
Fターム[4E068BA04]の内容
Fターム[4E068BA04]に分類される特許
1 - 8 / 8
パラジウム合金細管の製造方法
【課題】 肉厚が30μm〜100μmである2本のパラジウム合金細管から1本のパラジウム合金細管を簡単に製造できる方法を提供する。
【解決手段】 2本のパラジウム合金細管を長さ方向に突合わせ、該突合わせ部をレーザ溶接することにより、1本のパラジウム合金細管を得る。2本のパラジウム合金細管をレーザ溶接する際には、好ましくは、レーザ溶接入熱量は、0.05〜0.5J/パルス、単位溶接線当りに対する溶接入熱量は、0.5〜20J/mmとする。
(もっと読む)
熱交換器、熱交換器用フィン、熱交換器の製造方法

【課題】放熱フィンと伝熱管との組立初期の密着性を維持しながら、接着剤によってフィンと伝熱管を固定できる、熱交換器、熱交換器用フィン、熱交換器の製造方法を提供する。
【解決手段】本発明に係る熱交換器100は、伝熱管2と、伝熱管2に、伝熱管2の軸方向に対して垂直方向に装着され、伝熱管2を通過する媒体と外気との間で熱交換するフィン3とを備え、フィン3は、伝熱管2に装着するための開口部32を有し、開口部32の縁の伝熱管2を取り囲む部分に、伝熱管2の軸方向に張り出したフィンカラー33を有し、フィンカラー33と伝熱管2は、溶接によって仮留めされている。
(もっと読む)
リングギヤの溶接方法及び溶接構造
【課題】デファレンシャルサブアッシを作動させたときのリングギヤからの異音の発生を抑えるために、デフケースに対するリングギヤの溶接による歪みを低減すると共に、溶接の手間とコストの削減を図ること。
【解決手段】デファレンシャルサブアッシのデフケースのフランジ5にリングギヤ6を溶接する溶接構造において、デフケースは、そのフランジ5の外周に接合部を有し、その接合部に隣接して設けられた補強用の複数のリブ7を有する。フランジ5の接合部に圧入されたリングギヤ6の内周と接合部との間には、複数の仮溶接ビード11が設けられる。これら仮溶接ビード11の位置は、デフケースに設けられた複数のリブ7の配置からずらして設定される。リングギヤ6の内周とフランジ5の接合部との間には、複数の仮溶接ビード11に重ねて本溶接ビード12が連続的に設けられる。
(もっと読む)
薄板に同等の特性を得るための成形;冷却素子を有する摩擦攪拌接合装置
複数の金属薄板(802、804)を溶接して複数の溶接ナゲット(918)を有する素板を形成し、型部分とカバー部分の間に素板を配置し、型部分を加熱して素板に熱を加え、カバー部分と型部分の間に加圧気体を導入して素板を型部分の鋳型にプレスして構造部品を成形することによって、構成部品が形成される。複数の溶接ナゲット(918)は、複数の金属薄板(802、804)と形成された構成部品が複数の実質的に同じ特性を有するように、約1.1〜約1.25の範囲の所望の厚さ比を有する。 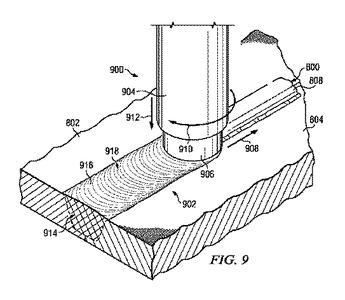 (もっと読む)
(もっと読む)
歪みを最小化する鋳造物のレーザ溶接
【課題】沸騰水型原子炉の燃料デブリフィルタの組み立てにおいて、レーザ溶接を使用する工程が開示される。
【解決手段】このレーザ溶接工程は、溶接中に最小限の熱を加えることによって、デブリフィルタの下部タイプレート14の歪みを最小化する。固定具52は、溶接中に一定に制御されたレーザ光源75の下で、4自由度の動作を通して鋳造下部タイプレート14を保持する。溶接工程は、また、レーザ溶接工程中に起こり得る部分溶け込み溶接44および46中の裂け目41および43から結果として起こる応力腐食割れの可能性を減少させる。
(もっと読む)
鋼板で構成された構造体のレーザー溶接方法
【課題】鋼板で構成された構造体の重ね部のレーザー溶接における溶接部の遅れ破壊を防止できるレーザー溶接方法を提供する。
【解決手段】鋼板で構成される構造体の複数の鋼板を重ね合わせて形成された重ね部の最上段の鋼板の上面からレーザービームを照射して最下段の鋼板の下面までを溶融させて重ね部を溶接する鋼板の重ね部のレーザー溶接において、重ね部の予定されるレーザー溶接ビードの延長線上の始終端から30mm以内の範囲に仮付けを施し、次いでこの重ね部をレーザー溶接する。好ましくは、この仮付けが予定されるレーザー溶接ビードの始終端上に施され、また、好ましくは、さらに仮付けが、予定されるレーザー溶接ビードの始終端の中間部において施され、隣り合う仮付けとの間隔が100mm以内となるように施される。
(もっと読む)
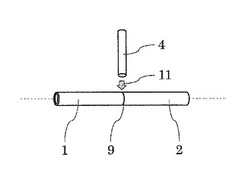
レーザ溶接方法
【課題】 重ね合せた被溶接部材間に必要な隙間を確実に形成することができるレーザ溶接方法を提供する。
【解決手段】 重ね合せた部材1,2をレーザ5にて溶接する際に、レーザ5にてフォーミングビード6を形成して一方の部材1を反らせ、部材1,2間に隙間11を形成した後に、レーザ5にて溶接ビード7を形成して溶接する方法において、フォーミングビード6を非直線状に形成する。また、フォーミングビード6を溶接ビード7に対して非平行に形成することもできる。
(もっと読む)
レーザろう付け方法およびレーザろう付け装置
【課題】レーザろう付け方法の設備コストの低減化および品質向上
【解決手段】レーザろう付け方法は、板金の縁部11と他の板金12の何れか一方にローラ電極21を押し付けつつ、ローラ電極21を板金の縁部11に沿って転がし、板金の縁部11と他の板金12を加圧接触させながらローラ電極21を通してろう付けする両板金11、12間に通電し、板金の縁部11と他の板金12を発熱させ(予熱工程)、予熱工程で発熱した部位にろう材14を供給するとともに、レーザビーム32を当てて板金の縁部11のろう付け(レーザろう付け工程)を行うものである。
(もっと読む)
1 - 8 / 8
[ Back to top ]