
Fターム[4E068BD00]の内容
レーザ加工 (34,456) | 板状体溶接 (112)
Fターム[4E068BD00]の下位に属するFターム
Fターム[4E068BD00]に分類される特許
1 - 20 / 68
金属容器の溶接方法、金属容器、蓄電素子及び蓄電モジュール
【課題】 金属容器を精度良く溶接する。
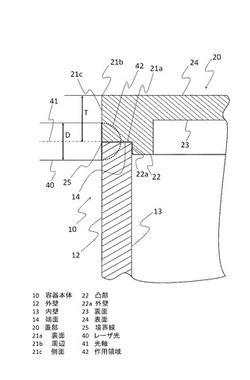
【解決手段】 開口11を有する容器本体10と開口11を塞ぐ蓋部20とを有し、容器本体10と蓋部20との当接部分が側面に境界線25として露出している、例えば非電解質二次電池の電池容器として実施される金属容器の溶接方法であって、当接部分にレーザ光40を照射することにより溶接する工程を備え、レーザ光40の有効直径は、蓋部10の側壁の厚みTの2倍未満である、金属容器の溶接方法。
(もっと読む)
鉄道車両用構体

【課題】シアプレートを接合することなく吹寄部の強度を高めた鉄道車両用構体を提供すること。
【解決手段】側構体、屋根構体、妻構体および台枠が接合され、側構体は、車体長手方向に分割された複数のブロックの接合により構成されたものであって、側構体を構成する窓ブロック20は、幕板パネル21、吹寄パネル22および腰板パネル23がそれぞれ端面同士を突き合わせた接合部がレーザ溶接され、吹寄パネル22は、当該窓ブロック20に形成される窓開口部の窓隅部Rを含むものであり、幕板パネル21および腰板パネル23よりも高強度の板材により形成されるようにした鉄道車両用構体。
(もっと読む)
ブームとブームの溶接方法
【課題】筒体の捩れや歪が少ないブームを提供することを目的とする。また、歪の発生が少なくてすむブーム溶接方法を提供する。
【解決手段】複数枚の鋼板1,2を溶接して断面筒形の筒体に形成し、かつ筒体の表面に補強板3〜6を取り付けたブームであって、筒体と補強板との接合部分が、アーク溶接法a1とレーザ溶接Rからなるハイブリッド溶接Hで溶接されている。アーク溶接法a1で筒体と補強板の接合部を溶融して、母材の溶融金属量に溶加材の溶融金属量を加えておき、次いでレーザ溶接Rで加熱すれば、溶融金属を接合部の深さ方向に溶け込ませるので、補強板を確実に溶接により接合することができる。しかも、レーザ溶接法Rは入熱が少ないので、溶接後のブームに捩れや歪が生じにくい。このため、多段入れ子式ブームにおける多段ブーム間の寸法差を小さくできるので、先端側のブームの断面寸法を大きくし剛性を向上させることができる。
(もっと読む)
レーザー加工方法及び装置
【課題】 加工部に変色なく且つ安定した加工を可能とする。
【解決手段】レーザー発信器3から発信されるレーザー光を走査エリア12内で走査しフレーム・サスペンション27の加工部にfシーター・レンズ7により垂直に当ててスポット溶接するレーザー加工方法であって、レーザー光の透過をガラス板9aから可能にしつつ走査エリア12上をチャンバ―部9により閉じ空間として覆い、配管21によってガス供給源から供給される窒素又はアルゴンを、ガス供給部11のバルブ15,17,19により走査エリア12に沿って扇状又は並列線状に噴出させ、閉じ空間の正圧を維持しながら排気部13の孔13a,13bから内部の窒素又はアルゴンを排気することができることを特徴とする。
(もっと読む)
銅板のへり溶接方法
【課題】レーザ光を照射することで確実にへり溶接することができる銅板の溶接方法を提供する。
【解決手段】0.5〜3.0mmの板厚の銅板1,1の表面のへり溶接部3に、溝深さが0.5mm以下の凹溝4が、前記端面と成す角度が30〜90°の方向に0.2〜0.5mmピッチで形成された開先面6を設けると共に、前記へり溶接部における、凹溝4空間と残る銅板部7の体積比を「凹溝4空間の体積」/「銅板部7の体積」=10〜80%とし、レーザ出力:1000〜4000W、溶接速度:1000〜6000mm/minのレーザ溶接条件で、フィラーワイヤを供給せずに前記銅板1,1のへり溶接部3,3相互をレーザ溶接する。
(もっと読む)
真空断熱容器及びその製造方法
【課題】溶接部を有する真空断熱容器の基本構造を一旦組み立てた後に、溶接部の気密性に欠陥が見つかって真空状態を維持できない場合、或いは溶接部に後から欠陥が生じて真空状態を維持できなくなった場合にも、溶接部を容易に補修することができる真空断熱容器を提供する。
【解決手段】内容器と外容器とで容器本体を形成し、内容器と外容器との間に設けられる内部空間を真空にし、この内部空間を気密にする所要の溶接部を、容器本体の内部空間に対して逆側に露出する部位に設ける真空断熱容器であり、例えば内容器の底板22と別体の第二側壁24の下端部に内側方に向かって屈曲する折曲部241を形成し、折曲部241を底板22の縁近傍における底板22上に載置し、折曲部241の先端と底板22とを溶接して溶接部W1を形成する。
(もっと読む)
鉄道車両用台車の製造方法
【課題】溶接のワンサイドアクセスを実現し、台車を構成する各部材の組み立てを簡単かつ精度良く行なうことができる鉄道車両用台車の製造方法を提供する。
【解決手段】この鉄道車両用台車の製造方法では、側梁2の上面部分及び横梁4の上面部分が一体となった略H形状の上面部材11と、側梁2の底面部分及び横梁の底面部分が一体となった略H形状の底面部材12とを用意し、上面部材11及び底面部材12に対して側面部材13〜17をレーザ溶接で接合して側梁2及び横梁4を形成する。この方法では、接合線を台車1の上面側及び底面側にのみ存在させることができるので、中間接合体24を反転させることで溶接のワンサイドアクセスを実現でき、台車1の組み立てが簡単となる。また、レーザ溶接を用いることで、入熱範囲が局所的に絞られ、熱変形が抑えられるので、組み立て精度の向上も図られる。
(もっと読む)
アルミニウム溶接構造体
【課題】溶接割れを防止できると共に、強度及び曲げ等の高い継手性能を有するアルミニウム溶接構造体を提供する。
【解決手段】アルミニウム合金材同士を溶加材を使用しないで溶融溶接することにより得られたアルミニウム溶接構造体において、前記アルミニウム合金材の組成が、Si:4.0乃至5.0質量%、Cu:0.6乃至1.10質量%、Mg:0.5乃至1.5質量%、Mn:0.3乃至0.5質量%を含有し、残部がAl及び不可避的不純物からなる。また、Al−Cu系合金材同士を溶加材を使用して溶融溶接することにより得られたアルミニウム溶接構造体において、溶接ビードが、上記組成を有する。
(もっと読む)
溶接積層装置、該装置の製造方法及び使用方法
本発明は、低温溶接を使用した積層装置の溶接方法に関するものである。また、該積層装置内におけるシートの蝋付けコアブロックを破壊しない溶接部を有する積層装置も記載する。また、該装置を保守するための溶接部を有する新規積層装置も記載する。  (もっと読む)
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
接合方法および接合装置
【課題】接合対象部分に隙間があっても、内部に混入するスパッタを皆無にし、クラック、ポロシティなどの溶接欠陥を皆無にする一方で、周辺への熱影響が小さく、高速で接合する接合方法を提供する。
【解決手段】接合方法は、低輝度レーザ光101aの照射領域内の第1部材110に第1高輝度レーザ光101bを照射して、低輝度レーザ光101aの照射領域内の第2部材120に第2高輝度レーザ光101cを照射した状態で、重畳レーザ光101を隙間130に沿って移動させながら、重畳レーザ光101で隙間周辺140の第1部材110と第2部材120とを溶融させて、第1部材110の溶融物と第2部材120の溶融物とで隙間130を埋めて、第1部材110と第2部材120とを接合する。
(もっと読む)
レーザー溶接方法及び接合体
【課題】レーザー溶接による金属板と金属箔体の接合で生じる金属板の反りを抑制することが可能なレーザー溶接方法を提供する。
【解決手段】金属板と金属箔体を接合するレーザー溶接方法において、前記金属板の中心部から放射状の二本以上の溝を前記金属板の表面および裏面の互いに重ならない位置に形成する工程と、前記金属板の表面と前記金属箔体の端部とを接触させ、前記裏金属板面の表面をレーザー光で溶融する工程と、前記金属板と前記金属箔体とを接合する工程と、を含むレーザー溶接方法。
(もっと読む)
レーザー溶接におけるフィラーワイヤ供給装置及び供給方法
【課題】レーザー溶接状態に悪影響を与えることなく、フィラーワイヤの溶融を良好に行うことが可能なフィラーワイヤ供給装置及び供給方法を提供する。
【解決手段】フィラーワイヤ供給装置3は、フィラーワイヤXを加熱するフィラーワイヤ加熱装置6を有する。加熱装置6は、フィラーワイヤXの端部近傍部分に接触するローラ51Aと、金属板W1,W2に接触するクランプ5と、ローラ51Aとクランプ5との間にフィラーワイヤX及び金属板W1,W2を介して通電する通電装置30と、ローラ51AとフィラーワイヤXの端部との間の距離が変化するように、ローラ51AをフィラーワイヤXへの接触を保った状態で移動させる移動機構60とを備える。
(もっと読む)
レーザ溶接性に優れた電池ケース蓋用アルミニウム合金板
【課題】レーザ溶接時、同じ入熱量で従来の純アルミニウム系材料よりも溶け込み深さを大きくすることができる電池ケース蓋用アルミニウム合金板を提供すること。
【解決手段】Si:0.3〜2.0%(質量%、以下同じ)、Fe:0.5〜1.5%を含有し、さらに、In:0.01〜0.05%、Bi:0.05〜0.20%、Sn:0.01〜0.05%の1種または2種以上を含有し、残部がAlおよび不可避的不純物からなる。さらに、Ti:0.005〜0.15%、B:5〜500ppmを含有していることが好ましい。
(もっと読む)
レーザ狭開先溶接装置および溶接方法
【課題】厚板のレーザ狭開先溶接において、溶接ビードと開先側壁との間に生じる融合不良を防止し、溶加材が開先の側壁に接触して溶着し次層以降の溶接において溶加材の送給不具合や融合不良が生じることを抑制する。
【解決手段】狭開先内に固形溶加材を送給しながらレーザ光を溶接進行方向に走査して溶接を行うレーザ狭開先溶接に用いる溶接装置及び溶接方法であって、レーザ光の照射位置を開先の底部で所定の振幅で周期的に揺動させる機構を有したレーザ光照射ヘッドと、該レーザ光によって開先の底部に形成される溶融プールに固形溶加材を供給し、検出した固形溶加材の先端位置が常に開先の中央にあるように前記レーザ光照射ヘッドの動作とは独立して送給位置の調整を行う固形溶加材供給部を有する溶加材制御装置を備えた狭開先溶接装置および溶接方法を提供する。
(もっと読む)
レーザー溶接方法
【課題】向かい合わせて配置された溶接部材のレーザー溶接に際し、レーザーの照射位置の位置ずれに伴って生じ得る溶接品質の低下を好適に防止するとともに、位置ずれ防止対策に伴う作業遅延、および作業コストを低減し得るレーザー溶接方法を提供する。
【解決手段】レーザー溶接方法は、第1と第2の溶接部材を、レーザーを照射するレーザー加工ヘッドの側から、第1と第2の溶接部材が向かい合って溶接される溶接部の側に向けて、第1と第2の溶接部材の間の隙間が小さくなるように向かい合わせて配置する工程(ステップ11〜ステップ13)と、レーザー加工ヘッドから隙間が小さくなる方向に向けてレーザーを照射するとともに第1と第2の溶接部材が向かい合う内壁面によってレーザーを反射させて溶接部に案内する照射工程(ステップ14)と、を有している。
(もっと読む)
レーザ溶接装置、およびレーザ溶接方法
【課題】溶接部に発生したエッジ部に対してレーザを照射して除去し、その存在を無くすことによって、エッジ部が存在することによって招かれる溶接部材の品質の低下を防止するレーザ溶接装置、およびレーザ溶接方法を提供する。
【解決手段】レーザ溶接装置100は、第1のレーザ照射部の動作を制御して溶接軌跡に沿ってレーザを照射するとともに、第2のレーザ照射部の動作を制御して溶接部230のエッジ部235、236に対してレーザを照射することによって、溶接部に発生したエッジ部を除去させる。
(もっと読む)
乗物シート用連結装置
【課題】リング部材と第一の連結部材を容易かつ確実に溶接し得る乗物シート用連結装置を提供する。
【解決手段】乗物シート用連結装置1であって、相対回転可能に重ねられる第一と第二の連結部材2,3と、第一と第二の連結部材2,3を回転軸方向に保持するためのリング部材4と、第一と第二の連結部材2,3を所定の相対角度でロックするためのロック機構用部材を有する。リング部材4は、第一と第二の連結部材2,3の外周面を覆うリング本体4aと、リング本体4aから第二の連結部材3の一側面に張出して第二の連結部材3が第一の連結部材2から軸方向に離れることを規制する規制部4bを有する。リング本体4aと第一の連結部材2は、軸方向成分と径方向成分とを有する斜めでかつ第二の連結部材3とロック機構用部材が位置しない経路に照射されたレーザBによって溶接される。
(もっと読む)
金属部材の接合方法
【課題】異種金属部材の被接合部の境界部での部位毎の熱履歴の発生を防止することにより、接合強度を向上させることができる金属部材の接合方法を提供する。
【解決手段】溶融Zn系ろう材3が、レーザビーム102による直接照射で蒸発するとともに、Fe系金属部材1およびAl系金属部材2の被接合部の溶融が開始され、そこにキーホール5が形成される。キーホール5の形成は、蒸発したZn系ろう材3がキーホール5内に充満するように行う。被溶接部の加熱中、キーホール5内でのレーザビーム102の多重反射によって、キーホール5の上側から下側までの全表面が略均一に加熱される。被溶接部の加熱後、キーホール5内に入り込む溶融材料6は、キーホール5内の全表面と一様に反応することができる。
(もっと読む)
自動車に用いる亜鉛めっきの金属薄板の中空体を製造する方法
本発明は、亜鉛めっきの金属薄板の中空体(10)を製造する方法であって、中空体(10)は、第2の金属薄板パネル(14)とともに組み立てられた少なくとも1つの第1の金属薄板パネル(12)を含み、前記第1のパネル(12)は、平行な端部(18)に対して垂直であり、曲率半径部(20)によって接続された主要部(16)を含み、前記方法は、少なくとも1つのレーザ溶接ステップを含み、その間、第1のパネル(12)は、所定の間隙(J)を設けて、第2のパネル(14)にレーザ溶接される、方法であって、本発明は、少なくとも1つの事前配置ステップであって、その間、パネル(12、14)は間隙を設けずに互いの上面に設置されるステップを含み、レーザ溶接ステップの間、「透明」溶接を実施するために、レーザビーム(27)は、第1のパネル(12)と第2のパネル(14)との間の所定の間隙(J)に対応する第1のパネル(12)の曲率半径部(20)の領域に位置決めされることを特徴とする。 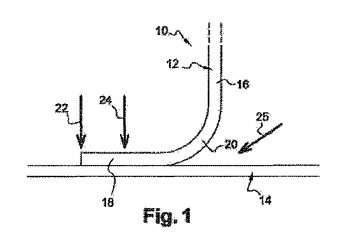 (もっと読む)
(もっと読む)
1 - 20 / 68
[ Back to top ]