
Fターム[4E067EC06]の内容
Fターム[4E067EC06]に分類される特許
1 - 20 / 143
プロペラシャフト及びその製造方法
【課題】設備の大型化やスタブシャフトの不必要な長尺化など、従来の技術的課題を回避しつつ両筒状部材を摩擦圧接によって精度良く接合し得るプロペラシャフト等を提供する。
【解決手段】外周側に弾性部材9を介し配設されるブラケット8を介して車体フロアパネル下部に固定されるセンターベアリング7によって回転自在に支持される第1筒状部材11と、該第1筒状部材11に摩擦圧接により接合される第2筒状部材12と、第1筒状部材11に配設されて車体衝突時にブラケット8に対して衝突可能に設けられた衝突円板10と、を備えたプロペラシャフト1において、第1筒状部材11の接合部11a近傍、すなわち前記両筒状部材11,12の摩擦圧接の際に接合部11aの振動や変形等を抑制し得るような当該第1筒状部材11の所定の軸方向位置に衝突円板10を圧入固定した。
(もっと読む)
車両用ドライブシャフト

【課題】外周スプライン歯へのコーティング処理効率が高められつつもそのコーティングの品質が損なわれない車両用ドライブシャフトを提供する。
【解決手段】内側シャフト部34の一端部の内周面には、内周側に突設されて内側シャフト部34と第2ヨーク部36との摩擦圧接時に生じる熱を放熱するための放熱フィン54が形成されていることから、上記摩擦圧接時に生じる熱が内側シャフト部34の他端部側に形成された外周スプライン歯32に伝わり難いので、その熱に起因して外周スプライン歯32に形成されたダイヤモンドライクカーボンコーティングの密着力が低下するのを抑制することができる。そのため、第2軸38の一部である内側シャフト部34に対してコーティング処理を施すことでコーティング処理効率を高めつつも、その後の摩擦圧接時に外周スプライン歯32のコーティングの品質が損なわれるのを抑制することができる。
(もっと読む)
摩擦攪拌接合方法
【課題】中空な被接合部材の成型性を損なうことなく、ツール荷重による変形を抑制可能であり、接合強度および接合品質の良好な摩擦攪拌接合方法を提案する。
【解決手段】摩擦攪拌接合方法は、中空形状に形成され少なくとも1つの平板状の面板5と面板5の内端部に形成された突出片7とを有する金属製の被接合部材3と、中空形状に形成され少なくとも1つの平板状の面板8と面板8に対向させて中空部10に配置され突出片7を嵌入可能な凹所12を形成する突出片支持片14とを有する金属製の被接合部材4と、を準備する工程と、凹所12に突出片7を嵌め込み面板5の端面と面板8の端面とを突き合わせて接合予定部23を構成する工程と、接合予定部23に沿って摩擦攪拌接合を行い被接合部材3と被接合部材4と接合する工程と、を有する。
(もっと読む)
摩擦攪拌接合方法、および摩擦攪拌接合部材
【課題】 接合部の接合強度を向上する摩擦攪拌接合方法、および摩擦攪拌接合部材を提供すること。
【解決手段】 厚みが異なる厚肉被接合部材と薄肉被接合部材とを厚み方向に互いに当接させて当接部を形成し、回転する摩擦回転体を前記当接部に埋入させた後、前記摩擦回転体を前記当接部の接合中心線上に移動させることにより、前記当接部を摩擦攪拌接合し、接合中心線上の接合を開始する開始点の前記薄肉被接合部材側を、前記接合中心線を外れて接合を行うようにした。
(もっと読む)
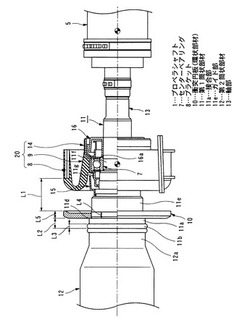
フレア加工後の面が良好な鍛接鋼管
【課題】フレア加工後の継手接触箇所において、鋼管の接合部の筋深さが著しく浅いか、あるいは平坦である鍛接鋼管を提供する。
【解決手段】鍛接して接合し、あるいはさらに絞り圧延を行って、仕上げた鋼管において、鋼管の接合部肉厚方向長さ12を鋼管肉厚20以上とされたことを特徴とするフレア加工後の面が良好な鍛接鋼管である。
(もっと読む)
フィンチューブの製造方法
【課題】フィンチューブの製造工数を低減して効率化を図るとともに、製造コストを低減したフィンチューブの製造方法を提供すること。
【解決手段】前記伝熱チューブの外周面を対向する前記板状フィンの対により挟むことにより複数対の前記板状フィンを前記伝熱チューブの軸線方向に所定間隔にて配列させた状態で各前記板状フィンを伝熱チューブに接触させ一定圧力以上に加圧する工程と、前記伝熱チューブを回転駆動することにより、前記板状フィンと前記伝熱チューブとの接触面において摩擦熱を発生させ溶融させて溶着する工程と、前記伝熱チューブの回転駆動を停止すると同時に該伝熱チューブの惰性回転中に前記板状フィンを前記伝熱チューブに押しつけ、さらに高圧のアプセット圧力を加えることにより、前記伝熱チューブの回転にブレーキをかけ、前記板状フィンと前記伝熱チューブの接触面とを密着させる工程とを備えたフィンチューブの製造方法を提供する。
(もっと読む)
ダンパーおよびダンパー用アウターシェル
【課題】アルミニウム合金製のアウターシェルを具備したツインチューブ式のダンパーを提供すること。
【解決手段】アウターシェル1の内部にシリンダ2を収容してなるツインチューブ式のダンパーであって、アウターシェル1は、円筒部12を有するアルミニウム合金製のエンド部材1Aと、円筒部12に摩擦圧接されたアルミニウム合金製のパイプ部材1Bと、を具備しており、アウターシェル1の内周面には、シリンダ2の外周面に当接する突部1Cが形成されており、突部1Cは、円筒部12とパイプ部材1Bとの摩擦圧接により発生したバリの一部を切除して形成したものである、ことを特徴とする。
(もっと読む)
電磁溶接装置及び電磁溶接方法
【課題】 一方が円筒状で他方が平板状である金属薄板を相互に適切かつ確実に溶接することができる電磁溶接装置及び電磁溶接方法を提供すること。
【解決手段】 本発明による電磁溶接装置1は、所定軸線D方向に延在する電流集中部2aを所定平面P上に含むコイル2と、円筒状の第一金属薄板Aを内周面側から保持して所定軸線D方向に平行に位置させる保持部材3と、第一金属薄板Aを径方向外側から挟持する一対の挟持部材4と、を含み、コイル2の所定平面P上に載置された平面状の第二金属薄板Bと第一金属薄板Aとの間隙Gを調節する間隙調節部材5とを含むことを特徴とする。
(もっと読む)
金属管と樹脂製保持部材との接合方法及び該接合方法により製作された接合体
【課題】保持部材の管内部にバリ等を発生させる心配がなく、金属管と保持部材とを短時間で簡便かつ確実に接合する方法及びその接合方法により製作された接合体を提供する。
【解決手段】本発明は、管保持孔5を内部に有する樹脂製保持部材2と金属管1との接合方法であって、金属管1の基端部に外方に突出した係合部3を設けておき、この金属管1を保持孔5に挿入して係合部3を保持孔5の壁部6に係合させる工程と、係合している壁部6を軟化させる工程と、壁部6を軟化させた状態で樹脂製保持部材2と金属管1との相対位置を変化させて、係合部3を壁部6内に埋設する工程と、壁部6を固化させる工程とを有することを特徴とする。
(もっと読む)
蓋接合方法
【課題】蓋板の表面に回転ツールの抜け穴が残存することがなく、作業性の良い蓋接合方法を提供すること課題とする。
【解決手段】筒状体2の端面4bに、この筒状体2の開口を覆う蓋板3を載置して、蓋板3の表面3aから回転ツールGを押し込み、筒状体2と蓋板3とを摩擦攪拌接合によって固定する蓋接合方法であって、蓋板3に、筒状体2の外周面5よりも外側に延設された延設部3dを設けるとともに、この延設部3dに攪拌ピンG2を離脱させる抜き取り位置EM1を設定し、蓋板3の表面3aから攪拌ピンG2を差し込み、筒状体2と蓋板3とを摩擦攪拌接合によって固定した後、回転ツールGを移動させながら差し込み量を徐々に減らしつつ、攪拌ピンG2を抜き取り位置EM1にて蓋板3から離脱させる接合工程と、延設部3dを切除する切削工程と、を行うことを特徴とする。
(もっと読む)
パイプと被接合部材との接合方法
【課題】パイプと被接合部材との接合強度を高めることができるパイプと被接合部材との接合方法を提供する。
【解決手段】パイプ60を被接合部材70に設けられた挿通孔71内に挿通する。パイプ60の中空部62内に拡管接合工具51を配置する。パイプ60を被接合部材70に対して相対的にパイプ60の中心軸Zを中心に回転させながら、パイプ60の外周面61が被接合部材70の挿通孔71の内周面72に圧接するようにパイプ60を拡管接合工具51によって拡管加工する。これにより、パイプ60に被接合部材70を拡管接合すると同時に摩擦圧接する。
(もっと読む)
密閉容器の製造方法
【課題】接合部の接合強度および密閉性能を向上させることができる密閉容器の製造方法を提供する。
【解決手段】筒体10の開口部に、この開口部を封止する蓋体30を摩擦攪拌接合によって固定して構成される密閉容器の製造方法において、蓋体30の外周面に、筒体10の内周面との当接面31を蓋体30の外周面から内側に下がって形成して、当接面31に凹溝32を形成し、蓋体30の当接面31を筒体10の内周面に当接させ、蓋体30の段差側面33と筒体10の開口端面13を突き合せた状態で、段差側面33と開口端面13との突合部2に沿って回転ツール50を一周させ、突合部2に塑性化領域3を形成しつつ、凹溝32に塑性流動化されたメタルを流入させて、蓋体30を筒体10に固定する。
(もっと読む)
アルミニウム合金製熱交換器の溶接チューブ用クラッド材およびその製造方法
【目的】改善された低サイクルの曲げ疲労強度を有するとともに、高サイクルの疲労強度にも優れ、良好なろう付け性と耐食性をそなえたアルミニウム合金製熱交換器の溶接チューブ用クラッド材を提供する。
【構成】Si:0.3〜1.2%、Cu:0.3〜1.0%、Mn:0.6〜1.8%を含有し、不純物としてのMgを0.05%未満に制限し、残部Alおよび不可避不純物からなる芯材と、芯材の一方の面に、Si:0.3〜1.2%、Mn:0.6〜1.8%、Zn:0.5〜5%を含有し、不純物としてのMgを0.05%未満に制限し、残部Alおよび不可避不純物からなる内皮材をクラッドし、芯材の他方面に、Si:6〜12%を含有し、残部Alおよび不可避不純物からなるろう材をクラッドした3層のクラッド材であって、ろう付け加熱後の芯材の硬度が50Hv以上、内皮材の硬度が50Hv以上であり、内皮材と芯材の硬度の比(内皮材硬度/芯材硬度)が1.0未満であることを特徴とする。
(もっと読む)
金属管の接合方法
【課題】金属管同士の接合工程において、両管の接合面間の適切な位置にインサート材を挿入することなく接合を行うとともに、接合部の耐食性の低下を抑制する、安価で効果的な接合方法を提供する。
【解決手段】本発明の接合方法に用いられる少なくとも一方の管の外周面には、金属管母材と共晶反応を示す金属または合金からなるコーティング層が形成されている。コーティング層を外周面に有する一方の管の端部に先細状のテーパ部を形成し、テーパ部の一部を他方の管の端部に挿入し、ついで両管の接合部を加熱しながら両管を互いに押し付け、一方の管のテーパ部の少なくとも一部の外周面に他方の管の端部を重ね合わせた状態で両管を冶金的に接合する。
(もっと読む)
複合金属管の摩擦肉盛方法及び摩擦肉盛により形成した複合金属管
【課題】金属管に摩擦肉盛を行うに際し、形成した摩擦肉盛金属の希釈率を最小に抑え、しかも、肉盛対象物である金属管の変形も実用に支障のない程度に抑えることが可能な複合金属管の摩擦肉盛方法及び摩擦肉盛により形成した複合金属管を提供する。
【解決手段】複合金属管の摩擦肉盛方法は、母材となる金属管10の内部11に金属管10の凹みを防止する出し入れ可能な支持部材12を配置し、耐食性又は耐摩耗性を有し母材とは異なる摩擦肉盛材料13を、高速で回転させながら金属管10の外側表面に高圧力で押付け、かつ一定速度で金属管10の外側表面を移動させて、摩擦肉盛する。摩擦肉盛により形成した複合金属管14は、摩擦肉盛材料13により形成した摩擦肉盛金属20の母材に対する希釈率が2質量%以下である。
(もっと読む)
管状部品を溶接する方法
【課題】管状部品を接合する簡易化された方法を提供する。
【解決手段】2つの管状部品10、14に一体型端部蓋11、15が提供される。端部蓋11、15は当接する関係で配置され、圧力を加えられて密着状態に保持され、その間管状部品10は回転される。圧力が加えられ、そのことにより摩擦熱が発生する。2つの端部蓋11、15の間の接触面に摩擦溶接接合部18が生じる。溶接工程を完了すると、つぎに機械加工工具が管状部品のいずれかの内部穴(12または16)を通過する。機械加工工具は接合された端部蓋11、15を切削して貫通させ、接合した部品を貫通した単一の均一な穴を形成する。さらなる後処理作業で、押し出されたばり20は外面13、17から取り除かれる。
(もっと読む)
超伝導加速器空洞の製造方法、超伝導加速器空洞、超伝導加速器空洞の製造装置
【課題】超伝導加速器空洞に対して、欠陥の発生を抑制して内表面の平滑性を確保し、前記超伝導加速器空洞の性能低下を抑制する。
【解決手段】超伝導材料から構成される複数の内部空洞セルを互いに連接し、前記複数の内部空洞セルの連接部の内側を、前記複数の内部空洞セルの内部に配置したガイド部材で保持する。次いで、前記複数の内部空洞セルの前記連接部の外側を摩擦攪拌接合して、前記複数の内部空洞セルを互いに接合する。
(もっと読む)
摩擦圧接装置用内ばり切除カッタおよび該カッタによる内ばり切除方法
【課題】圧接部に比べて径が小さい内周径を有する小径部を具備するワークにおいても内ばりをワークから容易に切除し得る摩擦圧接装置用内ばり切除カッタを提供する。
【解決手段】筒状の一対のワークを相対回転させつつ軸方向に押し当てて摩擦圧接した際にワークの内周面側に生じる内ばりをプレス切除するための摩擦圧接装置用内ばり切除カッタ1であって、軸方向に移動可能な支持部材2と、支持部材2に着脱可能に取付けられるカッタ刃3、4を含む装着部材を有する。装着部材は、軸方向に垂直な面において支持部材2よりも外側に位置する大径部3e,4eと、装着部材を支持部材2に着脱可能に取付けるとともにプレス切除時にカッタ刃3,4が内ばりから受ける軸方向の力と逆方向の力を大径部3e,4eが受けることで支持部材2から外れ得る取付部3d,4dを有する。
(もっと読む)
表層形成方法、及び表層形成装置
【課題】表層を形成すべき基材が円筒形状等の特殊な形状を呈するような場合においても、摩擦攪拌を用いて前記基材上に表層を形成する。
【解決手段】円筒形状の部材11の外周面に接触するようにして管状の表層部材12を設け、前記部材の前記外周面に沿って配置した複数の摩擦攪拌ツール131、132、133を、少なくとも前記表層部材中に没入させ、前記部材の前記外周面に沿って回転させるとともに前記部材の回転中心軸方向に沿って移動させて、前記表層部材の全体を前記部材と固相接合させ、前記部材に対して前記表層部材からなる表層を形成する。
(もっと読む)
パイプの接合方法
【課題】接合部分において優れた耐久信頼性が得られるパイプの接合方法、を提供する。
【解決手段】パイプの接合方法は、相対的に小さい肉厚TBに形成された肉薄パイプ31と、相対的に大きい肉厚TAに形成され、肉薄パイプ31の肉厚TAよりも小さい肉厚TCに形成された肉薄パイプ31に対する接合面21aを有する肉厚パイプ21とを準備する工程と、肉薄パイプ31と肉厚パイプ21とを摩擦圧接法により接合する工程とを備える。
(もっと読む)
1 - 20 / 143
[ Back to top ]