
Fターム[4E067EA08]の内容
Fターム[4E067EA08]に分類される特許
1 - 20 / 80
車両用ドライブシャフト
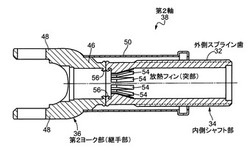
【課題】外周スプライン歯へのコーティング処理効率が高められつつもそのコーティングの品質が損なわれない車両用ドライブシャフトを提供する。
【解決手段】内側シャフト部34の一端部の内周面には、内周側に突設されて内側シャフト部34と第2ヨーク部36との摩擦圧接時に生じる熱を放熱するための放熱フィン54が形成されていることから、上記摩擦圧接時に生じる熱が内側シャフト部34の他端部側に形成された外周スプライン歯32に伝わり難いので、その熱に起因して外周スプライン歯32に形成されたダイヤモンドライクカーボンコーティングの密着力が低下するのを抑制することができる。そのため、第2軸38の一部である内側シャフト部34に対してコーティング処理を施すことでコーティング処理効率を高めつつも、その後の摩擦圧接時に外周スプライン歯32のコーティングの品質が損なわれるのを抑制することができる。
(もっと読む)
金属部材の接合方法および金属接合体

【課題】少ない接合エネルギーで高い接合強度を確保する。
【解決手段】第1金属部材(1)の第1、第2内径部4,5に、第2金属部材(10)の第1、第2外径部11,12をそれぞれ当接させるとともに、上記第1金属部材(1)と第2金属部材(10)とを一対の電極21,22を用いて軸方向に加圧しつつ通電することにより、上記両部材(1,10)の間に、上記第1内径部4と第1外径部11とが接合された第1接合部P1と、上記第2内径部5と第2外径部12とが接合された第2接合部P2とを形成し、かつこれら両接合部P1,P2の間に、金属どうしが接触しない間隙部15を、所定の軸方向長さにわたって形成する。
(もっと読む)
ピール接合法による異材接合界面を有する高速回転体の製造法
【課題】 異材接合体、とくに、アルミ合金と鋼との異材接合体からなる回転体の製造法において、健全な接合界面を効率よく形成すること。
【解決手段】 ジャーナル部素材3Aの端面に荷重Wを負荷することで、鋼からなるジャーナル部素材のエッジ3Bでスラスト部素材の内表面層4Cをピールしながら、新生面を生成させる。スラスト部素材4Aを拘束することによって荷重Wが側圧として作用する治具9を用いて新生面を保持する。
(もっと読む)
ピストンロッドの製造方法
【課題】摩擦圧接にて接合されたロッド本体とロッドヘッドとの接合強度を向上させることができるピストンロッドの製造方法を提供すること。
【解決手段】ロッド本体2とロッドヘッド3との互いの端面2c,3cを接合してピストンロッド1を製造するピストンロッドの製造方法であって、ロッド本体2及びロッドヘッド3の軸心部を端面2c,3cからくり抜き、中心偏析による不純物10を除去する工程と、ロッド本体2とロッドヘッド3との互いの端面2c,3cを摩擦圧接にて接合する工程と、を備える。
(もっと読む)
摩擦撹拌接合用形材、並びにそれを用いた摩擦撹拌接合方法及び摩擦撹拌接合構造
【課題】傾斜した二つの面板を有する形材に対して、摩擦撹拌接合に必要とされる継手部の板厚を増した両凸部の高さを同じにして、良好な摩擦撹拌接合を可能にする摩擦撹拌接合用形材、並びにそれを用いた摩擦撹拌接合方法及び摩擦撹拌接合構造を提供する。
【解決手段】摩擦撹拌接合用形材10の面板12aと13a及び摩擦撹拌接合用形材11の面板12bと13bが平行ではなく角度が付いている場合に、両形材10,11の接合部A,Bにおいて、縦リブ15,16は面板12a又は13bに垂直に延びるように設けられている。摩擦撹拌に伴う回転工具の挿入力は、縦リブ15,16の垂直に延びる方向に合わせられ、また、摩擦撹拌接合に必要とされる凸部17,18,19,20の縦リブ15,16の左右両側での板厚方向高さh1,h2を同一にすることで、摩擦撹拌接合の安定化を図ることができると共に、摩擦撹拌接合後の見栄えの向上及び仕上げ作業を簡易化することができる。
(もっと読む)
接合方法及び蓋付構造体の製造方法
【課題】一対の金属部材同士の突合部を容易に接合するとともに、接合部分の気密性及び水密性を高めることが可能な接合方法を提供することを課題とする。
【解決手段】一対の板状の金属部材を突き合わせて接合する接合方法であって、少なくとも一方の金属部材1aの端面と他方の金属部材1bの裏面12bとを突き合わせて突合部J1を形成する突合工程と、一方の金属部材1aの裏面12aと他方の金属部材1bの裏面12bで構成される内隅から突合部J1に対して溶接を行う溶接工程と、突合部J1の外側から本接合用回転ツールGを挿入して突合部J1に対して摩擦攪拌接合を行う摩擦攪拌工程と、を含むことを特徴とする。
(もっと読む)
接合方法及び蓋付構造体の製造方法
【課題】一対の金属部材同士の突合部を容易に接合するとともに、接合部分の気密性及び水密性を高めることが可能な接合方法を提供することを課題とする。
【解決手段】一対の板状の金属部材1a,1bを突き合わせて接合する接合方法であって、金属部材1bの端面と、金属部材1aの裏面12aとを突き合わせて突合部J1を形成する突合工程と、突合部J1に対して金属部材1a,1bの内隅から溶接を行う溶接工程と、金属部材1aの表面11a側から回転ツールGを挿入して突合部J1に対して摩擦攪拌接合を行う摩擦攪拌工程と、を含むことを特徴とする。
(もっと読む)
板状体の製造方法、燃焼筒の製造方法、ガスタービン燃焼器およびガスタービン
【課題】板状体における溝詰まりの発生を抑制し、品質および生産性の向上を図ることができる板状体の製造方法、燃焼筒の製造方法、ガスタービン燃焼器およびガスタービンを提供する。
【解決手段】一の板41における一方の面に溝61を形成する工程と、溝61の内部に充填部71を配置する工程と、一の板41における一方の面と他の板42との間に接合材81を配置し、接合材81を溶融させることにより、一の板41および他の板42を接合して流路を有する板状体33Uとする工程と、充填部71を溝61から取り除く工程と、を有することを特徴とする。
(もっと読む)
接合体
【課題】切削中にロウ材が液相を生成する温度を越える高温となっても接合層の接合強度が低下することがなく、研削代の大きなcBN焼結体やダイヤモンド焼結体を準備する必要がない切削工具として好適な接合体を提供する。
【解決手段】超硬合金焼結体を第1の被接合材1とし、cBN焼結体またはダイヤモンド焼結体を第2の被接合材3とする接合体であって、第1の被接合材および第2の被接合材は、両者の間に設置された800℃を超え1000℃未満の温度で液相を生成する接合材2を介して接合されており、前記接合は0.1MPa〜200MPaの圧力で加圧しながら通電加熱することによって行われている。
(もっと読む)
アルミニウム合金複合材
【課題】 耐食性、耐応力腐食割れに優れ、かつ、疲労強度を含む機械的強度に優れたアルミニウム合金材料を提供する。
【解決手段】 円柱状の第一アルミニウム合金部材11と、該第一アルミニウム合金部材11の周面を囲繞するように拡散接合された第二アルミニウム合金部材12aと、を備え、第一アルミニウム合金部材11は、第二アルミニウム合金部材12aに比べて、疲労強度が高い材料からなり、第二アルミニウム合金部材12aは、第一アルミニウム合金部材11に比べて、耐食性が高い材料からなる。
(もっと読む)
多孔表面の形成方法
【課題】汚染物に対する仕上げ処理等を必要とすることなく、さらには高精度かつ高効率で材料表面に凹部(くぼみ)を形成することが可能な、多孔形成方法を提供する。
【解決手段】母材の少なくとも表面部分にこの母材よりも平衡蒸気圧が高い物質が分散された被加工材11に対して、その表面に電子ビーム13を照射して前記物質を蒸発させ、前記被加工材の表面に凹部14を形成する。
(もっと読む)
風力タービン塔及び摩擦鍛造を利用した組立方法
【課題】摩擦鍛造接合を用いた格子型風力タービン塔を提供すること。
【解決手段】本開示の実施形態は、塔部材(16)に接続するために摩擦鍛造接合部(54)を用いて格子型構造体(20)を生成するためのシステムを含む。本システムは、ファスナー(36)を係合及び回転させて、ファスナー(36)と2以上の加工物(16)との間の鍛造境界面66で摩擦熱を発生させるための回転アクチュエータ(38)を含む。本システムはまた、接合されることになる加工物(16)にファスナー(36)を押し付けるプレス機(66)と、ファスナー(36)及び開口(56)を付加的に加熱することができるヒーター(42)とを含む。
(もっと読む)
摩擦攪拌溶接システム
【課題】 攪拌溶接システム(10)の提供。
【解決手段】 システム(10)は、裏当て板(14)と、該裏当て板に沿って配置されたタングステン基部材(12)とを含んでおり、タングステン基部材は溶接作業面(22)を画成するとともに、タングステン基部材を裏当て板に固定するための湾曲溝を含んでいる。本システムは駆動装置(16)も備える。本システムは、溶接作業面上に配置された1以上のワークピース(20)に沿って摩擦を生じるように駆動装置(16)によって移動可能なピンツール(18)も備えている。本システムは、液体流路(26)とガス流路(24)とを含む裏当て板(14)と、該裏当て板に沿って配置されたタングステン基部材(12)を備えていてもよく、タングステン基部材は溶接作業面を画成する。
(もっと読む)
摩擦攪拌接合による鉄道車両用構体の製造方法
【課題】作業の手間を軽減させた摩擦攪拌接合による鉄道車両用構体の製造方法を提供すること。
【解決手段】第1面板11同士及び第2面板12同士でそれぞれ突き合わせた、傾斜面からなる接合端面11m,11n,12m,12nの接合部分について、第1面板11側及び第2面板12側両方の全長にわたって隙間Pが生じないように、ダブルスキンパネル10を幅方向に荷重をかけた状態で固定し、その接合部分を摩擦攪拌接合用工具150の一対の回転体151,152によって挟んで押さえ込み、長手方向に沿って回転移動する攪拌軸153によって摩擦攪拌して接合する摩擦攪拌接合による鉄道車両用構体の製造方法。
(もっと読む)
枠構造体の製造方法および枠構造体
【課題】気密性および水密性を確保しつつ、熱交換機能を兼ね備えた枠構造体を製造する。
【解決手段】第一枠部材10aの接合面18および第二枠部材10bの接合面18のうち少なくとも一方に、熱媒体管31を収容するための凹溝30を形成する溝形成工程と、第一枠部材10aおよび第二枠部材10bのうち少なくとも一方に熱媒体管31を挿通させるための孔32を形成する孔形成工程と、接合面18を面削加工して平坦にする面削工程と、接合面18を脱脂して表面の油脂を除去する脱脂工程と、凹溝30内に熱媒体管31を布設する熱媒体管布設工程と、各枠部材10a,10bをその厚さ方向に重ね合わせる重合工程と、各枠部材10a,枠部材10bの外周面11側から突合部12に沿って接合用回転ツールAを移動させて摩擦撹拌を行う本接合工程と、を有する。
(もっと読む)
部材接合方法および接合材
【課題】迅速に効率よく、高強度接合を行える部材接合方法を提供する。
【解決手段】本発明の部材接合方法は、接合材を挟持して二つの鉄鋼部材を接合する部材接合方法であって、接合材として鉄炭化物(セメンタイト)を用いることを特徴とする。接合材に鉄炭化物を用いることで、従来の部材接合方法を用いた場合に比べ、母材以上に高強度な接合を著しく迅速に行うことが可能となった。
(もっと読む)
ロウ付け補修材料およびその材料を使用したロウ付け補修方法
【課題】亀裂など欠陥を生じた部品に本来の基材並みの特性を回復させることが可能なロウ付け補修材料およびその補修材料を使用したロウ付け補修方法を提供する。
【解決手段】亀裂2や腐食などの欠陥を生じた基材1の被補修部にロウ付け補修材料3を充填して拡散熱処理を実施することによりロウ付け補修材料を上記被補修部に一体に接合して被補修部を補修するロウ付け補修材料3において、このロウ付け補修材料は、上記基材1と類似した組成を有する非溶融合金粉末と、上記拡散熱処理の温度において溶融する溶融合金粉末との混合物から成り、この溶融合金粉末は質量%で0.001〜0.05%のCと,2〜5%のSiと,10〜25%のCrと,15〜25%のCoと,1〜5%のBと,残部Niとから成りAlを含まないロウ付け補修合金であることを特徴とするロウ付け補修材料である。
(もっと読む)
複合焼結機械部品の製造方法
【課題】鉄系圧粉体からなる第1部材と、鉄系圧粉体、鉄系焼結体、又は鉄系溶製材からなる第2部材とを一体化して製造する焼結機械部品の複雑な形状や高強度の要求に対応し、設計の自由度を向上させる。
【解決手段】鉄系圧粉体からなる第1部材10と、鉄系圧粉体、鉄系焼結体、又は鉄系溶製材からなる第2部材30とを接合する場合、第1部材10の凸部12が締まり嵌め嵌合するような凹部31を第2部材30に設け、融点が900℃〜1100℃の範囲のろう材を凹部31に配設し、凹部31に凸部12を圧入して、第1部材10と第2部材30とを一体化した後、焼結保持温度1100〜1300℃で焼結し、拡散接合とろう付けにより接合する。
(もっと読む)
異種アルミ合金接合パネル、及び該接合パネルによって構築された圧力容器、LNGタンク
【課題】圧力容器等の大型構造物を構築する際に好適に用いられ、大型構造物の接合強度を維持しながら軽量化、大型化を可能とした異種アルミ合金接合パネル、及び該接合パネルによって構築された圧力容器、LNGタンクを提供する。
【解決手段】異種の板状アルミ合金同士を接合してなる平面若しくは曲面状の異種アルミ合金接合パネル1において、板状難溶接性アルミ合金12と、板状易溶接性アルミ合金11とを摩擦撹拌接合22にて接合して異種アルミ合金接合パネルが形成されてなり、該接合パネルの辺縁側に前記板状易溶接性アルミ合金11が位置するように構成し、複数の接合パネル1により大型構造物を構築する際には、該接合パネル1の辺縁側の板状易溶接性アルミ合金11同士を溶接するようにした。
(もっと読む)
超硬合金部材と鋼部材との高接合強度を有する複合材料およびこの複合材料からなる切削工具用複合素材および切削工具
【課題】超硬合金部材と鋼部材の高接合強度を有する複合材料およびこの複合材料からなるエンドミル、ドリル等の切削工具を提供する。
【解決手段】 超硬合金部材と鋼部材とを接合層を介して接合した超硬合金部材と鋼部材の複合材料、あるいは、該複合材料の超硬合金部材に刃先加工を施したエンドミル、ドリル等の切削工具において、超硬合金部材に接する側の接合層はNiからなり、一方、鋼部材に接する側の接合層はNi−Cu合金からなり、さらに、鋼部材と接合層との接合面近傍には、該接合面から遠ざかるにしたがってCuの含有量が減少するCu拡散領域が形成されている。
(もっと読む)
1 - 20 / 80
[ Back to top ]