
Fターム[4E068BE03]の内容
Fターム[4E068BE03]に分類される特許
1 - 20 / 28
アーク及びレーザーを用いた溶接方法と溶接装置
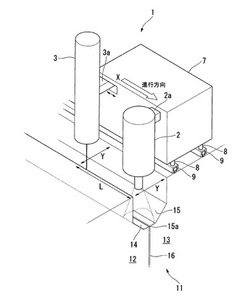
【課題】被溶接材の間隙のギャップの裕度が大きく、レーザー光の焦点位置をずらすことなく深溶け込み溶接を行える。
【解決手段】アーク及びレーザーによる溶接装置1は、アーク溶接器2とレーザー溶接器3を治具7で接続して走行可能に設けた。アーク溶接時に検知したアーク電流とアーク電圧の波形情報は、制御部の演算手段によって揺動する溶接ワイヤの調芯位置を演算し、アーク溶接器調芯手段によって調芯を行う。この波形情報に基づいてレーザー溶接器3を溶接位置に調芯すると共に焦点調整するレーザー溶接器調芯手段を設けた。アーク溶接の際、開先の底部に溶着金属を生成させる。溶着金属が凝固した後、溶着金属にレーザー光の焦点を合わせて再溶融させ、間隙の部分を深溶け込み溶接する。
(もっと読む)
厚鋼材のレーザ溶接方法

【課題】開先幅が極めて小さい場合においても、板厚が50mm以上の厚鋼材を安定的に多層レーザ溶接できる厚鋼材のレーザ溶接方法を提供する。
【解決手段】板厚が50乃至200mmの1対の厚鋼材1を突き合わせて配置し、この突き合わせ部を継手としてレーザ溶接する。突き合わせ部の開先10形状は、底部の幅Wgが1.5乃至3.5mmのV字開先又はY字開先である。溶接開始時における開先深さをXmm、溶接開始時における開先開口部の幅をYmmとしたときに、溶接開始時における開先開口部幅Yは、前記開先深さXに対して下記数式を満足する。そして、開先10の壁面12をガイドとして帯状の溶加材6を底部11に供給すると共に、開先の底部にレーザ光を照射して、開先内を多層レーザ溶接する。開先底部に照射するレーザ光は、その照射位置におけるレーザスポット径が1.0乃至2.5mmにデフォーカスされている。 (もっと読む)
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
レーザ溶接方法
【課題】高反射材からなる大型部材及び長尺部材の部材に簡便に適用でき、且つ、高能率且つ変形を抑制して高品質に溶接できるレーザ溶接方法を提供することを目的とする。
【解決手段】レーザ溶接方法は、金属材料からなる母材3と主成分が同一であり、且つ、母材3よりも体積を小さくした溶加材1を、母材3の被溶接部に供給する工程と、溶加材1を供給すると同時に、または、溶加材1を供給した後の少なくともいずれかのタイミングで、被溶接部にレーザ光2を照射する工程と、を備える。
(もっと読む)
溶接継手の製造方法
【課題】溶接品質を保ちつつルートギャップを確保するための突起部を低コストかつ短時間で形成することができる溶接継手の製造方法を提供する。
【解決手段】本発明に係る溶接継手の製造方法は、被溶接部材10の開先面10aに1または複数の突起部GTを形成する形成工程と、被溶接部材10の開先面10aと被溶接部材11の開先面11aとを対向させつつ、被溶接部材10と被溶接部材11との溶接を行う溶接工程と、を有する。形成工程において溶接によって溶材を盛ることで突起部GTを形成することが好ましく、または開先面10aに溶材を介在させることによって突起部を形成することが好ましい。
(もっと読む)
溶接金属部の靭性に優れたレーザビーム溶接継手
【課題】引張強度が780MPa以上の鋼材で溶接金属部の引張強度が780MPa以上、且つ靭性に優れたレーザビーム溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.006〜0.05%、Al:0.02%以下、B:0.001%以下、O:0.02〜0.05%、C:0.14%以下、Ti:0.05%以下、Al:0.02%以下、B:0.001%以下、O:0.02%以上、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%))が0.33〜0.53%の組成と、面積率で40%以上のアシキュラーフェライト相を含むミクロ組織を有し、レーザビーム溶接のシールドガスとして酸素供給ガスを含有するガスを用いたレーザビーム溶接継手。
(もっと読む)
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先
【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
レーザー溶接方法
【課題】レーザー溶接を行う場合は、溶接すべき両母材の突合部にギャップがあると、該ギャップをレーザービームが通り抜けてしまい(溶接不良となる)、両母材の突合部をギャップなしにするために両突合面を隙間なしに突合させるための加工(例えばI型継手加工)をするにはその加工が非常に面倒である。
【解決手段】2つの母材1,2の突合面11,21をレーザービームRにより溶接開始位置から溶接終了側に向けて順次連続して溶接するようにしたレーザー溶接方法Iおいて、2つの母材の突合面間にルートギャップSがある状態で、該ルートギャップSにおける溶接開始位置に溶可材3を充填し、その溶可材充填位置を溶接開始位置としてルートギャップSの全長をレーザービームRで連続的に溶接していくことにより、ルートギャップのある状態でも両母材の突合面を確実に溶接し得るようにしている。
(もっと読む)
高耐食性材料の溶接方法
【課題】オーステナイト系ステンレス鋼やニッケル基合金などの高耐食性材料に対し、高効率、高信頼性を有し、かつ溶融部近傍の粒径粗大化や偏析などの変質を抑制できる接合方法を提供する。
【解決手段】V形状の開先12を有し、高耐食性材料を用いた被溶接板材の母材10の内部から表面まで第一の溶接としてTIG溶接を施して溶融金属14を形成した後、溶接金属14の上に第二の溶接としてレーザ溶接を施す。
(もっと読む)
テーラードブランクおよびその製造方法
【課題】生産管理が容易で良好な溶接品質を確実に得ることができる、例えば厚板のテーラードブランクを提供する。
【解決手段】面ダレ角が5°以上である破断面およびせん断面により構成される端面を有する第1の鋼板19と、面ダレ角が5°以上である破断面およびせん断面により構成される端面を有する第2の鋼板20とを、それぞれの端面同士を突き合わせて突き合わせ面を形成し、高エネルギービームを照射することにより突き合わせ面を溶接してテーラードブランクを製造する。突き合わせ面は、第1の鋼板19におけるせん断面と、第2の鋼板20における破断面とが対向するとともに、突き合わせ面の長手方向の少なくとも1箇所以上において第1の鋼板19における破断面と第2の鋼板20における破断面とが接触して、形成される。
(もっと読む)
溶接方法および溶接装置
二つのエッジ部分(54a,54b)間に溶接シーム(52)を形成する溶接装置及び溶接法であり、前記エッジ部分(54a,54b)は、根本部分(58)及び傾斜部分(60)を有するY接合部を形成し、前記根本部分(58)は、ハイブリッドレーザー・アーク溶接ヘッド(2)によってプラズマ及び溶融金属の単一の相互作用域(24)にレーザービーム(10)及びアーク(22)をあてることを含むハイブリッドレーザー・アーク溶接法で溶接される。ハイブリッドレーザー・アーク溶接ヘッド(2)及びサブマージアーク溶接ヘッド(4)は、Y接合部を溶接するために、共通のキャリア機構(46,50)に配置される。 (もっと読む)
耐疲労特性に優れた高エネルギー密度ビーム溶接継手
【課題】超極厚(例えば、厚さ50mm超)の鋼板又は鋼管を、高エネルギー密度ビーム溶接で溶接する際、(i)溶接部に引張応力が残留しない施工条件を見いだし、(ii)ギガサイクル域の振動環境に、長期間耐える疲労特性有し、かつ、十分な破壊靱性を有する高エネルギー密度ビーム溶接継手を提供する。
【解決手段】一方の管継手部材に、他方の管継手部材を嵌合し、嵌合域に高エネルギー密度ビームを照射して溶接した溶接継手であって、上記嵌合域に、管継手部材の水平断面に対し傾斜し、かつ、管継手部材を周回する溶接部が形成されていることを特徴とする耐疲労特性に優れた高エネルギー密度ビーム溶接継手。
(もっと読む)
鋼板の突き合わせ開先位置の検出方法および装置
【課題】端部に「ダレ」を有している鋼板においても、正確にかつ安定して突き合わせ開先位置を検出する。
【解決手段】2枚の鋼板の突き合わせ部を、突き合わせ線が前記撮像装置の撮像面の水平軸方向となるようにして撮像する撮像工程と、撮像工程で取得された撮像画像から得た部分画像を、予め設定した閾値Tを用いて2値化画像を出力する2値化工程と、2値化画像において水平軸方向をx軸方向、垂直軸方向をy軸方向として、各画素座標(i、j)の2値化輝度値U´について、y軸方向の輝度差分値Vを、各iについて演算する工程イと、工程イで演算した輝度差分値Vをiについて積算して輝度差分射影値Wを演算する工程ロと、工程ロで演算した輝度差分射影値Wにおいてピークの画素位置を求めて、前記2枚の鋼板それぞれの突き合わせ開先位置として検出するピーク位置検出工程とを有する検出方法。
(もっと読む)
溶接部でのポロシティを防ぐためのワークピース及び溶接プロセス
【課題】溶接部ポロシティを低減又は排除するためのワークピース及び溶接プロセスを提供すること。
【解決手段】電子ビーム(700)又はレーザ(800)溶接のための物品(100)は、溶接表面(114)を有する第1のワークピース(102)を備え、該溶接表面(114)が、形成される溶接部(112)内でポロシティを低減するよう構成される。
(もっと読む)
鉄道車両構体の製造方法
【課題】部材の無駄を抑えつつ溶接部の仕上がりの均一性を維持できる鉄道車両構体の製造方法を提供する。
【解決手段】この鉄道車両構体の製造方法では、接合工程において、突き合わせ部分Pの端部を延長させる突出片21,22,23を外板に設けている。この方法によれば、溶接完了後に突出片21,22,23を外板から除去することにより、外板の突き合わせ部分Pが一定の出力でレーザの走査がなされる連続溶接部Wの中間部Wbのみで溶接された状態となるので、仕上がりの均一性を維持できる。また、突出片21,22,23上において、始端部Wa及び終端部Wcが中間部Wbの延長線L上から反れた状態となるように形成するので、溶接部を直線状に延長させる場合と比べて突出片21,22,23の長さを短くできる。したがって、部材の無駄を抑えられる。
(もっと読む)
ベント式シムビーム溶接プロセス
【課題】 2つの金属材料部材をビーム溶接するための方法及びシステムを提供する。
【解決手段】 本方法は、2つの金属材料部材間の溶接継手接合面に沿って第1のシムを配置し、2つの金属材料部材間の溶接継手接合面に沿って第1のシムから所定の距離に第2のシムを配置して、第1のシムと第2のシムの間に第1のベント経路を形成し、シムを用いて金属材料部材をビーム溶接して、ポロシティのない溶接部を形成することを含む。
(もっと読む)
ダブルスキンパネルのレーザ溶接継手
【課題】アンダーフィルを防止したダブルスキンパネルのレーザ溶接継手を提供すること。
【解決手段】押出中空形材の長尺なダブルスキンパネル同士を幅方向に突き合わせてレーザ溶接などによって接合するための第1面板101及び第2面板102の幅方向端部に形成されたものであって、端部リブ105と第1及び第2面板との交点部分に一対の継手部10A,10Bが構成され、一対の継手部には突起部11と、レーザの照射方向に重なる外側凸部13と内側凸部14が形成され、外側凸部13と内側凸部14との幅方向の嵌合が十分な場合にでも一対の継手部10A,10Bの突起部11の間には幅方向に隙間16があり、外側凸部13と内側凸部14との幅方向の嵌合が不十分な場合にでも外側凸部13と内側凸部14とがレーザ光の照射方向に重なり部分を有するダブルスキンパネルのレーザ溶接継手10。
(もっと読む)
中空形材の接合継手及び接合体
【課題】寸法精度を緩和させて生産コストを下げることが可能な中空形材の接合継手及び接合体を提供すること。
【解決手段】上面板41a,41bの接合端面45a,45bには傾斜した平面が形成され、その接合端面同士を突き合わせて摩擦攪拌接合する第1接合部と、他方の下面板42a,42bの接合端部を重ね合わせ、アーク溶接などによって接合する第2接合部とを有し、一方の中空形材40Aは、第1接合部の傾斜面が面外方向の外側を向いており、第2接合部の接合端部が面外方向の内側に位置し、他方の中空形材40Bは、第1接合部の傾斜面が面外方向の内側を向いており、第2接合部の接合端部が面外方向の外側に位置する中空形材の接合継手。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
レーザとアークの複合溶接装置及び方法
【課題】ポロシティ等の溶接欠陥の発生の無い高品質な溶接部を得ることができると共に、安定した溶接ビードを形成することができるレーザとアークを併用した複合溶接装置及び方法を提供する。
【解決手段】レーザ光の照射によって被溶接材の表面に細く深い溝状のキーホールを形成し、アーク熱源用の電極と被溶接材の間にアークを発生させることによって、被溶接材の表面に溶融池を形成する。キーホールと溶融池は接続される。キーホールは、レーザ用シールドガスによってシールドされ、溶融池は、アーク用シールドガスによってシールドされる。レーザ用シールドガスとアーク用シールドガスは異なるガスである。
(もっと読む)
1 - 20 / 28
[ Back to top ]