
Fターム[4E068BC01]の内容
Fターム[4E068BC01]に分類される特許
81 - 100 / 120
ダブルスキンパネル及びその接合継手、並びに構造体
【課題】寸法精度を緩和させたダブルスキンパネルおよびダブルスキンパネルの接合継手、並びにダブルスキンパネルが接続された構造体を提供する。
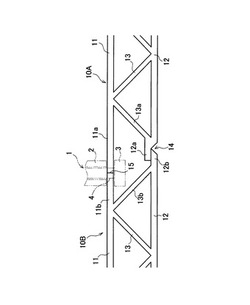
【解決手段】端部リブ13a,13bから面内方向外側に突き出した接合端部によって接合可能な形状の一組の接合継手が形成され、上面板側の上側接合端部11a,11bは、その端面同士を突き当ててボビンツール式の摩擦攪拌接合用工具によって摩擦攪拌接合し、下面板側の下側接合端部は、一方の下側接合端部12bに対して段差の付けられた他方の下側段付端部12aを重ね合わせ、アーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するものであり、その下側段付端部12aが形成された端部側では、上側接合端部11aが下側段付端部12aよりも突き出し、反対の端部側では下側接合端部12bが上側接合端部11bよりも突き出した構造とする。
(もっと読む)
UOE鋼管の製造方法

【課題】小入熱で、かつ、溶接パス数が少ない溶接手法を確立し、生産性の向上とHAZ靭性の確保を両立させた革新的なUOE鋼管の製造方法を提供する。
【解決手段】UOE鋼管の製造方法において、(a1)X開先の外面側の開先角度を20°以上40°以下とし、(a2)X開先の外面側を、ガスシールドアークと、出力が1kW以上20kW以下のレーザとの複合熱源を用いて1パスで溶接し、その後、(b)X開先の内面側を、サブマージアーク溶接を用いて1パスで溶接し、合計2パスで溶接を完了する際、(d)下記式(1)を満たす流量(B)のシールドガスを、溶接線の左右両側のガスノズル口から供給する。
3≦B/A≦30 …(1)
A:ガスノズル口の面積(cm2) B:シールドガスの流量(リットル/分)
(もっと読む)
UOE鋼管の製造方法
【課題】UOE鋼管の製造において、小入熱で、かつ、溶接パス数が少ない溶接手法を確立し、生産性の向上とHAZ部靭性の確保を両立させた革新的なUOE鋼管の製造方法を提供する。
【解決手段】UOE鋼管の製造方法において、X開先を溶接する際、(a1)前記X開先の外面側の開先角度を20°以上、40°以下とし、(a2)X開先の外面側を、ガスシールドアークと、出力が1kW以上、20kW以下のレーザとの複合熱源を用いて、1パスで溶接し、その後、(b)X開先の内面側を、サブマージアーク溶接を用いて、1パスで溶接し、合計2パスで溶接を完了する。
(もっと読む)
変形能に優れた超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超え、変形能に優れる超高強度溶接鋼管の製造方法を提供する。
【解決手段】降伏比80%以下かつ引張強度800MPa以上の、質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
超高強度溶接鋼管の製造方法
【課題】脆性亀裂伝播特性に優れ、天然ガスや原油の輸送用として好適な引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】脆性亀裂伝播停止特性に優れた引張強度800MPa以上の鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
ダブルスキンパネルの接合方法及び構造体
【課題】ダブルスキンパネルを接合してなる構造体について、接合端部の寸法精度を緩和させて生産コストを下げることが可能な、ダブルスキンパネルの接合方法及び構造体を提供すること。
【解決手段】上面板11と下面板12およびその上面板11と下面板12を連結する複数のリブ13を備えるダブルスキンパネル10A,10B同士を、その上面板11同士と下面板12同士とをそれぞれの端部で接合するものであって、上面板11同士をボビンツール式の摩擦攪拌接合用工具1で摩擦攪拌接合した後、下面板12同士をアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するダブルスキンパネルの接合方法。
(もっと読む)
被接合部材の溶接接合方法並びに溶接接合体及び鉄道車両用構体
【課題】溶接速度を落とすことなくアンダーフィルによる影響をなくした被接合部材の接合方法を提供すること。
【解決手段】被接合部材11,12の接合端面を突き合わせ、その接合端面同士が重なった接合線14に沿ってレーザビームを照射し、それによって被接合部材11,12同士を溶接した溶接接合体10を得るためのものであって、被接合部材11,12の端部に形成された突出部13の接合端面を突き合わせ、その突出部13によって被接合部材11,12の表面よりも高い位置にある接合線14に沿ってレーザビームを照射し、被接合部材11,12同士の溶接後、その溶接部にできたアンダーフィルによる凹部15の深さ以上に突出部を切削し、接合部16表面を平らにするようにした被接合部材の溶接接合方法。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して2枚の亜鉛めっき鋼板の重ね隅肉溶接の際のシールドガスとして適正な混合比のアルゴンガスと炭酸ガス、酸素ガスガスの混合ガスを使用することにより、安価かつ簡便な方法によりビード表面のピット発生及びビード不整やアンダカット等の発生を防止する。
【解決手段】シールドガスとして、アルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、
3≦A≦25、5≦B<13 かつ B≧10―0.33A
の範囲に調整したものを使用する。
(もっと読む)
レーザ溶接装置およびレーザ溶接時の隙間制御方法
【課題】簡単な構造で両溶接部分間の隙間を精度良く制御して、レーザ溶接を確実に行えるレーザ溶接装置の提供を図る。
【解決手段】シルインナ10の溶接部分11とフロアパネル20の溶接部分21とを対峙させ、それら両溶接部分11,21をレーザ溶接装置1を用いて重ね溶接する際に、シルインナ10に励磁手段100を設けて、そのシルインナ10の溶接部分11を励磁してフロアパネル20の溶接部分21を引き付け、両溶接部分11,21間の隙間δを略一定に保持するようにしたので、レーザ溶接時の熱付加により両溶接部分11,21が残留応力等で互いに離れる方向に変形する場合に、励磁手段100によって両溶接部分11,21間の隙間δを略一定に保持できるので、励磁手段100を設けるという簡単な構造にして両溶接部分11,21間の隙間を精度良く制御してレーザ溶接を確実に行うことができる。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
レーザ照射アーク溶接ヘッド
【課題】治具と干渉することが減少され、狭隘な溶接箇所を溶接することができ、操作性を著しく向上させることができるレーザ照射アーク溶接ヘッドを提供する。
【解決手段】レーザ光を被溶接物の溶接箇所に照射するレーザトーチ12と、溶接箇所に消耗電極ガスシールドアーク溶接を行う溶接トーチ5と、レーザトーチ12内に設けられて光ファイバ11によって伝送されたレーザ光を平行光に変換する1枚又は複数枚のコリメートレンズ13と平行光に変換されたレーザ光を被溶接物へ集光する1枚又は複数枚の集光レンズ15とからなる集光レンズ光学系とを備え、集光レンズ光学系のうちレーザトーチ先端に設けられた1枚のレンズが固定され、その他のレンズのうち被溶接物上に照射されるレーザ光のスポット径によって予め選択された1枚又は複数枚のレンズを光軸に沿って移動させるレンズスライド機構とを備えたレーザ照射アーク溶接ヘッド。
(もっと読む)
レーザー回転アークハイブリッド溶接装置およびその方法
本発明は、レーザー回転アークハイブリッド溶接装置およびこれを用いた溶接方法に関する。本発明のレーザー回転アークハイブリッド溶接装置は、溶接部位に対してアークを放電するアーク放電部(2)と、溶接部位に対してレーザーを照射するレーザー発生部(4)と、前記アーク放電部(2)を回転させる回転装置(24)とを含んでなる。このレーザー回転アークハイブリッド溶接装置を用いた溶接方法では、複数の母材を溶接位置に整列させ、溶接部位に対してレーザーアークハイブリッド溶接装置を位置させた後、アーク放電部を所定の回転半径で回転させながらアーク放電を行い、これに連続してレーザー発生部によってレーザーを照射する。 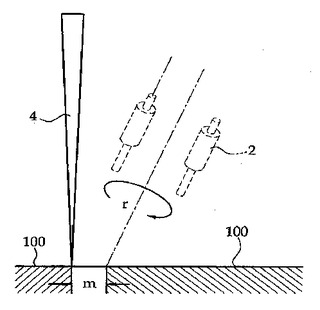 (もっと読む)
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造
【課題】速度、歪み、ルートギャップ許容度の関係を良好にできるようにする。
【解決手段】アルミニウム系の押出し形材よりなりシングルスキン構造またはダブルスキン構造を有した構体材対1、2の側縁間において、面板10、20どうしの突き合せ部のグルーブ17を、レーザ・MIGハイブリッドの溶接ヘッド6により溶接して接合し屋根構体11などを形成するようにして、上記の目的を達成する。
(もっと読む)
被接合材の接合方法並びに接合体および鉄道車両
【課題】接合品質を良くした接合体を簡易に作成する被接合材の接合方法、並びにその接合方法を使用して接合した接合部を備える接合体および鉄道車両を提供すること。
【解決手段】対向配置した被接合材11,12の端面16,17同士を接合する場合、端面間の接合部18にシールドガスを噴射しながら行うレーザ溶接又はレーザ・アークハイブリッド溶接による方法であって、レーザビームが照射される接合部18の反照射側にその接合部に沿った溝部10を設け、その接合部18にレーザビームを照射しつつ、レーザビームと同方向からシールドガスを噴射させ、被接合材11,12の端面16,17間の隙間を通して反照射側の溝部10にシールドガスを入り込ませた状態で溶接するようにした被接合材の接合方法。
(もっと読む)
レーザ照射アーク溶接方法
【課題】ギャップを有する重ね継手の隅肉溶接において、均一で十分な溶け込み深さが得られ、継手強度が大きい溶接ビードを上板と下板とに橋渡しして形成することができ、疲労強度を向上させることができるレーザ照射アーク溶接方法を提供する。
【解決手段】上板と下板との間にギャップを有する重ね継手の隅肉溶接個所にレーザ光を照射すると共に、溶接ワイヤと重ね継手との間にEN比率を設定した交流電力を供給して消耗電極ガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、ギャップの長さが増加するに従って、レーザ光のビームスポットの径を増加させると共にビームスポット径に対応させてレーザ出力を増加させ、かつ、レーザ光を下板側に照射させてビームスポットの外形が上板の下端部が下板の表面と重なる継手線にほぼ一致するようにレーザ光を照射する。
(もっと読む)
重ね隅肉溶接方法
【課題】優れた疲労特性が要求される自動車用薄鋼板の、レーザ溶接とガスメタルアーク溶接の複合溶接からなる重ね隅肉溶接方法を提供する。
【解決手段】先行溶接をレーザ溶接、後行溶接をガスメタルアーク溶接とし、レーザ溶接による溶融池が凝固する前に、溶融池にガスメタルアーク溶接のアーク放電を行う。レーザ溶接におけるレーザのビーム径D(mm)、レーザ出力P(W)および溶接速度V(m/min)は次式を満足する。 120<P/(S・V2)<170ここでS=π(D/2)2はレーザビーム照射面積。
(もっと読む)
溶接装置
【課題】 接合長さの長い突き合わせ部をハイブリット溶接する場合でも、プラズマアークを安定させて良好な接合部を得ることができる溶接装置を提供すること。
【解決手段】 ベース23に埋設した下部電極21上に2枚の被溶接部材80をその板端を付き合わせた状態で載置し、該被溶接部材80を、その上面をクランプ30により押さえて下部電極21上に固定し、突き合わせ部81の溶接線83に沿って溶接ヘッド40を走行させることにより、突き合わせ部81を溶接する溶接装置であって、下部電極21が溶接線83に平行で該溶接線83の下側に所定幅の間隙をもって互いに対向するように配置されており、ベース23が、その上角凹部に下部電極21を絶縁材25を介して保持し、溶接線83の下側で所定幅の間隙Kで離間するように配置されている溶接装置において、離間した下部電極21の、溶接ヘッド40の走行開始側の端面51を導電材211で連結した。
(もっと読む)
溶接トーチ、溶接ヘッド、ガスノズルおよび接触パイプ並びに溶接後工程の制御方法
本発明は、シングルまたはマルチワイヤの溶接トーチ6、より具体的には、レーザ複合式のシングルまたはマルチワイヤの溶接トーチ6に関し、溶接トーチ6は、溶接装置にホースパックを介して接続され、トーチハンドル、筒状の溶接トーチハウジング、接触ハウジング、接触チューブ20a,20bおよびガスノズル2のようないくつかの構成要素からなり、接触チューブ20a,20bおよびガスノズル2を受け入れる内部挿入物28が溶接トーチハウジングの端部領域に取り付けられている。少なくとも部分的に柔軟な材料からなる固定部材30が、内部挿入物28またはハウジング2の上に配置され、必要に応じ、内部挿入物28とガスノズル2との間の、特に気密な接続を引き起こす。この接続は、固定部材の空間的膨張によって達成され得る。ロボット溶接システム、溶接トーチ6用のガスノズルキャップおよびガスノズル2のプロセス制御の方法も開示されている。 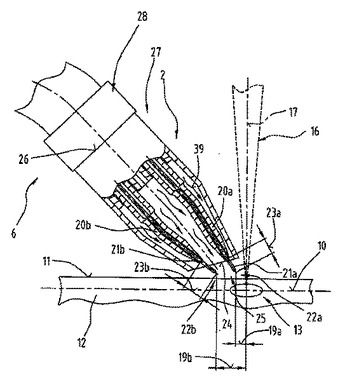 (もっと読む)
(もっと読む)
ハイブリッド溶接装置、並びに、ハイブリッド溶接装置の画像処理方法および画像処理プログラム
【課題】 従来、ハイブリッド溶接装置における画像処理は十分なものとは言えず、高精度の溶接制御を行うことが困難であった。
【解決手段】 第1の溶接と第2の溶接を組み合わせて行うハイブリッド溶接装置であって、被溶接材の画像を取り込む画像取り込み手段3,41と、該画像取り込み手段により取り込まれた複数の画像を積算平滑化処理する画像処理手段42と、該画像処理手段により処理された画像に従って、前記第1の溶接および前記第2の溶接を制御する溶接制御手段と、を備えるように構成する。
(もっと読む)
レーザ・アークハイブリッド溶接方法
【目的】 レーザによる蒸発が多い鋼板や亜鉛メッキ鋼板や各種アルミニウム合金、その他不純物元素の多い鋼板をレーザ・アークハイブリッド溶接するに際し、アークとレーザにより形成されるレーザプルームとの相互作用によって生じるマイナス効果を確実に防止できる溶接方法を提供する。
【構成】 パルスアークの近傍にレーザを照射するレーザ・アークハイブリッド溶接において、アーク電流およびアーク電圧と同期してレーザ出力を変動させるとともに、アーク出力がベース出力からピーク出力に変化する時点よりあらかじめ設定した遅延した時点にレーザ出力をピーク出力からベース出力に変化させる。
(もっと読む)
81 - 100 / 120
[ Back to top ]