
Fターム[4E068CA09]の内容
Fターム[4E068CA09]の下位に属するFターム
罫書線追従 (21)
Fターム[4E068CA09]に分類される特許
521 - 533 / 533
基板の切断方法、および半導体チップの製造方法

【課題】 本発明は、より品質の高い切断面が得られ、かつ加工速度が十分に速く、T字型に交わる切断線に沿った切断も可能な、レーザ照射による基板の切断方法を提供する。
【解決手段】 本発明は、基板(10)を切断予定線(100)に沿って切断する基板の切断方法であって、切断予定線(100)に沿って基板にミシン目状の孔(202)を形成する工程と、切断予定線(100)に沿ってレーザを照射する工程と、を含む切断方法を提供する。さらに、本発明は、基板(10)を切断予定線(100)に沿って切断する基板の切断方法であって、切断予定線(100)を含む溝(90)を形成する工程と、切断予定線(100)に沿ってレーザを照射する工程と、を含む切断方法を提供する。
(もっと読む)
化合物半導体素子ウェハーの製造方法

【課題】化合物半導体素子ウェハーの製造方法において、極めて高い歩留まりで正確に切断することができ、さらに加工速度が速く、生産性を改善させることができる化合物半導体素子ウェハーの製造方法を提供すること。
【解決手段】基板上に複数の化合物半導体素子が分離帯域を介して配列された化合物半導体素子ウェハーの製造方法であって、その分離帯域の基板表面(半導体側)に、化合物半導体層が存在する状態でレーザー法により割溝を形成することを特徴とする化合物半導体素子ウェハーの製造方法。
(もっと読む)
レーザ加工装置
【課題】 搬送ラインからの飛び出しを最小限に押さえた上で、ワークの側面・上面の双方に印字等を行うことが可能なレーザ加工装置を提供することを目的とする。
【解決手段】 レーザ加工装置は内部にレーザ光源14を有するレーザ光源ユニット10と、内部にガルバノミラー装置24等を有する走査ユニット20と、両ユニット10、20間を相対回動可能に連結する連結筒31を主体として構成されている。そして、連結筒31はその中心軸がレーザ光源ユニット10のケーシング11の長手方向とは直交するような配置とされている。そのため、レーザ光をレーザ光源ユニット10の長手方向並びにこれと直交する方向のいずれの方向へも照射出来るから、ワークWの上面或いは側面のいずれの面に印字等する場合であっても搬送ラインLに対して幅方向の飛び出しなく同レーザ加工装置を設置することが出来る。
(もっと読む)
窒化物半導体発光素子の製造方法
【課題】 窒化物半導体発光素子を高精度に歩留り良く分割するするとともに、光取り出し効率の良い窒化物半導体発光素子を提供することである。
【解決手段】 サファイア基板11上にp型伝導型窒化物半導体層21及びn型伝導型窒化物半導体層20が積層されたIII族窒化物半導体発光素子10は、レーザ光遮蔽カバーを被せて窒化物半導体発光素子10の半導体層21側へレーザ光を照射し、V字型断面の溝23を形成する工程と、エッチングカバー24を被せてドライエッチングで溝23周辺の半導体層を除去する工程と、溝23を起点として窒化物半導体発光素子10を分割する工程とを備えた製造方法によって作製される。
(もっと読む)
車両用シートリクライニング装置
【課題】熱歪みの低減を図った車両用シートリクライニング装置を得る。
【解決手段】シートクッション2とシートバック4とが歯車機構6を介して揺動可能に支持される。歯車機構6の一方の歯車とシートクッション2側とを、また、歯車機構6の他方の歯車とシートバック4側とをレーザ溶接により溶着した。レーザ溶接は、溶接開始点から溶接終了点に至るループ状で、かつ、溶接開始点と溶接終了点とは重ならない溶接軌跡28に沿ってレーザビームを照射する溶接である。また、ループ状の溶接軌跡28は、略C字状の溶接軌跡28である。更に、同心円上の複数箇所を略C字状の溶接軌跡28で溶接した。レーザ溶接は、長焦点のレーザビームをミラーにより反射して溶接軌跡28に沿って誘導するリモートレーザ溶接である。
(もっと読む)
レーザ切断方法及び装置並びに該方法及び装置を用いた解体方法
【課題】 レーザ切断により遠隔かつ高能率で切断を行なえると共に2次生成物の発生量も少なくて済むレーザ切断方法及び装置並びに該装置を用いた解体方法を提供する。
【解決手段】 平行レーザビーム16が得られる切断ヘッド2をロボットアーム1に装着し、前記切断ヘッド2の高さ方向は同切断ヘッド2に付設したハイトセンサ8により制御すると共に、移動方向は前記ロボットアーム1に装備した監視部6からの加工部における視覚情報を元に、オペレータ5がコントローラ4によりロボットアーム1を遠隔操作することで制御する。
(もっと読む)
マイクロおよびナノ構造のレーザ加工用の近接場走査型光学顕微鏡
超高速レーザ源を用いて、表面上に要素をレーザ加工するための近接場走査型光学顕微鏡(NSOM)レーザマイクロ加工システムおよび、そのような要素をレーザ加工する方法。システムは、1ns未満のパルス期間およびピーク波長を有するレーザ光パルスを生成する超高速レーザ源と、実質的に円柱形状を有するNSOMプローブと、NSOMプローブおよび加工されるマイクロ構造ワークピースを制御可能に保持なNSOMマウントと、NSOMプローブのプローブチップと表面との間の距離を決定するための、NSOMマウントに結合されたNSOMプローブモニタと、NSOMプローブモニタおよびNSOMマウント中の移送台に結合されたNSOM制御とを有する。NSOMマウントは、XY移送台およびZ移送台を有する。これらの移送台がNSOMプローブまたはマイクロ構造ワークピースに結合され、あるいは1つの移送台が各々に結合される。 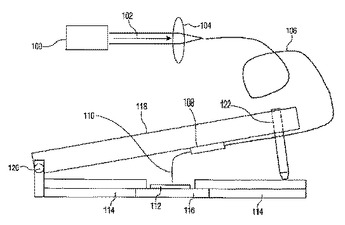 (もっと読む)
(もっと読む)
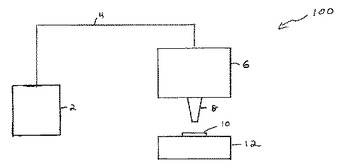
グレアを低減しシリコン表面に制御された密度のつや消し仕上げを作る方法
シリコン製外科手術用刃などの表面上につや消し仕上げを作るためのシステム(100)および方法において、そのシステムは、コンピュータ(2)と、レーザーおよびレンズアッセンブリー(8)と、受け取られた命令に従いレーザーの位置を制御するx−y座標コントローラ(6)とを含んでいる。その方法は、レーザーにより、外科手術用刃に除去される意匠、即ち、模様(200)を作ることを含む。それから、データセットは、その意匠即ち模様を表すファイルから作成され、そのデータセットの命令は、x−y座標コントローラ(6)、レーザーおよびレンズアッセンブリー(8)に送出される。x−y座標コントローラ(6)は、レーザー(8)を窪み(212、214)が形成されるべき位置に移動させ、そのレーザーがその外科手術用刃に当たり、所定の直径、深さおよび間隔の穴即ち窪みをその外科手術用刃に焼き付ける。それから、そのプロセスは、その意匠即ち模様が外科手術用刃(10)に作られるまで迅速に繰り返す。
 (もっと読む)
(もっと読む)
レーザ加工ビームを用いてワークピースを遠隔処理する装置
レーザ加工ビーム(4)を用いてワークピース(2)を遠隔処理する装置には、プログラマブル数値制御部(12)をもつオペレーティング装置(11)を備えたスキャナ光学系(6)が設けられている。数値制御部(12)は、ワークピース(2)上の少なくとも1つの加工位置(3a,3b,3c,3d)をマークするためのポインタマーク(14)を備えたポインタ(13)を利用してプログラミングされる。その際、加工位置(3a,3b,3c,3d)をマークしているポインタマーク(14)を検出する手段(15)と、スキャナ光学系(6)のためのオペレーティング装置(11)の数値制御部(12)と接続された評価手段(18)が用いられる。スキャナ光学系(6)のためのオペレーティング装置(11)の数値制御部(12)に対する設定値を、加工位置(3a,3b,3c,3d)をマークしているポインタマーク(14)の検出に基づき評価手段(18)によって規定することができる。この設定値は、以降のワークピース処理についてスキャナ光学系を調節するために用いられる。  (もっと読む)
(もっと読む)
計算された放射線スポット長さによって平坦なセラミック加工物を分離するための方法
本発明は、所望の分割線に沿ったレーザによる熱の一時的かつ局所的な適用の結果と、これに続いて、冷却剤による熱の一時的かつ局所的な除去の結果として生じる応力に起因する分離亀裂の誘発によって平坦なセラミック加工物を分割するための方法に関し、ビームスポット長が以下の公式l=8×d×24/WLFから計算され、式中、lはビームスポットの長さであり、WLFは分割されるセラミックの熱伝導率であり、dは分割されるセラミックの厚さであり、その結果、レーザによって加工物上に形成されるビームスポットの長さが、セラミックの熱伝導率および加工物の厚さに応じて選択される。特に、高い内部応力を有する加工物に関して、レーザ出力または前送り速度などの工程変数は、誘発される熱応力の大きさに影響を及ぼすために、工程を通じて変更される。 (もっと読む)
回転レーザビームを生成する装置
溶接、切断、孔開け、研削等のさまざまなアプリケーションに用いることのできる回転レーザービーム(5)を生成する装置(1)を提供すること。
【課題】本発明の装置は、高速で回転し、正確なレーザービームを生成することができる。本発明の装置は、メインの回転可能な光学装置(100)を有し、これは、光学装置が交差する軸(X1)を中心に回転する反射面(102)を有する。
(もっと読む)
回転レーザビームを生成する装置
溶接、切断、孔開け、研削等のさまざまなアプリケーションに用いることのできる回転レーザービーム(5)を生成する装置(1)を提供すること。
【課題】本発明の装置は、高速で回転し、正確なレーザービームを生成することができる。本発明の装置は、メインの回転可能な光学装置(100)を有し、これは、光学装置が交差する軸(X1)を中心に回転する反射面(102)を有する。
(もっと読む)
工具の非接触調整方法および装置
【課題】 実際に加工に関与する作用砥粒数および砥粒形状を調整する砥石のツルーイングを非接触で高精度に行えるようにして、高精度、高能率の加工を可能とする工具の非接触調整方法を得ること。
【解決手段】 砥石30の最外周の砥粒7に砥石30の接線方向からレーザ光12を照射することで砥石のツルーイングを行う。
(もっと読む)
521 - 533 / 533
[ Back to top ]