
Fターム[4E068BC01]の内容
Fターム[4E068BC01]に分類される特許
61 - 80 / 120
鋼構成部品を製造する方法、溶接線、溶接された鋼構成部品、および軸受構成部品
本発明は、最大で1.5重量%の炭素含量を有する第1の鋼部(7)および第2の鋼部(8)を含む鋼構成部品(6、11)を製造する方法に関する。該方法は、少なくとも部分的に第1の鋼部(7)及び少なくとも部分的に第2の鋼部(8)をα/γ変態温度を超えて加熱するステップ(1)と、α/γ変態温度を超える温度で行う溶接によって第1の鋼部(7)と第2の鋼部(8)とを接合するステップ(2)と、硬化効果が回避されるように冷却するステップ(3)と、を含む。本発明はさらに、溶接線(9)、溶接された鋼構成部品(6、11)、および軸受構成部品(11、15、20、22、26、27、31)に関する。  (もっと読む)
(もっと読む)
レーザ・アーク溶接方法及びレーザ・アーク複合溶接装置
【課題】レーザ溶接とアーク溶接とを併合して溶接を行うレーザ・アーク溶接方法及び装置を提供する。
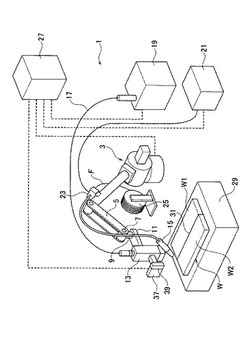
【解決手段】X,Y,Z軸方向へ移動自在な加工ヘッド11に備えたレーザ溶接ヘッド13及びアーク溶接トーチ15を備えたレーザ・アーク複合溶接装置によってワークWの接合部である溶接線31に沿って溶接を行うとき、前記加工ヘッド11に備えたギャップセンサ37によってワークの溶接線31におけるギャップ量を検出し、検出したギャップ量が予め設定してある設定値より小さい場合には前記レーザ溶接ヘッド13を用いてレーザ溶接を行い、検出したギャップ量が前記設定値より大きい場合には前記アーク溶接トーチ15を用いてアーク溶接を併用して行い、前記溶接線に沿ってワークの溶接を行うとき、前記ギャップセンサによって前記溶接線の全範囲に亘ってギャップ量を検出し、検出したギャップ量が前記設定値より小さな範囲のレーザ溶接を行った後に、前記設定値より前記ギャップ量が大きな範囲のアーク溶接を行う。
(もっと読む)
レーザ・アーク複合溶接ヘッド

【課題】溶接欠陥を抑制して、良好なビードを形成することができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、亜鉛めっき鋼板51を重ね溶接するレーザ・アーク複合溶接ヘッドであって、入力されたレーザ光Lを亜鉛めっき鋼板51に対して集光、照射するレーザトーチ11と、レーザトーチ11よりも溶接方向上流側に設けられ、亜鉛めっき鋼板51との間でアークAを発生させるアーク電極23と、アーク電極23の溶滴移行形態を短絡移行となるように制御するアーク制御装置24とを備え、レーザトーチ11とアーク電極23とを、レーザ光照射位置とアーク照射位置との間の距離が1.0mm〜5.0mmとなるように配置する。
(もっと読む)
レーザ・アーク複合溶接ヘッド及びその方法
【課題】高速で良好なビードを形成することができるレーザ・アーク複合溶接ヘッド及びその方法を提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板である母材Wを溶接するレーザ・アーク複合溶接方法であって、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とする。
(もっと読む)
レーザ・アーク複合溶接ヘッド
【課題】狭い空間内において使用しても、周辺部材に接触することなく、溶接を行うことができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】光ファイバ13をその光軸がMIG電極22の軸心に対して角度αで交差するように配置し、この光ファイバ13により入力されたレーザ光L0を、平行にして平行レーザ光L1とした後、この平行レーザ光Lを、反射ミラー15,16によって分割レーザ光L2a,L2bとして反射させて偏光させる。
(もっと読む)
レーザハイブリッドアーク溶接機とレーザハイブリッドアーク溶接システム
【課題】レーザハイブリッドアーク溶接施工中に直接もしくは反射したレーザにより、スパッタの発生、ビード外観の不良、溶接不安定、溶接欠陥、溶接強度不足が生じる。またレーザ設備の導入コストが高額である。
【解決手段】施工状態を監視するための施工状態検出器3と溶滴移行中におけるレーザ出力を適正に制御するレーザ出力制御部1とアーク長が短くなった場合にアーク長を適正に制御するアーク出力を制御するアーク出力制御部2とアーク電源部4を備えたレーザハイブリッドアーク溶接機9を用いたレーザハイブリッドアーク溶接システムを提供する。
(もっと読む)
狭隘部の溶接方法
【課題】溶接部が各種構造部材等に覆われる等狭隘な部分であっても、溶接の強度を容易に向上させることができる狭隘部の溶接方法を提供する。
【解決手段】一方の部材1に対して他方の部材2を当接させ、これら部材の当接部を主溶接法により溶接する一方、当該主溶接法による溶接部の少なくとも一部が前記各部材又は第三の部材により囲まれて狭隘部内に位置する場合における前記一部の溶接方法であって、前記狭隘部内に露出する前記溶接部の少なくとも一部をレーザ溶接法により仕上げ溶接することを特徴とする。
(もっと読む)
ハイブリッド溶接装置
【課題】ハイブリッド溶接は、高速溶接を行う溶接方法であるため、アーク溶接も大電流での溶接となる。ところが溶接開始時から大電流にすると、関節ロボットにハイブリッド溶接機を取り付けて溶接を行う場合、レーザと同期を取るためにロボットが停止している間、過入熱となる可能性がある。また、溶接開始時、レーザの熱が入らないと溶け込みが浅くなり、溶接ビードが凸形状になる可能性がある。
【解決手段】レーザとアークを複合して被溶接材の溶接を行うハイブリッド溶接装置において、溶接開始時に、通常のアーク溶接電流より低いアーク溶接電流を流し、前記低いアーク溶接電流が流れたことを確認してから、レーザ照射を開始し、前記レーザ照射の開始を確認してから前記通常のアーク溶接電流値に切り換えて溶接を実施する。
(もっと読む)
レーザ溶接継手および当該継手を用いた接合体
【課題】安定したシールドガス雰囲気をつくり、熱伝導のバランスが良いレーザ溶接継手および当該継手を用いた接合体を提供すること。
【解決手段】一対の被接合部材10A,10Bの端部同士を突き合わせ、その突き合わせた接合部に対してシールドガスを噴射しながら行われるレーザ溶接又はレーザ・アークハイブリッド溶接を行うためのものであって、一対の被接合部材10A,10Bに対し、両方の被接合部材の端面から突き出した一対の接合突起17,18と、一方の被接合部材の端面から突き出した副突起19とが形成され、一対の接合突起17,18を突き合わせた場合に、副突起19を他方の被接合部材の端面側に突き当てることにより、一対の接合突起17,18と副突起19とによって囲んだ裏側空間20を形成するレーザ溶接継手。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
レーザとアークの複合溶接装置及び方法
【課題】ポロシティ等の溶接欠陥の発生の無い高品質な溶接部を得ることができると共に、安定した溶接ビードを形成することができるレーザとアークを併用した複合溶接装置及び方法を提供する。
【解決手段】レーザ光の照射によって被溶接材の表面に細く深い溝状のキーホールを形成し、アーク熱源用の電極と被溶接材の間にアークを発生させることによって、被溶接材の表面に溶融池を形成する。キーホールと溶融池は接続される。キーホールは、レーザ用シールドガスによってシールドされ、溶融池は、アーク用シールドガスによってシールドされる。レーザ用シールドガスとアーク用シールドガスは異なるガスである。
(もっと読む)
融解性の金属材料から成る複数の部品を永久接続するための方法と装置
本発明は、ハイブリット溶接プロセスを実行するためのロボット制御の溶接ユニットを用いて、融解性の金属材料から成る複数の部品相互を永久的に接続するための方法に関わる。この方法に従えば、高性能マグ溶接プロセス(高性能MAG)が、実行される。この高性能マグ溶接プロセスを実行する部品は、前記ハイブリット溶接プロセスを実行するために、前記ロボット制御の溶接ユニットによって運ばれ、前記ハイブリット溶接プロセスに貢献するマグ溶接を実行するユニットは、前記溶接ユニットによって引かれるようにして案内される。 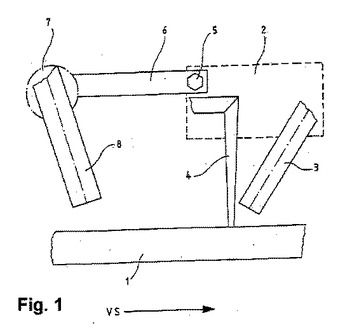 (もっと読む)
(もっと読む)
母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法
【課題】高変形性能を有しつつ,靱性,特に亀裂伝播停止特性を劣化させずに,耐切断割れ性を改善し,さらに溶接金属の靱性を低下させることなく,母材以上の継手強度を達成した引張強度900MPa以上のラインパイプ用溶接鋼管の製造方法を提供する。
【解決手段】特定成分とフェライト+ベイナイト,フェライト+マルテンサイト,およびフェライト+ベイナイト+マルテンサイトのいずれかが面積分率で90%以上で,かつフェライトの面積率が10〜50%であり,ベイナイトおよび/またはマルテンサイト中のセメンタイトの平均粒径が0.5μm以下のミクロ組織を有する、引張強度900MPa以上かつ降伏比≦85%の鋼板を冷間加工で管状に成形した後,CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって,溶接金属の化学組成が特定成分となるように溶接する。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 ワイヤにレーザビームが直接照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置し、レーザ・アーク間距離に応じてパルス周波数を設定する複合溶接方法と複合溶接装置に関する。
【解決手段】 レーザ・アーク間距離L0を設定するレーザ・アーク間距離設定手段17の設定値を入力してパルス周波数を設定するパルス周波数設定手段15と、前記パルス周波数設定手段15とパルス波形設定手段14の設定値を入力してパルスアーク溶接を行うパルスアーク発生手段13とを備え、前記レーザ・アーク間距離L0に応じてパルス周波数を設定することによって被溶接物6への入熱を低減させ、ギャップ裕度を向上させる。
(もっと読む)
鋼板の突合せ溶接継手
【課題】中厚板からなる鋼板の端部同士の突合せ溶接継手において、レーザ溶接の有する特徴を活用した高能率な溶接施工を実現すると共に、その溶接継手部の高品質化、高性能化も図ることができる中厚鋼板の突合せ溶接継手を提案する。
【解決手段】板厚が10mm以上30mm以下の鋼板1の端部1a同士の突合せ溶接継手である。開先形状をX開先とし、その板厚中央部の開先ルートフェイス部2を深溶込み溶接により1パスで溶接した後、残りの板厚方向両側の開先部分3,4をそれぞれ1パスで仕上げ溶接した。これにより断面形状が3層の積層構造を有する中厚鋼板の突合せ溶接継手とした。
(もっと読む)
レーザ溶接用接合継手および接合体
【課題】接合線の検出が確実にでき、またレーザによる入熱を効率良く行うことができるようにしたレーザ溶接用接合継手および接合体を提供すること。
【解決手段】被接合部材1A,1B同士の接合端面13,14を突き合わせた接合部をレーザ溶接又はレーザ・アークハイブリッド溶接によって接合するため、被接合部材1A,1Bに形成されたものであって、接合部のレーザ照射面側に、被接合部材(11,2)の板厚よりも浅い溶接溝10が形成されたレーザ溶接用接合継手。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 ワイヤにレーザビームが直接に照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置する複合溶接方法複合溶接装置に関する。
【解決手段】 被溶接物6に供給するワイヤ7にレーザビーム5が直接に照射するよう前記レーザビーム5の光軸aa’と前記ワイヤ7の中心軸bb’とを配置し、前記レーザビーム5で前記ワイヤ7を直接溶融することによってワイヤ溶融に必要なアーク電流を減少させ、アークによる溶融池の大きさを減少させる。
(もっと読む)
原子力発電プラント構造材の溶接方法
【課題】原子力発電プラント構造材(特に原子力発電プラント構造材であるオーステナイト系ステンレス鋼やニッケル基合金)に適用可能な耐応力腐食割れに優れた溶接方法を提供することを課題とする。
【解決手段】原子力発電プラント構造材である金属部材の溶接方法であって、溶接部の柱状晶またはデントライト方向が不均一となるように原子炉構造材を溶接する。本発明によれば、原子力発電プラント溶接構造物に関し、原子力発電プラントの更なる安全性向上のため、き裂の発生及び進展しにくいように、溶接部の柱状晶またはデントライト方向を不均一とすることにより、耐応力腐食割れに優れた原子力発電プラント構造物の溶接方法を提供することができる。
(もっと読む)
電磁力を用いた溶接方法及び溶接装置
【課題】 アーク溶接、レーザ溶接などの溶融溶接において、熱源形態やビード形状制御や形状欠陥防止と冶金的問題を同時に解決できる溶接方法及び溶接装置を提供する。
【解決手段】 母材8に対向してアーク9を発生させて溶融池10を形成し、アーク9及び溶融池内を流れる電流に交差させる方向で直流磁界成分を含む交流磁界を付与する溶接方法。また、母材8に対向してアーク9を発生させて溶融池10を形成する溶接装置において、非対称交流磁化電源5と溶融池10の近傍に対向磁極7a,7bを備え、非対称交流磁化電源により対向磁極を励起し、アーク10及び溶融池内を流れる電流に交差させる方向で直流磁界成分を含む交流磁界を発生させるようにした溶接装置。
(もっと読む)
引張強度800MPaを超える超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
61 - 80 / 120
[ Back to top ]