
Fターム[4E068BC01]の内容
Fターム[4E068BC01]に分類される特許
101 - 120 / 120
溶接装置および溶接方法
【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材100間の隙間量tを測定する電流供給装置30、制御装置40および力測定部50と、測定した隙間量tが適正値になるように、隙間量tを増大または低減して、隙間量tを矯正する加圧部60およびコイル62と、隙間量tが矯正された金属材100上にレーザ光を集光して照射するレーザ光照射部20と、を有する溶接装置10。
(もっと読む)
レーザ加工ヘッド

【課題】レーザ加工ヘッドを大型化することなく、被加工部の状態等をモニタリングできるようにしたレーザ加工ヘッドを提供する。
【解決手段】平行レーザ光L11にしたレーザ光L10を反射ミラー113,114により2分割し、この分割レーザ光L12a,L12bを集光レンズ群115にて被加工部Wに集光させることによりレーザ溶接を行うにあたって、集光レンズ群115により捕らえられた溶接部の光学像をイメージセンサ131上に結像する。ガイド光源132からスリット光を溶接開先に照射すると、画像処理装置140ではスリット光が溶接開先を横断する状態の画像を認識でき、溶接開先位置の認識もできる。また、イメージセンサの代わりに、プラズマの光や溶融金属の発する光を受光できるセンサを配置すれば、発光状態の認知もできる。
(もっと読む)
レーザアーク複合溶接の制御方法
【課題】レーザ・アーク複合溶接の安定化を図るため、複合溶接特有のパラメータであるLA距離を適正値に制御することができるレーザ・アーク複合溶接の制御方法を提供する。
【解決手段】レーザ照射ヘッドおよびアーク溶接トーチを溶接線上に直列に配置し、溶接線上のレーザ照射点とアーク発生点間の距離を制御するレーザ・アーク複合溶接の制御方法において、アーク溶接の電流値と、アーク溶接の電圧波形から求められる単位時間当たりの短絡回数をそれぞれ測定し、前記電流値が目標とする電流値よりも小さい場合は前記距離を拡大し、前記電流値が目標とする電流値よりも高い場合で、かつ、前記短絡回数が目標とする短絡回数よりも小さい場合は前記距離を短縮し、レーザ照射点とアーク発生点間の距離が適正範囲内となるように制御する。
(もっと読む)
レーザ溶接を用いた異材の接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックスを使用せずに、複合溶接することができ、容易かつ高強度に異材同士を接合することができる異材接合方法を提供する。
【解決手段】 先行して重ね部3近傍の鋼板1の表面にCO2、YAG、半導体等のレーザ光を照射して重ね部3近傍の鋼板1の表面を第1熱源10により加熱すると、レーザ光による熱集中型の加熱によって、被覆層4のみが溶融して溶融部12が形成される。その直後、後行のレーザ光、MIG溶接、TIG溶接、プラズマ溶接等の第2熱源11を主にアルミニウム系板2に付与する。これにより、アルミニウム系板が部分的に溶融し、溶融部が形成され、先行レーザ加熱により鋼板の表面に形成された亜鉛系被覆層の溶融部との相乗効果により、亜鉛系被覆層が広い範囲で溶融し、結果として安定した品質の異材接合継手を容易に得ることができる。
(もっと読む)
レーザとマグアークによる複合溶接方法
【課題】 本発明は、高速で溶接しても耐ギャップ性に優れ、溶接品質の向上を図ることができるレーザとマグアークによる複合溶接方法の提供を目的とする。
【解決手段】 本発明は、レーザと消耗電極式アーク溶接とを併用するレーザとマグアークによる複合溶接方法において、アークを先行させ、レーザを後行させ、レーザとアークを同一溶接線上に配置させながら溶接することを特徴とする。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】 補剛材の溶接品質の向上を図り且つ疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】 鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先のルート部(26)にレーザー溶接を施工するとともに、拡開部(28)にアーク溶接を施工するようにした。
(もっと読む)
押出し中空型材及びその型材によって形成された鉄道車両構体
【課題】 軽量な継ぎ手構造を有する押出し中空型材及びその型材によって形成された鉄道車両構体を提供すること。
【解決手段】 第1面板11と第2面板12との間に複数の斜面板13を介在させて複数の貫通孔が平行に形成されたものであり、その貫通孔に直交する幅方向に嵌合させて他のものと接合可能にしたものであって、第1面板11と第2面板12とが開いた状態の開状端部であるか、第1面板11と第2面板12とが支持板15によって閉じた状態の閉状端部であって、押出し中空型材1L,1R同士を幅方向に並べて一方の開状端部に他方の閉状端部を差し込むようにして嵌合させた場合、支持板15が開状端部側に入り込むようにし、接合箇所となる第1面板11同士の突き当て部分と第2面板12同士の突き当て部分との位置がずれるようにした押出し中空型材1。
(もっと読む)
複合溶接装置およびその方法
【課題】被溶接材間の隙間量が変化する場合であっても、ポロシティの発生および未溶着の発生を低減および防止する。
【解決手段】
複合溶接装置100は、重ね合わされた被溶接材201,202上にレーザ光を集光して照射するレーザ光照射部110と、供給された溶接ワイヤ121と被溶接材201,202との間にアークを発生させるトーチ部120と、溶接の実行中に、レーザ光の照射位置113と溶接ワイヤ121の端部位置124とを近接離間させる駆動部130と、を有する。検出部140がポロシティおよび未溶着の発生を検出し、制御装置150は、検出部140の検出結果によって、駆動部130を制御する。
(もっと読む)
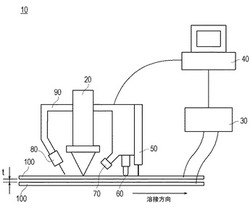
溶接装置および溶接方法
【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材60上にレーザ光12、14を集光して照射するレーザ光照射部20と、負極から金属材60との間にアークを発生させて、レーザ光12と共に、金属材60を溶融する負極溶接トーチ30と、正極から金属材60との間にアークを発生させて、レーザ光14と共に、金属材60を溶融する正極溶接トーチ40と、正極溶接トーチ30による金属材60の溶融時に供給されるワイヤ42と、を有し、負極溶接トーチ30により金属材60を溶融する際に、金属材60が蒸発してできた金属蒸気が溶融金属68外部に誘導される溶接装置10。
(もっと読む)
溶接トーチに従ってレーザユニットを制御するレーザ・アーク複合溶接のための装置と方法
本発明は、レーザ・アーク複合溶接方法並びに、レーザビーム(3)を発生するレーザユニット(2)と、アーク(5)を発生する溶接トーチ(4)と、レーザユニット(2)用の給電ユニット(6)と、溶接トーチ(4)用の給電ユニット(7)とを備えるレーザ・アーク複合溶接装置(1)に関する。エネルギーバランスを最適化すると共に、レーザ・アーク複合溶接法を夫々の条件に適合させるために、溶接トーチ(4)に従ってレーザユニット(2)を制御する制御装置(14)が設けられる。レーザ出力(PLaser)は、アーク出力(PArc)に適合させられると共に、閉制御回路によって制御される。 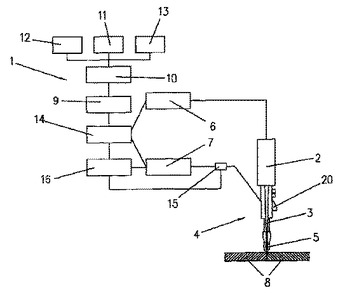 (もっと読む)
(もっと読む)
レーザ照射アーク溶接方法
【課題】レーザ光が被溶接物に反射して、反射光が溶接トーチに照射されることが無いレーザ照射アーク溶接方法を提供する。
【解決手段】被溶接物の溶接個所にレーザ発振器から出力されたレーザ光を照射してガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、レーザ光がアークに先行又は後行し、レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも前進角又は後退角であり、レーザ発振器がファイバーレーザであるレーザ照射アーク溶接方法である。
(もっと読む)
高いワイヤスピードでのレーザー/MIGハイブリッド溶接方法。
【課題】高いワイヤスピードを使用するレーザー/MIGハイブリッド溶接方法を提供する。
【解決手段】溶接し合わせようとするエッジ間に設けられる開先の少なくとも一部を、少なくとも1つのフィラーワイヤ2の形態で供給される溶融金属をそこに堆積することにより充填し、互いに併用される電気アーク6およびレーザービーム1を用いてフィラーワイヤを溶融するレーザー/MIGハイブリッド溶接方法であって、溶接を少なくとも2m/minの溶接速度で行い;フィラーワイヤ供給速度は少なくとも20m/minであり;かつフィラーワイヤ直径は1.2mm未満である方法。
(もっと読む)
レーザとアークのハイブリッド溶接方法
【課題】 ガスシールドメタルアーク溶接とレーザのハイブリッド溶接において、スパッタの発生を抑制し、高速溶接を行っても安定したビード幅を得ることが可能なレーザとアークのハイブリッド溶接方法を提供する。
【解決手段】 レーザ溶接と消耗電極式アーク溶接とを同一箇所で同時に実施するレーザとアークのハイブリッド溶接法において、シールドガスとして、酸素ガス(O2)を少なくとも2体積%含み、かつ、酸素ガスと二酸化炭素ガス(CO2)との合計が6体積%以上であり、かつ、二酸化炭素ガスが10体積%以下であり、残部は実質的に不活性ガス、または不活性ガスと水素ガス(H2)との混合ガス、または不活性ガスと窒素ガス(N2)との混合ガス、または不活性ガスと水素ガスと窒素ガスとの混合ガス、からなるガスを用いる。
(もっと読む)
ハイブリッドレーザ溶接機
【課題】 ハイブリッドレーザ溶接機において、保護ガラスの汚れを少なくすると共に溶接用シールドガスへの影響を小さくすることが可能なコンパクトなダクト形状を提案する。
【解決手段】 ハイブリッドレーザ溶接機はレーザ加工用ヘッド1と溶接トーチ4から構成される。レーザ加工用ヘッドはレーザ発振機(図示せず)よりのレーザ光をレンズ光学系2で集光して被加工物3に照射することにより被加工物3の溶接を行う。レンズ光学系2の下部には保護ガラス7が設置されている。また光路を横切る方向へ気体を噴出するエアーノズル5を前記集光手段と被加工物の間に配置し、かつ、エアーノズルから噴出した気体を排気する排気ダクト6をエアーノズル5と対向して配置する。
(もっと読む)
レーザ光とアーク放電を用いた溶融加工装置
【課題】レーザ光とアーク放電を用いた最適な溶融を可能とするレーザ光とアーク放電を用いた溶融加工装置を提供する。
【解決手段】筒状のケース100内部に、レーザ光を光学系を介して絞り込んでワークW上に焦光、照射し、このレーザ光系の光軸と略同軸位置関係で、ワークWに対向する位置に配設され、アーク放電のための高電圧が供給される電極500が備え、レーザ光の照射によりワークを溶融させた状態でアーク放電による溶融、加工を行う。ケース100の下方に、レーザ光の光路方向と略同一方向の斜面を備え、この斜面に電極500が取り外し配設固定される電極ガイド300がケース100に取り外し可能に取り付けられている。
(もっと読む)
レーザ・アーク複合溶接用ソリッドワイヤ及びレーザ・アーク複合溶接方法
【課題】 本発明はかかる問題点に鑑みてなされたものであって、亜鉛めっき鋼板に対して高速ですみ肉溶接を行っても、ビード形状が良好であり、スパッタ、ピット及びブローホールの発生を抑制して健全な溶接部を形成することができるレーザ・アーク複合溶接用ソリッドワイヤ及びレーザ・アーク複合溶接方法を提供する。
【解決手段】 溶接ワイヤ5の組成を、炭素(C)を0.01乃至0.13質量%、シリコン(Si)を0.1乃至1.2質量%、マンガン(Mn)を0.5乃至2.5質量%含有し、更に、アルミニウム(Al)、チタン(Ti)及びジルコニウム(Zr)からなる群から選択された1種又は2種以上の成分を合計で0.3質量%以下含有し、残部がFe及び不可避的不純物からなる組成とする。そして、比(Si/Mn)の値を0.2より大きく1.5未満とし、下記数式を満足させる。
4.5<Si+2.3Mn+5(Ti+Al+Zr)<7.0
(もっと読む)
レーザ照射を伴うアーク溶接のアーク開始方法、該方法を行なう溶接装置及び制御装置
【課題】ハイブリッド溶接において、溶け落ちを防止しつつアーク開始を確実に起きない、溶接品質を向上させる。
【解決手段】ロボット制御装置から、レーザ照射開始指令が、アーク発生前のレーザパワー指令条件とともにレーザ発振機に対して指令される。アーク発生前のレーザパワー指令は、入熱量を抑えるもので、(*1)〜(*3)の中から母材材質、厚さ等の条件に応じて選択する。アーク溶接開始指令は、溶接電圧、ワイヤ送給速度指令とともに、アーク溶接電源に対して指令される。アーク溶接指令がなされ、ワイヤが母材に接触するまでは、無付加電圧となる。また、ワイヤ送給速度はアークが発生するまでは遅く指令される。
ワイヤが母材に接触し、アークが発生するとそれが検出され、レーザパワー指令条件が加工用の条件に変更される。
(もっと読む)
被覆鋼板の重ね溶融溶接方法
【課題】面倒かつ困難な隙間管理をすることなく、溶接時に被覆鋼板間の被覆材料がガス化することに起因するブローホール等の溶接欠陥を抑制する。
【解決手段】Znめっき鋼板1の重ね溶融溶接方法において、低融点溶加材としてのCu系溶加材4を溶融池7中に混入させる。これにより、溶融池7内の外周域であって両鋼板1、1間のZnめっき層2、2に接する部位における温度をZnの沸点以下とする。この溶融池7の最外周に接するZnめっき層のZnは溶融するのみで沸騰することがない。このため、両鋼板1、1間のZnめっき層2がガス化して発生するガス量を低減させて、溶融池7内に侵入するガス量を低減させることができる。また、溶融池7が素早く凝固して形成された溶接部6が溶融池7内のZn蒸気の行く手を阻むため、Zn蒸気が溶融池7内に滞留することなく溶融池7を素早く抜け出る。
(もっと読む)
プラズマとレーザーを用いた連続的な突き合せ溶接方法及びこれを用いた金属管製造方法
プラズマとレーザーとを用いた連続的な突き合せ溶接方法及びこれを用いた金属管の製造方法が開示される。本発明の溶接方法は、突き合せ間隔が非常に狭い被溶接材に対してレーザー溶接とプラズマ溶接を共に施し、特にプラズマをレーザーに先行させてプラズマにより被溶接材を予熱した後、レーザービームにより母材を溶融させて主溶接を行う。また、金属板材を断面円形に曲げて両側部を互いに対向させ、この対向する両側部を上述した溶接方法によって溶接することで金属管を製造する。本発明の溶接方法及び金属管の製造方法によれば、溶接速度及び金属管の生産性が著しく向上する。 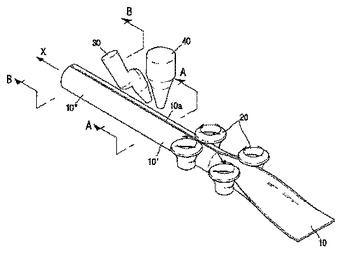 (もっと読む)
(もっと読む)
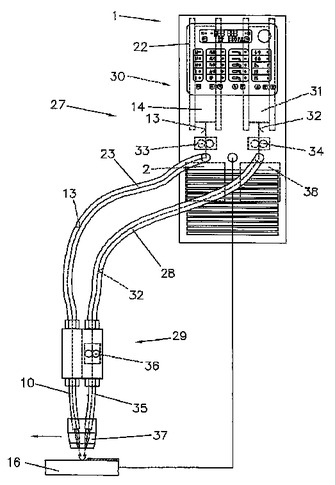
溶接ユニットおよび少なくとも2つの別個の溶接プロセスを組合せた溶接方法
本発明は、チューブ群(23,28)により接続可能な溶接トーチユニット(29)を持つ溶接装置(1)を備える溶接ユニット(27)に関する。溶接装置(1)には、少なくとも1つの制御装置(4)と、溶接電源(2)と、任意であるワイヤ供給ユニット(3)とが配置される。溶接トーチユニット(29)は、少なくとも2つの独立した別々の溶接プロセスを実行するように、少なくとも2つの別個の溶接バーナー(10,35)を備える。さらに本発明は、少なくとも別個の溶接プロセスが組み合わせ可能な溶接方法に関する。本発明によれば、こうした溶接ユニット(27)および溶接方法は、ワークピース(16)への追加の材料および、熱またはエネルギー供給の導入量が可能な限り互いに独立に調整可能であり、第1溶接バーナー(10)は、ある溶接プロセスを実行するように構成され、少なくとも第2溶接バーナー(35)は、溶接ロッド(32)の前後移動を伴う冷間金属トランスファー溶接プロセスを実行するように構成され、少なくとも2つの溶接バーナー(10,35)を用いて実行される溶接プロセスは同期している。
 (もっと読む)
(もっと読む)
101 - 120 / 120
[ Back to top ]