
Fターム[4E068CA08]の内容
Fターム[4E068CA08]の下位に属するFターム
Fターム[4E068CA08]に分類される特許
41 - 60 / 294
樹脂成形品の製造方法
【課題】溶着面に光反射膜が存在する場合にも、レーザビームにより溶着を行える樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品の製造方法は、(a)溶着領域を有する吸光性樹脂部材21と、前記吸光性樹脂部材21の溶着領域に対応する溶着領域を有する透光性樹脂部材23とを準備する工程と、(b)前記吸光性樹脂部材に光反射膜を形成する工程と、(c)ビームスポット径が1.0mm以下となる第1の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、該溶着領域上に形成された光反射膜を除去する工程と、(d)前記吸光性樹脂部材の溶着領域と前記透光性樹脂部材の溶着領域とを加圧接触状態とし、ビームスポット径が1.5mm以上3.5mm以下となる第2の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、前記吸光性樹脂部材21と前記透光性樹脂部材23とを溶着する工程とを有する。
(もっと読む)
溶接方法

【課題】第1部材と第2部材とを溶接することができ、かつ、溶接後の第1部材の腐食を抑制することができる溶接方法を提供すること。
【解決手段】本発明の一態様は、外装缶10と電極集電板20とを重ね合わせた状態で外装缶10における電極集電板20との接触面とは反対側の面からYAGレーザを照射して外装缶10と電極集電板20とのレーザ溶接を行う溶接方法において、YAGレーザの出力エネルギをWとし、YAGレーザの照射時間をTとし、YAGレーザの照射回数をnとし、YAGレーザの照射面積をSとし、電極集電板20における溶け込み量をThとし、外装缶10の比重をSGとし、外装缶10の融点をMpとし、外装缶10の定圧比熱をCpとし、Y=(W×T×n)/(S×Th×SG×Mp×Cp)とするときに、193≦Y≦2540の条件を満たすこと、を特徴とする。
(もっと読む)
光学装置およびこれを備えるレーザー加工装置
【課題】簡素な構成で2ビームの分岐と2ビーム間の間隔の調整が可能な光学装置を提供すること。
【解決手段】発振器2から発振されたレーザービームLbを、透過して進む第一の分岐ビームと、反射して進む第二の分岐ビームと、に分岐させるビームスプリッター31と、このビームスプリッター31から出射した第一の分岐ビームLb1を再びビームスプリッターに向けて反射する第一のミラー34と、このビームスプリッター31から出射した第二の分岐ビームLb2を再びビームスプリッター31に向けて反射する第二のミラー36と、ビームスプリッター31におけるレーザービームLbの分岐点32を回転中心として、第一のミラー34と第二のミラー36とを一体的に回転させる円板状の回転部37と、を備えている。
(もっと読む)
レーザー加工装置
【課題】加工痕の形成が抑制されるとともに、被加工物の分割がより確実に実現される分割起点の形成が可能となる、レーザー加工装置を提供する。
【解決手段】パルスレーザー光を発する光源と、被加工物が載置されるステージと、を備えるレーザー加工装置が、被加工物の加工に用いるパルスレーザー光に対して透明な透明部材を、ステージに載置された被加工物の被加工面に隣り合わせて配置可能な透明部材配置手段をさらに備え、ステージに被加工物を載置し、かつ、透明部材を被加工面に隣り合わせて配置した状態で、パルスレーザー光の個々の単位パルス光ごとの被照射領域が被加工面において離散的に形成されるようにステージを移動させつつパルスレーザー光を被加工物に照射することによって、被照射領域同士の間で被加工物の劈開もしくは裂開を順次に生じさせることにより、被加工物に分割のための起点を形成する。
(もっと読む)
レーザ加工方法
【課題】 レーザビームにより被加工物の切断加工を行うレーザ加工方法において、ピアシング穴径を縮小し、飛散する溶融金属量を低減し、かつ短時間で貫通穴を形成するレーザ加工方法を得る。
【解決手段】 第1のピアシング条件にてビームを照射する第1の工程と、一旦ビーム照射を停止する第2の工程と、第2のピアシング条件にて再度ビームを照射する第3の工程からピアシング加工を行うことにより、ピアシング中における酸化燃焼反応を抑制し、飛散する溶融金属量を低減させる。
(もっと読む)
レーザ加工方法
【課題】 レーザビームにより被加工物の切断加工を行うレーザ加工方法において、ピアシング穴径を縮小し、飛散する溶融金属量を低減し、かつ短時間で貫通穴を形成するレーザ加工方法を得る。
【解決手段】 第1のピアシング条件にてビームを照射する第1の工程と、一旦ビーム照射を停止する第2の工程と、第2のピアシング条件にて再度ビームを照射する第3の工程からピアシング加工を行うことにより、ピアシング中における酸化燃焼反応を抑制し、飛散する溶融金属量を低減させる。
(もっと読む)
ガラス溶着方法
【課題】 歩留りの低下を抑制しつつ、レーザ光の照射を大気雰囲気中で実施することができるガラス溶着方法を提供する。
【解決手段】 ガラス層3を介して対向するようにガラス基板40とガラス基板50とを重ね合わせ、ガラス基板40とガラス基板50との間の空間を接着層7によって外部雰囲気から封止する。これにより、溶着予定領域Rに沿ったレーザ光Lの照射を大気雰囲気中で実施することが可能となる。更に、ガラス層3ごとに、ガラス基板40とガラス基板50との隙間を示す隙間情報を取得し、その隙間情報に基づいてレーザ光Lの照射順序を決定する。これにより、ガラス層3に対するガラス基板50の接触不良に起因して溶着に不具合が生じるおそれが高いガラス層3の溶着を後回しにして、溶着に不具合が生じるおそれが低いガラス層3の溶着を優先して実施することが可能となる。
(もっと読む)
レーザ加工装置
【課題】複数の穴開け加工の位置精度を向上すると共に穴開け加工のタクトを短縮する。
【解決手段】プリント配線基板9にレーザ光Lを照射してプリント配線基板9上に予め定められた複数位置に夫々穴22を加工するレーザ加工装置であって、レーザ光Lの光路上にて、その上流側からレーザ光Lの強度分布を均一化する第2のフライアイレンズ6と、第2のフライアイレンズ6を射出したレーザ光Lを平行光にする第2のコンデンサレンズ7と、プリント配線基板9に対向して配置され、プリント配線基板9上の上記複数位置に対応して複数のマイクロレンズ19を形成したマイクロレンズアレイ8と、を備えたものである。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】アンダーカットやアンダーフィルが発生し易いというレーザ溶接の問題点を克服し、溶接部の品質が良好なレーザ溶接鋼管を歩留り良く安定して製造する方法を提供する。
【解決手段】鋼板を成形ロールで円筒状のオープンパイプに成形し、オープンパイプのエッジ部2をスクイズロールで加圧しながらオープンパイプの外面側からレーザビームを照射してエッジ部をレーザ溶接するレーザ溶接鋼管の製造方法において、それぞれ異なるファイバーを用いて伝送したジャストフォーカスでのスポット径が直径0.3mmを超える2本以上のレーザビーム3−1,3−2,3−3,3−4を先行レーザビームと後行レーザビームとに分類し、先行レーザビームを後行レーザビームよりも溶接線方向に先行させ、かつ先行レーザビームと後行レーザビームの鋼板内における中心線間隔を1mm以上として溶接線方向に配列してレーザ溶接を行なう。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】rθ加工によりヒートモード型の有機記録材料層に、半径方向に予め定めた波長オーダの間隔で、複数の凹部を均一に形成することができる、レーザ加工装置及びレーザ加工方法を提供する。
【解決手段】レーザ光源から射出されたレーザ光を集光して有機記録材料層に照射するレーザ照射手段を半径方向に移動させながら、回転されたディスク状の加工対象物の表面に形成された有機記録材料層に、描画データに応じて光強度が変調されたレーザ光を照射する際に、半径方向に予め定めた波長オーダの間隔の2倍の幅を有する第1の間隔で複数の凹部列が隣接するように複数の凹部を形成する第1の加工を行った後に、第1の加工に用いたレーザ光より光強度の大きいレーザ光により第1の加工で形成された隣接する2本の凹部列の間に複数の凹部を形成する第2の加工を行う。
(もっと読む)
レーザ加工装置の液柱観察装置および液柱観察方法
【解決手段】加圧液体を液柱Cにして噴射するとともに該液柱でレーザ光Lを導光させて照射する噴射ノズル10aを有した加工ヘッド6を備えた液体レーザ加工装置2の液柱観察装置11に関する。液柱観察装置11は、上記加工ヘッドから液体が噴射されてレーザ光が照射されるレーザ光の反射板13と、上記噴射ノズルから出射される上記集光レンズ側への反射光を受光する受光手段14とを備えている。そして上記反射板に向けて加工ヘッドから液体を噴射してレーザ光を照射すると、判定手段17は該レーザ光が乱れのない液柱で導光されて上記反射板で反射したか、または、乱れた液柱の内部で散乱したかを、上記受光手段に受光された反射光から判定するようになっている。
【効果】噴射ノズルより噴射される液柱の乱れを検出することができる。
(もっと読む)
回転角センサの製造方法
【課題】軸線方向に力を加えたり、拡径部を形成したりしなくても、効率的にレーザ溶接工程を行うことができる回転角センサの製造方法を提供する。
【解決手段】
一次成形体11に樹脂カラー5を取り付けて、樹脂カラー5の内周面と本体部4の外周面との間に、軸線方向における他端32側に開口した環状空間Sを形成する(カラー取付工程)。その後、一次成形体11を樹脂カラー5とともに成形型6に収納し、二次成形樹脂7で一次成形体11の一部を封止するとともに、環状空間Sを二次成形樹脂7で充填する(二次成形工程)。次いで、二次成形体12を成形型6から取り出し、樹脂カラー5の開口側端部50に対して外側からレーザLを照射することにより、開口側端部50の内側に充填された二次成形樹脂7と開口側端部50とを、その界面16において溶接する(レーザ溶接工程)。
(もっと読む)
金属導体板の重ね合わせレーザ溶接方法
【課題】実質的に製造工程の煩雑化やコストアップを伴うことなく溶接性を向上させることができる金属導体板の重ね合わせレーザ溶接方法を提供すること。
【解決手段】第1金属導体板1の第1接合面11に、溶接時よりも低い出力でレーザ8を照射して表面を溶融・凝固させることにより、第1接合面11から外方に突出する突出部15を形成するレーザ仮打ち工程と、第2金属導体板2の第2接合面21を第1金属導体板1の第1接合面11に対面させて両者を重ね合わせることにより、突出部15と第2接合面21とを接触させた接触部3を形成し、第2金属導体板2のレーザ照射面22から接触部3を貫通するようにレーザ8を照射して溶接部35を形成するレーザ本打ち工程とを有する。
(もっと読む)
電池極片に対してレーザー切断を行う制御方法およびシステム
レーザー加工装置
【課題】ワークに対する往路加工と復路加工とを同じ加工品質で行うこと。
【解決手段】ある実施の形態におけるレーザー加工装置において、レーザー照射機構5は、レーザービームを発振するレーザービーム発振器と、レーザービームを保持機構2に保持されたワークWに向かって集光する集光レンズ541と、噴射口531からワークWに向けて気体を噴射する保護ブローノズル53とを有し、保護ブローノズル53は、集光レンズ541によって集光されたレーザービームが噴射口531を通過してワークWに照射されるように配設され、保持機構2とレーザー照射機構5とを加工送り方向に沿って相対的に往復移動させながらワークWにレーザービームを照射することで行う往路加工時と復路加工時とで加工屑のワークWへの付着が同程度となるように、ワークWに対するレーザービームの照射位置と噴射口531の中心位置とが調整される。
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
シミュレーションプログラムを使用してレーザ切断プロセスの切断結果を判定する方法
本発明は、切断面に沿った凝固溝の形成及び/又は切断面の下縁におけるヒゲの形成に基づいて判断するレーザ切断プロセスの切断結果を判定する方法に関する。シミュレーションプログラムにおいて、パラメータ空間Pからの値P0のセットを用いて仮想的に動作できる仮想レーザ切断機が用意される。ステップa)では、パラメータセットP0が前記仮想切断機に入力され、ステップb)では、仮想的な切断が形成され、溶融被膜厚及び切断フロントの頂部における溶融フロントの位置の時間発展が、切断深さと時間とに依存して、初期値及び境界値を有する偏微分方程式DGLから計算され、次にステップc)では、吸収フロントの時間経過を切断面に射影することによって、切断面上の溝振幅の空間的分布が指定され、及び/又は、切断面の上縁における溶融被膜厚と流出速度の時間経過から、切断面の下縁におけるヒゲの空間的分布が計算され、ステップd)では、仮想的な切断結果をさらなる評価のために用意される(104)。 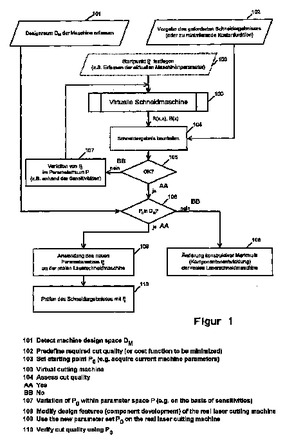 (もっと読む)
(もっと読む)
メモリ修正用の適応可能な処理制約
【課題】スループットを犠牲にせずに処理精度を望ましいレベルにする。
【解決手段】レーザーを基にしたシステムにおいて複数の半導体部品を処理するための装置及び方法は、前記複数の部品の少なくとも一つの部品に対して行われる加工を計算するための初期設定レシピを調整する。個別の部品に対して行われる加工は、初期設定レシピと、初期設定レシピのパラメータを変更したものを含む個別部品特有レシピとを用いて分析される。初期または個別部品特有レシピは、望ましい処理結果に基づいて選択され、初期設定レシピが選択されたレシピと置き換えられ、レーザーを基にしたシステムを用いて、行うべき加工を実行する。
(もっと読む)
レーザ加工装置及びその方法
【課題】1台のレーザ発振器から出力したレーザ光を2つの異なる波長の基本波と高調波に分割し、それぞれのレーザ光を用いて同一目的の加工を行うことのできるレーザ加工装置及びその方法を提供する。
【解決手段】レーザ施工装置は、レーザ光を出力するレーザ発振器1と、このレーザ発振器1から出力されたレーザ光が入力され基本波2と高調波4を発生する波長変換部3と、波長変換部3により発生した基本波2を伝送する基本波用光学系6と、波長変換部3により発生した高調波4を伝送する高調波用光学系7と、基本波用光学系6より伝送された基本波2と高調波用光学系7より伝送された高調波4とが入力されてレーザ光が合成されるレーザ光合成部10と、レーザ光合成部10により合成されたレーザ光が水を介して被加工物12に照射される集光レンズ11と、を有する。
(もっと読む)
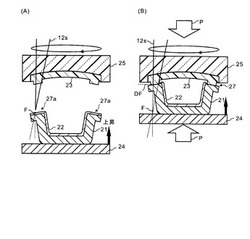
2つの金属構成部材の溶接方法、および2つの金属構成部材を有する接合構成体
本発明は、アルミニウム合金からなる2つの金属構成部材(12,14)を溶接する方法(10)であって、接合される前記金属構成部材(12,14)を、溶接領域(18)で、レーザ光線(20)によるエネルギー付与によって溶接シーム(22)を形成しながら溶解する工程と、さらなるエネルギー付与により、前記溶接シーム(22)をその表面(28)の領域において部分的に溶解しながら、前記溶接シーム(22)の表面(22)を平滑化する工程と、を有する方法(10)に関するものであり、前記さらなるエネルギー付与はデフォーカスされたレーザ光線(20’)によって実行され、該レーザ光線の焦点は光線方向(24)において前記溶接シーム(22)の表面(28)に至る前方または後方に位置決めされ、デフォーカスされた前記レーザ光線(20’)と、該レーザ光線が衝突する前記2つの金属構成部材(12,14)の表面(26,28)の面垂線とが5度以上の角度をなす。本発明は、この方法により溶接された接合構成体にも関する。 (もっと読む)
41 - 60 / 294
[ Back to top ]