔の形式である。第1の金属被加工物(10)と1つまたは複数の第2の金属被加工物(15)とが互いに接合または溶接されてこれらの間に金属結合が形成されるように、第1の部分(12)を備えている第1の被加工物(10)の少なくとも第1の一部分を、第2の部分(17)を備えている1つまたは複数の第2の被加工物(15)の一部分に、適切な高圧接合プロセス(95)および高速接合プロセスのいずれか一方によって押し付ける。 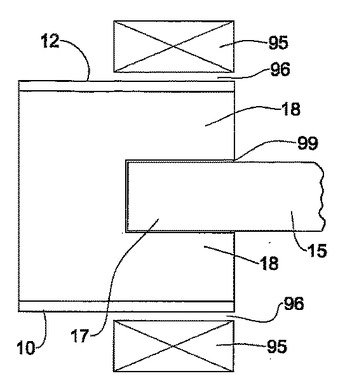 (もっと読む)
(もっと読む)
長尺材ガス圧接機
【課題】レールが微妙に捻れているような場合でも、隙間が発生しないようにして効率的に圧接作業が行えるようにする。
【解決手段】レールの両側部に当接するパッド部39,40と、該パッド部39,40が少なくともレールの捻れに応じて揺動して、当該パッド部39,40の作用面がレールの両側部に面接するように該パッド部39,40を揺動自在に支持するチャック本体38とを設けて、レールが微妙に捻れているような場合でも、パッド部39,40がこの捻れに応じて揺動してレール側部との間に隙間が発生しないようにする。
(もっと読む)
1 - 19 / 19
[ Back to top ]