
Fターム[4E068CA10]の内容
Fターム[4E068CA10]に分類される特許
1 - 20 / 21
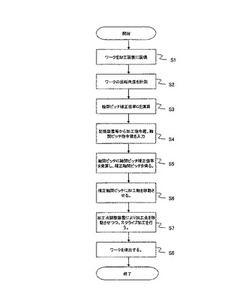
レーザスクライブ加工方法及び装置
【課題】ガルバノモータの搭載個数を削減し、回転テーブルを不要にし、装置の小型化と装置コストの低減を図る。
【解決手段】溝加工の間隔に合わせて直線状に並設された複数の加工軸を備え、薄膜が形成されたワークに対して加工軸を前記並設方向と直交する方向に相対的に移動させて薄膜に対して複数の溝を同時に加工する際、ワークが正規位置から加工方向に対して傾いて装填されたとき、ワークの正規位置からの傾きを計測し(S2)、計測された傾きに基づいて増大させる軸間距離の補正倍率を演算し(S3)、隣接する加工軸の軸間距離に演算された補正倍率を乗算して補正軸間距離を取得し(S5)、隣接する加工軸の軸間距離を取得された補正軸間距離まで移動させ(S6)、傾きによって減少する隣接する溝間隔を隣接する加工軸の軸間距離を増大させることによって補正し、スクライブ加工を行う。
(もっと読む)
ロボットシステム

【課題】レーザ照射部が移動しながらレーザ光を照射する場合にも、任意形状の加工軌跡に対して適切にレーザ光を照射することが可能なロボットシステムを提供する。
【解決手段】このロボットシステム100は、ロボット1と、ロボット1により移動され、加工対象物に対してレーザ光を照射するレーザスキャナ4と、任意形状の加工軌跡の情報およびレーザスキャナ4の移動情報に基づいて、レーザスキャナ4によりレーザ光を照射する制御を行う焦点演算部27とを備えている。
(もっと読む)
基板に開口部を形成する方法
【課題】集束された電磁放射線を用いて基板に開口部を形成する方法に関する。
【解決手段】形成される切断線7は、切断開始線分5として、辺の線9,10,11,12によって囲まれた切断面4の領域から開始して、第一の辺の線9上の開始点13まで延びる。この開始点13は、頂点6から離れている。切断線7の終了のために再度開始点13に到達する前に、依然として残っている辺の線の短い方の部分9bとの強固な接続部が、補強作用を果たす。基板2の残った部分に対して大部分切り離された切断面4’の変形が、辺の線12に対して平行に延びない曲がり線14に沿って起こり、辺の線12は変形せずに残る。加工作業を遅らせずに切断線7の著しく改善された品質が実現される。
(もっと読む)
レーザ溶接方法及びレーザ溶接装置
【課題】レーザ光を常時開先に沿わせ得るレーザ溶接方法及びレーザ溶接装置を提供する。
【解決手段】溶接用レーザ光Lwを照射しつつ開先Waに沿って移動する溶接用レーザヘッド3と、これとともに移動して前方に開先Waを跨ぐ先行レーザスポットLSf及び倣いレーザスポットLSrを形成する開先検出用レーザヘッド9と、両スポットLSf,LSrを撮影するカメラ11,12と、両カメラ11,12の各画像を処理する画像処理部13と、倣いカメラ12の画像からの開先位置情報により溶接用レーザヘッド3を開先Waに倣って移動させると共に、先行レーザスポットLSfの開先非検出部N通過時には、開先非検出部Nのスタート位置Ns及びエンド位置Neでの先行カメラ11の画像から得られる開先非検出部Nでの開先情報を保存し、倣いレーザスポットLSrの開先非検出部N通過時には、保存した開先情報により溶接用レーザヘッド3を移動させる制御部4を備えた。
(もっと読む)
光デバイスウエーハの分割方法
【課題】光デバイス層が装着された金属基板にレーザー光線を照射することにより金属基板が熱膨張してもストリートに沿って分割することができる分割方法を提供する。
【解決手段】第1の方向に形成されたストリート121と第2の方向に形成されたストリート122との交点に、貫通孔110を形成する第1及び第2の貫通孔形成工程と、光デバイスウエーハ10の表面10a側から第1の方向および第2の方向に形成されたストリートに沿ってレーザー光線を照射し、レーザー加工溝111を形成する初回レーザー加工溝形成工程と、初回レーザー加工溝形成工程で形成されたレーザー加工溝111に重ねてレーザー光線を照射する2回目以降レーザー加工溝形成工程とを含み、2回目以降レーザー加工溝形成工程は、貫通孔110を裏面側から撮像手段8によって検出し、貫通孔110が検出されたストリートをレーザー光線の照射位置に位置付ける補正工程を含んでいる。
(もっと読む)
レーザー加工方法及びその加工方法を用いた半導体装置
【課題】従来のレーザー加工方法では、走査線の本数が多く、印字時間が短縮され難いという問題があった。
【解決手段】本発明のレーザー加工方法では、例えば、英文字の「A」の外側輪郭に合わせて1回目のレーザー加工を行った後、その内側領域に対し、外側輪郭に沿った2回目以降のレーザー加工を行う。このとき、2回目以降のレーザー加工では、加工領域の長手方向に向かって加工ライン(走査線)が設定されることで、加工ラインの本数が大幅に低減される。その結果、印字時間が大幅に短縮され、レーザー印字の作業性が向上される。
(もっと読む)
レーザマーキング装置およびレーザマーキング方法
【課題】メモリの容量および印字処理時間を増加させることなく、高精度な印字が可能なレーザマーキング装置およびレーザマーキング方法を提供する。
【解決手段】レーザ光源16は、レーザ光を出射する。ガルバノスキャナ18は、レーザ光の照射点を走査する。座標計算部38は、一定の時間間隔で、レーザ光が辿る軌跡を表わす座標系列を生成する。Gain補償・位相進み補償部46は、所定の特性を有する伝達関数に従って、座標系列のゲイン補償および位相進み補償を行なう。DAC48は、補償された座標系列の各データをアナログ電圧に変換する。ガルバノドライバ14は、アナログ電圧に従って、ガルバノスキャナ18を駆動制御する。
(もっと読む)
レーザ加工装置、レーザ加工方法、板金部材
【課題】 板材から所定の輪郭形状を備える製品を切り出す際、製品の輪郭となる切断面の複数個所を切断せずに残して板材と製品を「ミクロジョイント」で繋いでいる。ミクロジョイントを切断して製品と板材を分離すると、「ジョイントバリ」が残る。
【解決手段】 板状部材3である被加工物に対して、レーザ照射により形成されたレーザ加工軌跡4aにより板状部材3と区分された製品2を、輪郭形状の一部においてレーザ照射を停止することにより形成したジョイントによって板状部材3に保持した板金部材において、レーザ加工軌跡4aを介して板材3に対向する製品2の端面に対して製品2の内側方向に食い込んだ形状の食い込み部にジョイントを形成し、製品2の端面から食い込み部にかけてカーブを形成することとした。
(もっと読む)
レーザ・アーク複合溶接ヘッド
【課題】溶接方向に対して溶接母材の変形や歪み、傾き、板厚の変化が生じた場合でも、レーザ集光ヘッドとアークトーチとの距離、レーザ集光ヘッド及びアークトーチと溶接母材との距離を常に一定に保つことにより、安定したレーザ・アーク複合溶接を行うことができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】溶接線方向に略平行に配置され、溶接母材Wの板面上で溶接線方向に沿うように転動する少なくとも2つ以上の倣いローラ4を回動自在に支持するローラ支持フレーム5と、ローラ支持フレーム5を溶接線方向に沿って揺動可能に支持する可動フレーム7と、可動フレーム7を鉛直方向に案内支持する精密直線ガイド9と、ローラ支持フレーム5を溶接母材Wの板面方向に所定の荷重で付勢するスプリング8とを含んでいる。レーザ集光ヘッド1及びアーク溶接トーチ2は、溶接線上に配置されるようローラ支持フレーム5に取付けられている。
(もっと読む)
レーザ切断装置および切断方法
【課題】液晶表示器パネル用合着パネルをレーザーを利用して切断するレーザー切断装置と切断方法を提供する。
【解決手段】切断予定線を有する切断対象物に対して,前記切断予定線に沿って第1波長を有する第1レーザビームを照射する第1レーザと,前記第1レーザから前記第1レーザビームが照射された実切断線を冷却してクラックを発生させる冷却手段と,前記実切断線に発生したクラックに対して第2波長を有する第2レーザビームを照射する第2レーザと,前記クラックにおいて反射した前記第2レーザビームを感知する感知手段と,前記感知手段の感知信号に基づき,前記実切断線と前記切断予定線を比較し,前記実切断線が前記切断予定線に一致しない場合に前記第1レーザビームの経路を修正するための経路修正信号を出力する制御手段と,を備えた。
(もっと読む)
溶接部可視化装置
【課題】溶接時に溶融池近辺の溶接状況を高い解像度で可視化できる溶接部可視化装置を提供する。
【解決手段】溶接部可視化装置10は、電子シャッターを備えた高画素CCDカメラ2と高輝度フラッシュランプ4とを備え、フラッシュランプによる溶接部の照明とCCDカメラによる撮影を同期させる。
(もっと読む)
レーザ溶接方法
【課題】溶接を効率よく行うことが可能なレーザ溶接方法を提供すること。
【解決手段】本発明のレーザ溶接方法では、部材10,11の接合予定線SSに沿って、第1及び第2の半導体レーザ光L1,L2を照射する。第1の半導体レーザ光L1は第2の半導体レーザ光L2と比して波長が短く、そのため部材10,11における吸収率がより高い。吸収率がより高い第1の半導体レーザ光L1によって、部材10,11の表面は急速に活性化されて溶融する。本発明では、第1の半導体レーザ光L1に追従するように、第2の半導体レーザ光L2を照射する。そのため、表面が活性化された部材10,11に第2の半導体レーザ光L2を照射することになる。部材10,11では、かかる第2の半導体レーザ光L2によって活性化が促進され、溶融が部材10,11の内部までスムーズに進行する。
(もっと読む)
レーザスクライブ装置
【課題】 被割断基板を割断する割断工程に先立ち、被割断基板に対しレーザ光を被割断基板の割断予定線に沿って相対的に移動させることにより割断予定線の始端から終端に向かうスクライブ線を形成するレーザスクライブ装置において、被割断基板の基板エッジ部分の残留応力などの影響で直線性が低下する。
特に、前記被割断基板が、第1面と第2面を保有する貼合せ型からなる被割断基板に於いて、上記事象が顕著にあらわれる。
【解決手段】 レーザスクライブ装置に対し、被割断基板の進行方向に対し、直角の方向にレーザ光の位置を自在に調整できる様に構成し、スクライブ予定線に沿ってスクライブ処理ができる構成にする。
(もっと読む)
レーザ溶接方法、被溶接物、及びレーザ溶接装置
【課題】フランジ幅が短い場合であってもローラの脱線がないレーザ溶接方法及びレーザ溶接装置、並びに当該レーザ溶接方法で溶接された被溶接物を提供すること。
【解決手段】レーザ溶接装置で、長手方向を溶接方向とし当該長手方向において略同一幅を有するフランジ部をステッチ溶接する際、フランジ部の幅方向における端部からの距離が所定値以上となるよう、ステッチごとのレーザ溶接開始点の位置を補正し、ステッチ長をS、フランジ部の長手方向の全長をL、幅方向の中心位置が全長L内においてばらつく幅をσ、溶接目標となる軌跡T0からの実際の溶接線T1のずれをΔxとしたとき、
S≦L・Δx/σ
を満たす長さのステッチ長にてステッチ溶接を行なう。
(もっと読む)
レーザ溶接装置、レーザ溶接方法
【課題】貫通痕が少ないレーザ溶接方法およびそのための装置を提供する。
【解決手段】加工用パターンの開始時点k1では、ワークW1およびW2を貫通する程度の入熱量h1となるようにレーザ光を照射し、その後の区間k2はワークW1およびW2を貫通しない程度の入熱量h2となるようにレーザ光を照射する。
(もっと読む)
レーザ加工における加工不良防止システム
【課題】レーザ加工において、素材に蓄積される熱密度をネスティングデータに基いて算出し、加工不良を防止するNCプログラムを作成する。
【解決手段】素材B1からワークW1〜W9を切り出す際に、ネスティング領域N1を線S1〜S4の長さ寸法の合計として定義し、NG1とする。ワークW1〜W9のレーザ加工長さ寸法は、線長L1〜L4と丸穴の円周長C1を合計し、9倍したものであり、LG1と定義される。熱密度HF1=LG1/NG1として算出し、この熱密度を予め設定したパラメーターと比較し、熱による加工不良を防止する加工手順を設定し、プログラムを作成する。
(もっと読む)
レーザ加工方法
【課題】 加工手順として必要なピアッシング孔の穿孔は残しながら、単位加工時間に対して占めるピアッシング孔穿孔時間の割合を減少させ、全加工時間を短縮する。
【解決手段】 1枚の原板2に対して複数の部材からなるネスティングデータ1を生成し、このネスティングデータ1に従ったレーザ加工の切断により、前記複数の部材を材料取りするに際し、ネスティングデータ1におけるピアッシング孔穿孔データを複数の部材切断データ13,15で共通に設け、前記ピアッシング孔穿孔データに基づいて穿孔したピアッシング孔21からこのピアッシング孔穿孔データを共通にする各部材に向けて助走線12を形成するレーザ加工方法である。
(もっと読む)
レーザアーク複合溶接の制御方法
【課題】レーザ・アーク複合溶接の安定化を図るため、複合溶接特有のパラメータであるLA距離を適正値に制御することができるレーザ・アーク複合溶接の制御方法を提供する。
【解決手段】レーザ照射ヘッドおよびアーク溶接トーチを溶接線上に直列に配置し、溶接線上のレーザ照射点とアーク発生点間の距離を制御するレーザ・アーク複合溶接の制御方法において、アーク溶接の電流値と、アーク溶接の電圧波形から求められる単位時間当たりの短絡回数をそれぞれ測定し、前記電流値が目標とする電流値よりも小さい場合は前記距離を拡大し、前記電流値が目標とする電流値よりも高い場合で、かつ、前記短絡回数が目標とする短絡回数よりも小さい場合は前記距離を短縮し、レーザ照射点とアーク発生点間の距離が適正範囲内となるように制御する。
(もっと読む)
レーザ加工方法及び装置
【課題】 レーザ加工による穴加工時に切抜かれる切抜き片に損傷を与えることなく穴加工を行うことのできるレーザ加工方法及び装置を提供する。
【解決手段】 レーザ加工ヘッド15からワークWへレーザ光LBを照射すると共にワークに対して前記レーザ加工ヘッド15を相対的に移動して、閉曲線41によって囲繞された穴をレーザ加工するレーザ加工方法であって、前記閉曲線によって囲繞された領域内又は領域外からレーザ加工を開始して前記閉曲線位置へ前記レーザ加工ヘッドが到達した到達位置Sから前記閉曲線41に沿ってのレーザ加工を行い、前記到達位置Sに前記レーザ加工ヘッド15が再び到達し前記閉曲線に沿って前記到達位置Sを前記レーザ加工ヘッド15が僅かに通過したときにレーザ出力をほぼ零又は零にすると共に、ワークWに対するレーザ加工ヘッド15の相対的な移動速度を非停止状態で制御するレーザ加工方法及び装置である。
(もっと読む)
セラミックグリーンシート用レーザ加工装置及びグリーンシート用レーザ加工方法
【課題】 PETフィルムがレーザビームによるダメージを受けることが無く、安価な構成からなるセラミックグリーンシートレーザ加工装置及びセラミックグリーンシートレーザ加工方法を提供すること。
【解決手段】 レーザ源からセラミックグリーンシートに至るまでの前記レーザビームの光路上に、ビームのスポット形状を略矩形状にし、かつビーム強度分布を略均一にする光学素子を備えるセラミックグリーンシート用レーザ加工装置もしくはそのレーザ加工方法。
(もっと読む)
1 - 20 / 21
[ Back to top ]