
Fターム[4E068BF00]の内容
レーザ加工 (34,456) | 重ね合せ溶接 (497)
Fターム[4E068BF00]の下位に属するFターム
Fターム[4E068BF00]に分類される特許
1 - 20 / 402
レーザ接合方法
熱交換器の製造方法および使用方法
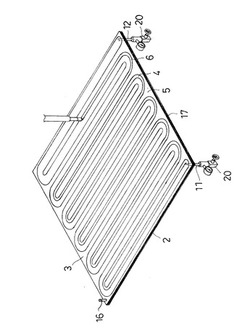
【課題】板材を重ね合わせて溶接後、所定領域に流体を圧入して膨出変形させて流路を形成する熱交換器の製造に際し、板材同士を容易で確実に溶接する。また、板材間からの真空引きや、膨出部への流体の圧入を、容易に行う。
【解決手段】周辺溶接工程では、複数の板材2,3を重ね合わせて外周端面において全周を溶接し、周辺溶接部17を形成する。その後の減圧工程では、板材の板面に予め設けておいた口部11,12から板材間の隙間に残る空気を外部へ吸引排出する。その後の内部溶接工程では、板材間の隙間を減圧保持した状態で、板材の板面において板材同士を溶接して内部溶接部6とし、膨出部とする部分4と非膨出部とする部分5とに分ける。その後の膨出工程では、膨出部とする部分4に流体を圧入して膨出変形させる。
(もっと読む)
ビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器

【課題】 金属箔同士をより確実にかつ容易に溶接することができるビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器を得る。
【解決手段】 第1の金属箔と、第1の金属箔上に重ねた第2の金属箔とを、支持台の互いに隣り合う主載せ面及び従載せ面のそれぞれに載せる金属箔積層工程と、従載せ面に載せられた第1及び第2の金属箔の部分を解放した状態で、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って密着させる密着工程と、密着工程後、所定の真空環境下で、電子ビームの集中照射によって第1及び第2の金属箔を加熱することにより、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って溶接しながら、従載せ面に載せられた第1及び第2の金属箔の部分を切り離す溶接溶断工程とを備える。
(もっと読む)
溶接用レーザ装置
【課題】二つの素材やパネルを相互接合するブレージング接合及びレーザ溶接を一つの装置で行うことができるようにして、製作原価を節減し、作業時間を短縮させて、生産性を向上させる溶接用レーザ装置を提供する。
【解決手段】装着フレーム、及び装着フレームの下部に取り付けられ、レーザ発振器から発振されるレーザビームのスポットサイズを可変して、レーザビームを素材の接合部に照射するように形成されたレーザオプティックヘッド、を含み、レーザオプティックヘッドにより可変するスポットサイズによって、ブレージング接合またはレーザ溶接が選択的に行われることを特徴とし、レーザオプティックヘッドから照射されるレーザビームに溶加材を供給して溶融させることによって、ブレージング接合が行われるようにするワイヤフィーダをさらに含む。
(もっと読む)
シート接合装置
【課題】光透過性、不透過性等の光学的特性の制限を受けることなく、任意の形状に、低い設備コストで、積層シートのシート同士を融着により接合する装置を提供する。
【解決手段】複数枚のシートが重ねられた積層シート7を周面に沿わせて送給する回転ロール2と、レーザ光Lの照射部分が発熱するとともに前記回転ロールの周面と前記積層シートとを密接させる回転ベルト(レーザ光吸収ベルト3)と、前記回転ベルト(レーザ光吸収ベルト3)にレーザ光Lを照射する照射部5と備え、前記レーザ光Lの照射により前記レーザ光吸収ベルト3で発熱した前記回転ベルト(レーザ光吸収ベルト3)の熱で前記積層シート7のシート同士を融着するシート接合装置1を提供する。
(もっと読む)
溶接方法
【課題】本発明は、溶接作業時におけるスペース効率が向上すると共に、溶接作業の効率が向上する溶接方法を提供する。
【解決手段】溶接方法であって、主吸引口15を有する吸着治具12に、主貫通孔19が形成された少なくとも一つの有孔被溶接物17を、主吸引口15と主貫通孔19とを対応させた姿勢で載置する工程と、有孔被溶接物17に更に閉塞被溶接物18を重ねて主吸引口15及び主貫通孔19を塞ぐ工程と、有孔被溶接物17に重ねられた閉塞被溶接物18を主吸引口15によって吸着した状態で、有孔被溶接物17と閉塞被溶接物18とを溶接する工程と、を実行する。
(もっと読む)
超短パルスレーザでの透明材料処理
【課題】透明材料をスクライビングないし溶接する方法を提供する。
【解決手段】透明材料をスクライブするため、材料を横切るレーザビームのシングルパスで多重スクライブ造作を創るために、超短レーザパルスを使用し、該スクライブ造作の少なくとも一つは材料の表面下に形成され、クリーンな割断を可能にする。透明材料を溶接するための方法は、局在化された加熱を通して接合を創り出すために、超短レーザパルスを使用する。超短パルス持続時間は、レーザ放射の非線形吸収を起こし、レーザの高繰り返し率は、材料内に熱のパルスからパルスへの蓄積を起こす。レーザは材料の界面近くに集光され、溶接されるための領域に高エネルギーフルーエンスを生成し、材料の残部への損傷を最小化し、きれいな溶接線を可能にする。
(もっと読む)
ハイブリッド直接製造のための方法及びシステム
【課題】
ハイブリッド直接製造のための方法を提供する。
【解決手段】
前記方法は、基材プラットフォーム上又は基板上に、材料の基盤を堆積させることを含む。基盤はそこに溶接される材料のブロック(モノリス)のための土台の役割を果たす。基盤が形成されると、材料のモノリス又はブロックが基盤に対して設置される。基盤は、基盤の境界と基盤上に溶接されるモノリスの境界とが一致するように形成される。次に、電子ビーム等の高エネルギービームを使用して、基盤にモノリスが溶接される。また、前記方法は、モノリス上又はモノリスの近傍に材料の層を堆積させることを含んでもよい。
(もっと読む)
鉄道車両の構体構造
【課題】簡単な骨構造で且つ部品数を低減して、縦骨と横骨とが均一な品質で安定的に接合された鉄道車両の構体構造を提供する。
【解決手段】外板Peの内側に、縦横に配した骨FMh、FMvを接合して構成される鉄道車両の側構体構造BSは、開口部D、Wを除き鉄道車両の長手方向に平行な第1の方向Dhに延在して配され、外板Peに溶接接合される第1の骨FMhと、第1の方向Dhに概ね垂直な第2の方向Dvに連続して配される外板Peに溶接接合される第2の骨FMvsとを備え、第2の骨FMvsは、第1の方向Dhに所定の長さだけ延在する平板状のガセット部Pgtが一体的に形成され、ガセット部Pgtがレーザー溶接Wlによって、第1の骨FMhに接合されている。
(もっと読む)
異種金属の接合方法
【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
レーザ溶接方法および溶接接合体
【課題】ポロシティの発生を防止して、溶接接合体の溶接品質を確保することができるレーザ溶接方法。
【解決手段】表面処理により表面層が形成された板材を含む複数の板材を重ね合わせたレーザ溶接方法であって、ガス排出孔55を形成する工程と、板材51,52を接合する工程とを有し、ガス排出孔55を形成する工程は、表面層が形成された板材51と他の板材52との合わせ面から外方に連通して、レーザ光60の照射により気化する表面層の気化ガスを排出するガス排出孔55を、合わせ面の少なくとも一方の側に重ねられる板材51に形成するとともに、当該ガス排出孔55に表面層の気化ガスを誘導する空間をなす突出部58を最外部の板材に形成する。板材51,52を接合する工程は、ガス排出孔55の近傍にレーザ光60を照射して、重ね合わされた複数の板材51,52を接合し、突出部58に沿ってレーザ光を移動させる。
(もっと読む)
ハイブリッド式溶接装置およびハイブリッド式溶接方法
【課題】 溶接工程中に溶接強度等の溶接品質管理が難しい。
【解決手段】 本発明になるハイブリッド式溶接方法は、基準値として、充分な溶接強度が得られたときの溶接電極間の溶接抵抗と溶接開始からの経過時間を設定し、抵抗溶接とレーザ溶接とを開始し、溶接工程中予め定められているタイミングで実際に溶接電極間に流れる溶接電流と溶接電極間の溶接電圧とを計測して、これらの値から算出された溶接抵抗と基準値とを比較し、基準値以下になったときに、この時の溶接開始からの経過時間が予め定められた経過時間の基準値を超えているときにレーザ溶接および抵抗溶接を終了する。また、ハイブリッド式溶接装置はこれらの基準値の設定・保存手段、計測手段、算出手段、および比較判断手段を備える。
(もっと読む)
継手強度に優れたレーザ溶接継手及びその製造方法
【課題】従来に比べ、継手強度に優れたレーザ溶接継手を得る。
【解決手段】Pの含有量[P]と、Sの含有量[S]が、[P]+5[S]≧0.026質量%を満たす鋼板を複数枚重ねて、レーザにより接合したレーザ溶接継手であって、平均ビード幅がWで、閉ループ又は閉ループ状の本ビードと、上記本ビードの外側の止端から内側にW超、2.2W以下の距離に内側の止端が配置された、閉ループ又は閉ループ状の焼戻しビードと、上記本ビードの外側の止端から内側に1.5W超、4.0W以下の距離に外側の止端が配置された、閉ループ又は閉ループ状の圧縮場付与ビードを有することを特徴とするレーザ溶接継手。
(もっと読む)
自動車用骨格部品
【課題】剛性に優れた自動車用骨格部品を得る。
【解決手段】本発明に係る自動車用骨格部品1は、断面形状が略ハット形状のフレーム部品3のフランジ部3aと、フランジ部3aに対向して配置するパネル部品5とを溶接して閉断面を構成する自動車用骨格部品1であって、溶接位置座標を、フランジ部3aとパネル部品5との接触位置の端部を0とし、フランジ部3aのフランジ外端側を(−)、略ハット形状における縦壁側を(+)とした座標系で表し、略ハット形状の縦壁部3bとフランジ部3aを繋ぐ円弧状部3cの半径をR(mm)としたときに、下式で表される位置Xを片側溶接方法にて連続溶接してなることを特徴とするものである。
+√(2Ra-a2)≧X>1.5 ただし、R≧2 (単位:mm)
a:溶接可能な間隙量
(もっと読む)
耐遅れ破壊特性に優れた鋼板溶接部の製造方法およびその溶接部を有する鋼構造物
【課題】耐遅れ破壊特性に優れた鋼板溶接部の製造方法およびその溶接部を有する鋼構造物を提供する。
【解決手段】複数の鋼板を重ね合わせ、あるいは突合せて、重ね部あるいは突合せ部の最上段の鋼板表面にレーザを照射し、最下段の鋼板裏面まで溶融させつつ溶接部を形成させる場合において、溶接部を形成させたのち、10分以内に絶対湿度が2g/m3以下のシールドガスを最上段の鋼板表面の溶接部に供給しつつ、大気に接している最下段の鋼板裏面まで貫通しないよう溶接金属にレーザを1回以上再照射し、溶接金属を照射回数分だけ再溶融させることを特徴とする。
(もっと読む)
カプセル封入された固体電気化学コンポーネントの形成方法
【課題】カプセル封入された電極の形成に用いられる構成要素を動かないよう保持しながら、レーザを用いてセパレータ材料を電極の周囲で溶融し切断して、電極をカプセル封入する。
【解決手段】電気化学コンポーネントアセンブリを形成するために、第一のセパレータ、固体電気化学コンポーネント、そして第二のセパレータを、真空プレート1の上面2に積層するステップと、前記電気化学コンポーネントアセンブリに真空を供給するステップと、真空を供給しながら、前記電気化学コンポーネントアセンブリ内の固体電気化学コンポーネントの外周の少なくとも一部の周囲に、第一のレーザビームを照射して、前記第一のセパレータと第二のセパレータとを溶融し接合するステップと、を有する。さらに、真空を供給しながら、前記電気化学コンポーネントアセンブリ内の固体電気化学コンポーネントの外周の周囲に、第二のレーザビームを照射するステップを有する方法。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】大きい板隙間であっても接合強度が低下することなく溶接できるレーザ溶接装置およびレーザ溶接方法を提供する。
【解決手段】レーザ発振器11からレーザを発振し、レーザを集光レンズ14によって集束し、積層した上板101と下板102とに照射して、積層した上板101と下板102とを溶接するレーザ溶接装置10であって、レーザを上板101に照射し、上板101に照射したレーザを走査しながら、上板101に溶融池Yを形成し、溶融池Yにレーザを照射して、積層した上板101と下板102とにおいて溶融池Yを形成することによって、積層した上板101と下板102とを溶接する。
(もっと読む)
レーザ溶接装置およびレーザ溶接方法
【課題】大きい板隙間であっても接合強度が低下することなく溶接できるレーザ溶接装置およびレーザ溶接方法を提供する。
【解決手段】レーザ発振器11からレーザを発振し、レーザを集光レンズ14によって集束し、積層した上板101と下板102とに照射して、積層した上板101と下板102とを溶接するレーザ溶接装置10であって、レーザを上板101と下板102とに照射して、積層した上板101と下板102とに溶融池Yを形成し、溶融池Yの外縁部Eにレーザを照射して、外縁部Eを溶融させ、積層した上板101と下板102とを溶接する。
(もっと読む)
レーザ接合方法
【課題】
熱可塑性樹脂同士もしくは樹脂と金属との界面強度を向上させ、強固に接合可能とした上で、隙間の存在による接合不良を大幅に低減可能とするレーザ接合方法を提供する。
【解決手段】
接合前に、少なくとも第一の熱可塑性樹脂の接合界面側には、表面改質処理を施すことによりバルク熱可塑性樹脂に比べ酸素官能基を多く含有した酸化層を形成する工程を有し、第二の熱可塑性樹脂もしくは金属の間に液状の中間材を介在させた状態で、加圧し、レーザ照射して接合を行う。
(もっと読む)
構造物の接合構造
【課題】第1部材や第2部材の疲労強度を向上できる構造物の接合構造を提供すること。
【解決手段】第1フランジ2a及びウェブ2bを有する第1部材2と、その第1部材2の第1フランジ2aと第2部材101との間で接合部3が形成される構造物1の接合構造であって、第1部材2の第1フランジ2aの長手方向の縁部2eから接合部3に向かってスリット4が形成される。スリット4により第1フランジ2aの剛性が低下し、第2部材101の変形に応じ、第1フランジ2aはある程度の範囲で倣うことができる。その結果、第2部材101の変形に伴う接合部3の接合端部3aにおける応力集中が緩和される。これにより、第1部材2や第2部材101の疲労強度を向上できる。
(もっと読む)
1 - 20 / 402
[ Back to top ]