
Fターム[4E068BC01]の内容
Fターム[4E068BC01]に分類される特許
21 - 40 / 120
ハイブリッドレーザアーク溶接プロセス及び装置
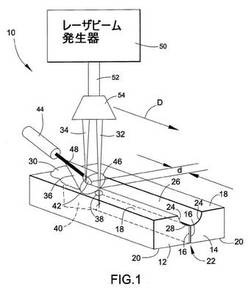
【課題】レーザビーム溶接とアーク溶接を同じ溶接プールで同時に行うハイブリッドレーザアーク溶接プロセスを利用し、溶接深さを増大させ、溶接継手でのポロシティ及びガスポケットを排除する。
【解決手段】ワーク(12,14)の接合面(16)の間に画成される溶接シムを含む継手領域(22)でレーザビーム溶接プロセスを行った後、継手領域(22)でハイブリッドレーザアーク溶接プロセスを行ってワーク(12,14)を溶接する。レーザビーム溶接プロセスでは、第1のレーザビーム(32)を継手領域(22)に沿って移動させ、溶接シムを溶込んで溶接物(40)を形成する。ハイブリッドレーザアーク溶接プロセスで、電気アーク(36)と第2のレーザビーム(34)が重なり合うように継手領域(22)に沿って同時に移動させ、溶接物(40)内に溶接プールを形成して溶接物(40)を再溶融させる。冷却すると溶接継手(30)が形成される。
(もっと読む)
溶接後工程の制御方法

【課題】溶接プロセスおよび特に必要な保守手順、並びに、それらをより効率的にする。
【解決手段】
本発明のガスノズル2のプロセス制御の方法では、溶接プロセスの保守手順が所定の時間またはセンサによって検出されるプロセスパラメータに基づいて開始され、前記保守手順の間に、前記溶接トーチ6が保守位置に配置され、そして、前記ガスノズル2と前記溶接トーチ6の内部挿入物28との間の接続が前記溶接トーチ6の固定部材30の大きさの空間的減少によって解除され、前記ガスノズル2が前記溶接トーチ6から取り外され、続いて、他のガスノズル2が前記溶接トーチ6上に配置され、特に気密な接続が前記ガスノズル2と前記溶接トーチ6の前記内部挿入物28との間に、前記固定部材30の空間的膨張により提供される。
(もっと読む)
溶接方法及び溶接システム
【課題】溶接信頼性を高める。
【解決手段】 母材M中で、溶接エネルギーを受けて溶融している溶融プールPに隣接し、且つ溶融プールPに対して溶接方向前側の領域を含む前側除去領域Ffに、レーザ光を照射して、母材表面の酸化皮膜を形成する粒子を飛散させる。
(もっと読む)
バンドの製造方法及び設備、溶液製膜方法
【課題】従来よりも幅が広いバンドを製造し、厚み及び光学特性が均一な従来よりも幅が広い長尺のフィルムを製造する。
【解決手段】幅広のシート材である中央部材12の側縁12eを位置検出手段34で検出し、この検出結果に基づいて第1ローラ26、第2ローラ27により中央部材12の搬送経路を制御する。幅狭のシート部材である側部材11を第3ローラで中央部材12に寄せる。これにより、側部材11の側縁11eと中央部材12の側縁12eとの突き合わせ位置Pcが第4ローラ29上になるようにする。突き合わせた側部材11と中央部材12とを溶接装置42に送り、長手方向に溶接する。
(もっと読む)
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先
【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
ハイブリッドプラズマ溶接方法,ハイブリッドプラズマトーチおよびハイブリッド溶接装置
【課題】 比較的に低パワーのレーザ投射によっても、表面が滑らかな溶接ビードが得られる高速溶接を可能にする。
【解決手段】 トーチ先端側でトーチ中心軸CLに近づくように傾斜して該トーチ中心軸に関して溶接方向yの上流側と下流側に配置した複数のプラズマ放電電極8a,8bのそれぞれと溶接対象材12との間のプラズマアークで溶接対象材をプラズマアーク溶接するとともに、中心軸CLを中心としトーチ先端に向けて収束するレーザビーム13を、溶接方向で上流側のプラズマ放電電極8bのプラズマアークによる溶融プールに投射して裏方向への溶込みを深くし、該レーザビーム投射による溶接部の表方向の盛上りを、下流側のプラズマ放電電極8aによるプラズマアーク溶接で平滑化する。
(もっと読む)
溶接ユニットおよび少なくとも2つの別個の溶接プロセスを組合せた溶接方法
【課題】熱またはエネルギの入力が、できる限り互いに独立して調整可能であるようにした、溶接ユニットおよび溶接方法を提供する。
【解決手段】溶接装置1には、少なくとも1つの制御装置と、溶接電源2と、任意であるワイヤ供給ユニットとが配置される。溶接トーチユニット29は、少なくとも2つの独立した別々の溶接プロセスを実行するように、少なくとも2つの別個の溶接バーナー10,35を備える。こうした溶接ユニット27および溶接方法は、ワークピース16への追加の材料および、熱またはエネルギ供給の導入量が可能な限り互いに独立に調整可能であり、第1溶接バーナー10は、ある溶接プロセスを実行するように構成され、少なくとも第2溶接バーナーは、溶接ロッド32の前後移動を伴う冷間金属トランスファー溶接プロセスを実行するように構成され、少なくとも2つの溶接バーナー10,35を用いて実行される溶接プロセスは同期している。
(もっと読む)
レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法
【課題】溶接速度を20m/分程度まで向上しつつ、良好なビード形状が得られ、且つブローホールなどの溶接欠陥を抑制できる溶接方法、および該溶接方法を用いた溶接部材を製造する方法を提供する。
【解決手段】ステンレス鋼、チタン、又はチタン合金の平板または管状に成形された帯状板の両端部を突合せ溶接する溶接方法であって、突合せ部の溶接では、レーザー溶接を先行させ、TIGアーク溶接を後行させてレーザー光照射とアーク放電を同一溶接線上に配置させながら溶接することを特徴とするレーザー・アーク複合溶接方法である。
(もっと読む)
レーザ溶接用またはレーザ・アークハイブリッド溶接用の引張強さが1100MPa以上の高張力鋼板の製造方法
【課題】 レーザ・アークハイブリッド溶接により溶接される、主たる組織がマルテンサイトである引張強さが1100MPa以上の超高張力鋼板において、鋼板、継手の良好な靭性を確保し、かつ、溶接熱影響部の軟化を抑制して、継手の引張強さも合わせて1100MPa以上を確保できる高張力鋼板の製造方法を提供することを課題とする。
【解決手段】 各元素の成分範囲を適正化し、かつ、鋼板の変態組織を確実にマルテンサイト組織とするために炭素当量を0.45〜1.2%とし、さらに、溶接熱影響部の軟化を抑制するために、析出強化元素に係わるNb当量を0.09〜0.80%とした鋼片を用いて、再加熱焼入や加工熱処理工程によって鋼板を製造するに際して、特に溶接熱影響部軟化抑制のために、550℃超〜Ac1変態点未満で焼戻しを行うことを特徴とする。
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
中空電極アーク・レーザ同軸複合溶接方法
【課題】従来のレーザ・アーク複合溶接では困難であった低出力レーザで深い溶け込みの安定した溶接ビードが得られる中空電極アーク・レーザ同軸複合溶接方法を提供する。
【解決手段】中空電極16を用い、該電極の内外に不活性ガスを主成分とするガスを流しながら、電極先端からアーク放電を行い、且つ、前記中空電極の内側にレーザを軸方向に照射して母材を溶接する中空電極アーク・レーザ同軸複合溶接方法において、前記電極は、先端部周囲に中心軸に対して傾斜したテーパ部16Aが形成されていると共に、該テーパ部の先端に厚さ方向に連続する溝部16Bが、該先端部周囲の対向する2箇所に形成されている。
(もっと読む)
レーザ・アーク複合溶接法
【課題】アーク溶接およびレーザ溶接により一対の被溶接部材を溶接接合(複合溶接)するに際して、被溶接部材間に大きなギャップが存在していても、良好な溶接継手を高速にて形成することのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ溶接および消耗電極式アーク溶接により複合接合するレーザ・アーク複合溶接法において、アーク溶接を先行させると共にレーザ溶接を後行させて、アーク放電とレーザ光照射を同一溶接線上に配置させながら溶接し、且つアーク溶接では、一対のアークトーチを溶接線の両側に配置してそれらの先端を溶接進行方向に傾けた状態とし、前記一対のアークトーチ間の間隙を通って前記レーザ光を照射する。
(もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】表面にAl−Si皮膜を有する工作物を溶接するのに有効な方法を提供し、特に良好な特性をもつ溶接継手を得る。
【解決手段】少なくとも1つの金属工作物1をレーザービーム3によってレーザー溶接する方法に関し、前記工作物1はアルミニウムを含む表面皮膜2を有し、レーザービームを少なくとも1つの電気アーク4と組み合わせて、金属を溶融し、前記工作物1を溶接する。
(もっと読む)
溶接方法および溶接装置
二つのエッジ部分(54a,54b)間に溶接シーム(52)を形成する溶接装置及び溶接法であり、前記エッジ部分(54a,54b)は、根本部分(58)及び傾斜部分(60)を有するY接合部を形成し、前記根本部分(58)は、ハイブリッドレーザー・アーク溶接ヘッド(2)によってプラズマ及び溶融金属の単一の相互作用域(24)にレーザービーム(10)及びアーク(22)をあてることを含むハイブリッドレーザー・アーク溶接法で溶接される。ハイブリッドレーザー・アーク溶接ヘッド(2)及びサブマージアーク溶接ヘッド(4)は、Y接合部を溶接するために、共通のキャリア機構(46,50)に配置される。 (もっと読む)
レーザ・アークハイブリッド溶接方法
【課題】ステンレス鋼の溶接継手において、従来よりも高強度、高靱性を備えた継手を得ることができるレーザ・アークハイブリッド溶接方法の提供。
【解決手段】ステンレス鋼の溶接部位において、レーザヘッド2から照射されるレーザLとアーク溶接トーチ3から放電されるアークAとを重畳してレーザLによるプルームとアークAとを相互作用させると共に、上記溶接部位を含む溶接ガス雰囲気を、上記プルーム以外のガス体積比でN2を30体積%より多く含有する雰囲気に調節する。
(もっと読む)
複合溶接装置および複合溶接方法
【課題】ギャップ尤度を向上できると共に、スパッタの発生を抑制できる複合溶接装置および複合溶接方法を提供すること。
【解決手段】レーザ溶接およびアーク溶接が組み合わされるので、溶接速度が速い場合でも均一なビードを形成できる。また、溶接進行方向の前後に並設されアーク溶接を行う第1電極4a及び第2電極4cと、それらのねらい位置を母材W同士の当接部に移動させるか、又は溶接進行方向からみて母材W間のギャップの中心線の右側および左側に移動させる移動手段7,8とを備えているので、ギャップがない場合は溶着金属の幅を狭くし、ギャップがある場合は溶着金属の幅を広げることができる。その結果、母材W間を溶着金属で満たすことができ、溶接欠陥の発生を防止できる。よって、ギャップ尤度を向上できる。さらに、アークを揺動させないので、アークの指向性を安定させることができ、スパッタの発生を抑制できる。
(もっと読む)
溶接方法
【課題】めっき材を溶接する際に、低コストでブローホールを低減できる溶接方法を提供すること。
【解決手段】めっき材W1、W2を溶接する溶接方法であって、プラズマアークAにより溶融池Pを形成するとともに、この溶融池PのうちプラズマキーホールPKよりも溶接の進行方向側の領域に、めっき材W1、W2に対して略垂直にレーザLを照射する。これにより、徐々に深くなる方向に流れる対流の近傍に、レーザキーホールLKが形成される。したがって、レーザキーホールLKの熱によりめっきが気化すると、この気化しためっきは、レーザキーホールLKによって深くなる方向に押されるから、溶融池P内の対流に乗って後方に流れて、外部に排出される。よって、ブローホールが発生するのを防止できる。また、めっき材W1、W2を加工して突部を形成する必要がないので、低コストで溶接できる。
(もっと読む)
T字継手の溶接方法及び装置
【課題】T字継手の溶接方法及び装置において、溶接時間を短縮して作業効率の向上を図ると共に、未接合部の発生を防止して溶接品質の向上を図る。
【解決手段】レーザビームLBを照射可能であると共にレーザ溶接用シールドガスを吹付け可能なレーザ加工ヘッド31と、溶接ワイヤWを供給可能であると共にアーク溶接用シールドガスを吹付け可能なアークトーチ32と、レーザ加工ヘッド31及びアークトーチ32と各被溶接部材11,12とを溶接方向に沿って相対移動させる移動装置33と、レーザ加工ヘッド31とアークトーチ32と移動装置33を制御する制御装置34とを設け、制御装置34は、レーザ加工ヘッド31によるレーザ出力を1〜6kWに設定すると共に、レーザビーム角α及び第2被溶接部材12の板厚に基づいて第1被溶接部材11からのレーザ狙い位置までの距離Lを設定する。
(もっと読む)
溶接制御システム
【課題】立体的ビード可視化に基づく溶接パラメータを調節するシステムを提供すること。
【解決手段】一実施形態では、システム(200)は、溶着ゾーン(107)に向けて配向される複数の観測点から画像を受け取るよう構成された溶接コントローラ(118)を含む。溶接コントローラ(118)はまた、画像の差分分析に基づいて、溶着に影響を及ぼすパラメータを制御するよう構成される。
(もっと読む)
油圧ショベルのアタッチメント
【課題】深い開先を取らずに、外側からの溶接のみで溶接部の未溶着をなくし、溶接部の強度を高くし、疲労強度を高くする。
【解決手段】油圧ショベル10のアタッチメント1を構成するブーム40のブーム本体41は、上板45、下板46、側板47、および、側板48をハイブリッド溶接により溶接したものである。このハイブリッド溶接はアーク溶接およびレーザ溶接のいずれか一方のみなされた場合に比べ、溶け込みを深くし得る。よって、アタッチメント1の外側からの溶接のみで、溶接部41wの未溶着をなくし得る。よって、この未溶着をなくした場合は、この未溶着がある場合に比べ、溶接部41wの強度を高くできる。したがって、この未溶着がある場合に比べ、アタッチメント1の疲労強度を高くし得る。
(もっと読む)
21 - 40 / 120
[ Back to top ]