
Fターム[4E068BC01]の内容
Fターム[4E068BC01]に分類される特許
41 - 60 / 120
溶接制御システム
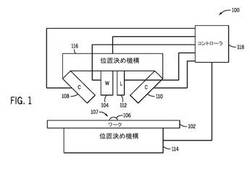
【課題】立体的ビード可視化に基づく溶接パラメータを調節するシステムを提供すること。
【解決手段】一実施形態では、システム(200)は、溶着ゾーン(107)に向けて配向される複数の観測点から画像を受け取るよう構成された溶接コントローラ(118)を含む。溶接コントローラ(118)はまた、画像の差分分析に基づいて、溶着に影響を及ぼすパラメータを制御するよう構成される。
(もっと読む)
レーザ・アーク複合溶接ヘッド

【課題】溶接方向に対して溶接母材の変形や歪み、傾き、板厚の変化が生じた場合でも、レーザ集光ヘッドとアークトーチとの距離、レーザ集光ヘッド及びアークトーチと溶接母材との距離を常に一定に保つことにより、安定したレーザ・アーク複合溶接を行うことができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】溶接線方向に略平行に配置され、溶接母材Wの板面上で溶接線方向に沿うように転動する少なくとも2つ以上の倣いローラ4を回動自在に支持するローラ支持フレーム5と、ローラ支持フレーム5を溶接線方向に沿って揺動可能に支持する可動フレーム7と、可動フレーム7を鉛直方向に案内支持する精密直線ガイド9と、ローラ支持フレーム5を溶接母材Wの板面方向に所定の荷重で付勢するスプリング8とを含んでいる。レーザ集光ヘッド1及びアーク溶接トーチ2は、溶接線上に配置されるようローラ支持フレーム5に取付けられている。
(もっと読む)
車両フレーム部材の溶接方法および車両フレーム部材
【課題】高い接合強度を有し、亜鉛めっきによる強度低下を防止し、さらに熱歪み変形を防止することのできる車両フレーム部材の溶接方法を提供する。
【解決手段】本発明に係る車両フレーム部材の溶接方法は、幅方向の断面が略ハット状のフレーム部材1と、このフレーム部材1のフランジ部11と接合することにより閉断面を形成するパネル部材2とを溶接する車両フレーム部材3の溶接方法であって、前記パネル部材2と接触する前記フランジ部11の接触端部12から前記フランジ部11外側方向をマイナス(−)とし、前記接触端部12から屈曲して立ち上がる壁部13側方向をプラス(+)としたときに、溶接位置Pを、前記接触端部12を中心として±0mm≦P<+1.5mmの範囲内とし、前記壁部13に沿って連続溶接することを特徴とする。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】レーザ溶接鋼管を製造するにあたってレーザ溶接の状況を精度良く判定し、その判定結果に基づいて溶接条件を変更することによって、レーザ溶接鋼管を歩留り良く安定して製造する方法を提供する。
【解決手段】エッジ部に照射するレーザビームの照射部位をオープンパイプの内面側から監視し、オープンパイプの内面側まで貫通したキーホールが認められる場合はレーザビームによる溶接条件を継続して維持する一方、オープンパイプの内面側まで貫通したキーホールが認められない場合はレーザビームによる溶接条件を変更することによって、オープンパイプの外面側から内面側まで貫通したキーホールをレーザビームの照射部位に設けつつ溶接を行なう。
(もっと読む)
長疲労寿命化を達成するレーザー・アークハイブリッド溶接方法
【課題】 溶接速度100cm/min以上でレーザーアークハイブリッド溶接をする場合において、溶接継手の疲労寿命を2倍以上向上させることのできる、レーザーアークハイブリッド溶接方法を提供する。
【解決手段】 6mm〜12mm厚の溶接構造用圧延鋼材のうち、鋼材Si量が質量%で0.25%以上含有し、ソリッドワイヤのSi量が{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるようなソリッドワイヤを用いてレーザーアークハイブリッド溶接を行うことを特徴とする。
(もっと読む)
複合溶接装置
【課題】良好な溶込みとビードを形成することができる複合溶接装置を提供することにある。
【解決手段】被溶接物の表面におけるレーザビームのビーム直径を設定するビーム直径設定手段と、レーザビームのレーザ出力を設定する出力設定手段と、ビーム直径設定手段からのビーム直径設定値と前記出力設定手段からのレーザ出力設定値を入力して前記ビーム直径設定値に対するレーザ出力設定値の適否を判定してその判定結果を前記制御手段に出力する出力判定手段と、出力判定手段からの出力を入力する警告手段を設け、レーザビームで被溶接物にキーホールを形成しながら溶接すると共に、アークを溶接線に沿って先行させ、レーザビームを前記アークよりも後行させる。
(もっと読む)
複合溶接装置と複合溶接方法
【課題】複合溶接の溶接開始時には安定した溶接品質を得ると共に、溶接終了時にはクレータの凹みと過大成長を防ぎ十分な溶込みを確保することができる複合溶接装置と複合溶接方法を提供する。
【解決手段】制御手段12は、溶接開始時には前記ワイヤ送給手段7と前記溶接電源装置10とを制御することにより溶接アーク11を発生させ、電流検知信号Sdを受けると、直ちにレーザ光5を出力するよう前記レーザ装置1を制御するが、溶接終了時には前記溶接電源装置10を制御することにより溶接ワイヤ9に供給する電力を停止すると共に、前記ワイヤ送給手段7を制御することにより前記溶接ワイヤ9を送給すると共に、レーザ装置1を制御することにより、レーザ光5をパルス状に照射した後、前記レーザ光5と前記溶接ワイヤ9とを停止させる。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と、アルミニウム被覆鋼材とからなる複合構造材の接合部の引張強度及びピール強度を向上させる異材接合用溶加材を提供する。
【解決手段】本発明に係る溶加材は、Nを0.002〜0.020質量%含有する鋼板103の表面にアルミニウム被覆層104を有し、アルミニウム被覆層104と鋼板103との界面にN濃度が3.0原子%以上のN濃縮層を有するアルミニウム被覆鋼板101と、アルミニウム又はアルミニウム合金材との溶接に使用される。本発明に係る溶加材は、Si:0.5〜1.8質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
低温用鋼板の溶接方法
【課題】溶接部の溶存酸素量を低減することができ、深い溶け込みを得ることができる低温用鋼板の溶接方法を提供する。
【解決手段】本発明の低温用鋼板の溶接方法は、開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、レーザトーチを先行させて、プラズマミグ溶接トーチを後行させて溶接を行う。レーザトーチから被溶接物の溶接継手のルート部にレーザ光を照射してプラズマミグ溶接を行って溶接ビードの第一層を形成し、次に、レーザ光を少なくとも開先側面を溶かす幅で、かつ、開先側面を隙間無く溶かす周波数でウィービングさせて照射してプラズマミグ溶接を行って第一層の上に第二層を形成する。この結果、小さい歪みで深い溶け込みが確保され、開先側面部も充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
(もっと読む)
レーザ・アーク複合溶接法
【課題】レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により一対の被溶接部材を溶接接合(複合溶接)するに際して、被溶接部材間に大きなギャップが存在していても、裏当て材を配置することによる不都合を回避しつつ良好な溶接継手を得ることのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により複合接合するレーザ・アーク複合溶接法において、溶接位置に裏当て材を配置し、MIGアーク溶接またはMAGアーク溶接を先行させると共にレーザ溶接を後行させて、レーザ光照射とアーク放電を同一溶接線上に配置させながら溶接し、且つMIGアーク溶接またはMAGアーク溶接を行なう際に、CO2の配合量が5超〜15容量%である(Ar+CO2)混合ガスをシールドガスとして用いて操業する。
(もっと読む)
複合溶接方法
【課題】レーザ照射とアーク溶接を同時に行う複合溶接方法において、前記アーク溶接に使用する電極チップとして、前記ワイヤの出口から所定長さの絶縁性を有するワイヤガイド部を設けた前記電極チップを使用する複合溶接方法に関する。
【解決手段】電極チップとして、ワイヤ1の出口から所定長さのワイヤガイド部8を設けた絶縁性のチップ本体2と、前記チップ本体2の前記ワイヤ1の供給側に設け所定の加圧力Fで常に前記ワイヤ1と密着しつつ、前記ワイヤ1に電力を供給する通電体3とからなる前記電極チップを使用することによって低いアーク電流で高い溶着金属量を得ると共に、電極チップから出た前記ワイヤの直線性を高めその狙い位置の精度を高めることができる。
(もっと読む)
レーザ・アーク複合溶接法
【課題】レーザ光溶接および消耗電極式アーク溶接により一対の被溶接部材を溶接接合するに際して、被溶接部材間に大きなギャップが存在していても、裏当て材なしで良好な溶接継手を高速にて形成することのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ光溶接および消耗電極式アーク溶接により複合接合するレーザ・アーク複合溶接法において、アーク溶接を先行させると共にレーザ溶接を後行させて、レーザ光照射とアーク放電を同一溶接線上に配置させながら溶接し、且つ溶接線を含み一方の被溶接部材表面と直交する面にアーク放電線を投影したときに、この投影線と垂直線とのなす角度θ1が10〜40°であり、前記一方の被溶接部材の表面にアーク放電線を投影したときに、この投影線と溶接線とのなす角度θ2を0〜60°であるように設定して操業する。
(もっと読む)
溶接装置及び溶接方法
【課題】レーザの集光性を維持しつつレーザ照射ヘッドの耐久性を向上することができる溶接装置及び溶接方法を提供する。
【解決手段】T字型継手TWに沿って進行するレーザ照射ヘッド3を有し、レーザBが照射される出力面P1の法線がレーザ照射ヘッド3の進行方向と略直交するようにレーザ照射ヘッド3に配され、レーザ照射ヘッド3の進行方向の前方側から出力面P1に向かって空気を噴射するガス供給部5を備える。
(もっと読む)
溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置
【課題】レーザ・アークハイブリッド溶接において、安定したアークを形成させることにより溶接品質の向上が可能とされる溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11に溶接ワイヤMを繰出ローラ25によって送給する溶接ワイヤ送給装置20であって、前記繰出ローラ25を前記溶接ワイヤMに向かって押圧する押圧手段26を有し、前記押圧手段26の押圧力を制御することにより前記溶接ワイヤMの送給速度を調整するように構成されていることを特徴とする。
(もっと読む)
複合溶接方法
【課題】 レーザ照射と第1ワイヤによるアーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法において、前記第1ワイヤの直径と同等以上の直径の前記第2ワイヤを使用する複合溶接方法を提供する。
【解決手段】 溶接の進行方向から見た第1ワイヤ3と第2ワイヤ6とレーザビーム2の配置として前記第2ワイヤ3と前記レーザビーム2と前記第1ワイヤ3の順とすると共に、前記第2ワイヤを前記レーザビーム2の前記被溶接物1の表面における照射位置に送給し、前記第1ワイヤ3の直径と同等以上の直径の前記第2ワイヤ6を使用することによって前記第2ワイヤ6を安定に送給すると共に、前記第2ワイヤによる溶着速度を最大限に実現することができる。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 レーザと第1ワイヤによるアーク溶接で形成した溶融池に第2ワイヤを供給する溶接において、レーザ出力と前記第1ワイヤの送給速度と前記第2ワイヤの送給速度との何れも溶接速度に比例して調整する複合溶接方法と複合溶接装置に関する。
【解決手段】 演算手段20は、前記レーザ発生手段9のレーザ出力と前記アーク発生手段13から制御される前記第1ワイヤ3の送給速度と前記第2ワイヤ7の送給速度の何れも前記溶接速度に比例するよう演算処理を行うことによって良好な溶接を行うと共に、溶接パラメータの設定を容易にすることができる。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 被溶接物にレーザビームを照射しながら第1ワイヤを送給し前記被溶接物との間でアーク溶接を行う際、前記レーザビームと前記アーク溶接で形成した溶融池に少なくとも1本の第2ワイヤを供給する複合溶接方法と複合溶接装置に関する。
【解決手段】 被溶接物2の溶接位置にレーザビーム1を照射しながら前記溶接位置に第1ワイヤ12を送給して前記被溶接物2との間でアーク溶接を同時に行う複合溶接方法において、前記レーザビーム1と前記アーク溶接で形成した溶融池14に少なくとも1本の第2ワイヤ13を供給することによって、アーク電流を上げることなく、溶着量を上げることができる。
(もっと読む)
溶接継手構造、この溶接継手構造を備えた構造物及び鋼床版
【課題】繰り返し荷重に対して高い耐久性を有する溶接継手構造、構造物、及び鋼床版を提供することを目的とすること。
【解決手段】鋼材10と、一方側の面に開先部22が形成され前記鋼材10の加工面11に前記開先部22を含む端部23を接して配置される補鋼材21とを備え、前記鋼材10と前記補鋼材21とが前記開先部22に溶接金属Mを充填した接続部により接続した溶接継手構造Wであって、前記溶接金属Mによる脆化部は、前記接続部の亀裂進展部位Fの領域外に形成されることを特徴とする。
(もっと読む)
重ね継手の溶接方法
【課題】 被溶接物にレーザビームによる溶接とアーク溶接を同時に行う際、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給すると共に前記第1ワイヤと前記被溶接物との間に形成したアークの電流を所定値以下にする複合溶接方法を提供する。
【解決手段】 被溶接物1の溶接位置にレーザビーム3を照射しながら前記溶接位置に第1ワイヤ5を送給して前記被溶接物1との間でアーク溶接を同時に行う複合溶接方法を用いた重ね継手の溶接方法であって、前記レーザビーム3と前記アーク溶接で形成した溶融池8に第2ワイヤ9を供給すると共に、前記第1ワイヤ5と前記被溶接物1との間に形成したアーク6の電流を所定値以下にすることによって低いアーク電流を用いつつ、第2ワイヤの供給によって溶着量を上げることができ、良好な重ね継手を形成することができる。
(もっと読む)
溶接装置
【課題】
エアナイフの吹出し方向に障害物があった場合にも、シールドガスの流れを乱さず、シールド性能の低下を抑止し、溶接品質の向上、信頼性の向上を図る。
【解決手段】
レーザ光線7を溶接点に照射するレーザ照射ヘッド1と、シールドガスを噴出する溶接用トーチ2と、前記レーザ光線を横切る様にエアを噴出するエア噴出手段11と、該エア噴出手段と対向して設けられた溶融池保護具13とを具備し、該溶融池保護具は前記エアの流れを前記シールドガスから分離する。
(もっと読む)
41 - 60 / 120
[ Back to top ]