
Fターム[4E068CB01]の内容
Fターム[4E068CB01]の下位に属するFターム
コンピュータ利用 (547)
NC制御手段 (88)
ティーチングプレイバック (12)
Fターム[4E068CB01]に分類される特許
21 - 40 / 341
バンプ形成方法およびその装置
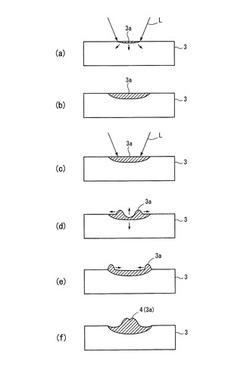
【解決手段】 レーザ光Lを対象物に照射して、該対象物の一部を溶融させてバンプ4を形成するバンプ形成方法に関し、上記対象物が銅である場合には、上記レーザ光Lを、0.1〜10msecのパルス幅でパルス照射して、1パルスあたりのエネルギー密度を20〜50J/mm2とする。
1回目のレーザ光Lの照射によって形成された溶融部分に、さらにレーザ光Lが照射されると、衝撃により溶融部分の中央がへこんで表面波振動が誘起され、その後溶融部分の外縁で反転した表面波が中央で衝突して上方に向けて隆起し、バンプ4として凝固する。
【効果】 バンプ4を高く形成することが可能である。
(もっと読む)
溶接方法

【課題】嵌合部分にクリアランスを有する円筒状部材の溶接において、円周振れ誤差の発生の少ない溶接方法を提供すること。
【解決手段】円筒状の第1部材21と、第1部材21に嵌挿される円筒状の第2部材22とを具備するワークWをワーク把持回転装置とレーザー溶接機とを使って溶接する溶接方法であって、第2部材22の最大半径点K1の角度位置を表すワークWの第1角度位置θ1を測定する段階と、第1角度位置θ1の正反対側のワークWの角度位置である第2角度位置θ2を第1角度位置θ1から算出する段階と、ワークを回転させる間に第1部材21と第2部材22とを周方向でレーザー溶接する段階であって、第2角度位置θ2で第1部材21と第2部材22との界面の溶融が始まるようにワーク把持回転装置の回転とレーザー溶接機とを制御する溶接方法が提供される。
(もっと読む)
レーザ加工装置及びその加工方法
【課題】加工対象物に対するレーザ光の照射を高速でオン・オフすることができるレーザ加工装置及びその加工方法を提供する。
【解決手段】レーザ加工装置1は、ガルバノミラー4とプリント基板10との間でレーザ光を吸収可能な光吸収部材7と、プリント基板10に対するレーザ光の照射を一時的に中断するために、光吸収部材7にレーザ光を照射させるようにガルバノミラー4によるレーザ光の偏向角度を制御する制御部8とを備える。
(もっと読む)
レーザアブレーション装置を用いて且つキャリブレーションステップの利用を通じて三次元表面を切除する方法、及び、その方法を実行する装置
本発明は、装置のキャリブレーションプレートを行うステップ(E1)であり、キャリブレーションプレートにおける複数の決定された点を照らすべく、検流ヘッドが、2つの軸に沿って、ある深さのところに位置するキャリブレーションプレートを照らし、一方で、カメラがそのキャリブレーションプレートを観察し、制御ユニットが、その深さのところにあるキャリブレーションプレートにおける複数の照らされた点のそれぞれの照明位置と、それら複数の照らされた点に関するカメラによって観察された位置との間の関係を構築し、複数回の、検流ヘッドによる照明、カメラによる観察、及び、制御ユニットによる関係の構築を可能にすべく、キャリブレーションステップ中に、そのキャリブレーションプレートが複数の深さのところに連続的に位置付けられ、制御ユニットが対応関係を構築するところのステップ(E1)と、キャリブレーションステップ(E1)に基づいて三角測量によりその切除される表面の三次元形状を決定するステップ(E2)と、三次元表面を切除するステップ(E3)であり、制御ユニットが、平面を定める複数の軸と深さに沿って、その切除される表面にビームを集中させ且つ方向付けるために、その表面の決定された形状に応じて検流ヘッドを制御するところのステップ(E3)と、を有することを特徴とする方法に関する。また、本発明は、上述の方法を実行するための装置に関する。 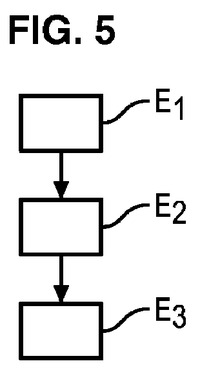 (もっと読む)
(もっと読む)
レーザ加工装置
【課題】重い機構部分を廃してレーザ加工を安定的に行うことができるレーザ加工装置を提供することを目的とする。
【解決手段】レーザ発振器11、2つの反射鏡24,25、および集光レンズ34を有し、加工ヘッド13の位置に関わらず光路長がほぼ一定となるように構成され、加工ヘッド13の直線運動位置に応じて演算した2つの反射鏡24,25の角度をサーボモータ27,28により制御することにより、重い機構部分を廃してレーザ加工を安定的に行う。
(もっと読む)
位置決め制御装置および工作機械
【課題】位置決め制御装置においてスループットを低下させずにモータの発熱を抑える。
【解決手段】位置決め制御装置は、第1の被駆動部材を移動させる第1のモータ54と、第2の被駆動部材を移動させる第2のモータ64と、第1および第2のモータのそれぞれに対して2自由度制御を行い、第1の被駆動部材を第1の目標位置に移動させ、第2の被駆動部材を第2の目標位置に移動させる制御手段51,53,61,63とを有する。制御手段は、第1の被駆動部材を第1の目標位置に移動させるために第1のモータの動作に必要な第1の時間Txと、第2の被駆動部材を第2の目標位置に移動させるために第2のモータの動作に必要な第2の時間Tyとを求め、第1および第2の被駆動部材をそれぞれ第1および第2の目標位置に移動させる際に、第1および第2のモータを、第1および第2の時間のうち長い方の時間で同時に動作させる。
(もっと読む)
レーザビーム照射装置、およびレーザビーム照射方法
【課題】ポインティングスタビリティおよびビーム径の変動に対応可能なレーザビーム照射装置を提供する。
【解決手段】レーザビーム照射装置1は、レーザ発振器11と、ビームエキスパンダ12と、ビームエキスパンダ12から出射したレーザビームの強度分布を変換する強度変換素子14と、強度変換素子14から出射したレーザビームを複数本のレーザビームに分岐するDOE15と、複数本のレーザビームを被照射物91の被照射面に集光する集光レンズ17と、集光レンズ17から出射した複数本のレーザビームのうち少なくとも1本のレーザビームのビームプロファイルを測定するビームプロファイラ18と、基準となるビームプロファイルを格納した記憶装置19と、測定されたビームプロファイルが基準となるビームプロファイルとなるように強度変換素子14の位置とビームエキスパンダ12によるビーム径の設定とを制御する制御装置20とを備える。
(もっと読む)
レーザ加工方法およびレーザ加工装置
【課題】強度を増した被加工物にBVH加工工法を実施した場合であっても、補強材(ガラス繊維)の突き出し、内層銅箔への熱ダメージ、表層から絶縁層にいたる樹脂への熱ダメージによりデスミア後にエッジバックが発生して補強材(ガラス繊維)の突き出しがさらに長くなるという課題を抑制するレーザ加工方法を提供する。
【解決手段】穴20の径よりも小さなスポット径の第1のレーザ光21,22を穴20の内周に沿って照射して加工するステップと、穴20の径よりも小さなスポット径で、かつ第1のレーザ光21,22よりも波長の長い第2のレーザ光24を穴20の周よりも内側に照射するステップを有し、後のステップによって、前のステップで加工されずに残った部分を加工する。
(もっと読む)
レーザー印字方法、及びレーザー印字装置
【課題】 階調の細かい画像であっても、ワークを発泡させることなく、視覚により判別可能な画像を印字することができるレーザー印字方法、及びそれを用いたレーザー印字装置を提供する。
【解決手段】 濃淡画像Pの明度(濃度)に対して設定される異なる閾値ThA〜ThDを用いて、濃淡画像Pを二値化した二値画像Pa〜Pdを生成し、生成された二値画像Pa〜Pdを1画像ずつ順次選択し、選択した二値画像に基づいて、ワーク4の所定範囲にレーザー光を照射する。
(もっと読む)
ウエーハの加工方法
【課題】 DAFがダイシングテープに溶着することのないレーザビームを使用したウエーハの加工方法を提供することである。
【解決手段】 裏面にダイシングテープで支持されたダイアタッチフィルムが配設されたウエーハの加工方法であって、第1の方向に伸長する第1分割予定ラインにレーザビームを位置づけて照射するとともに、チャックテーブルとレーザビーム照射手段とを相対的に加工送りして第1分割予定ラインに沿ってウエーハとダイアタッチフィルムとを分割する第1の分割工程と、第1分割予定ラインと直交する第2分割予定ラインにレーザビームを位置づけて照射するとともに、チャックテーブルとレーザビーム照射手段とを相対的に加工送りして第2分割予定ラインに沿ってウエーハとダイアタッチフィルムとを分割する第2の分割工程とを具備し、第1の分割工程又は第2の分割工程の何れか一方において、第1分割予定ラインと第2分割予定ラインとの交差点においてレーザビームのエネルギーを低減させることを特徴とする。
(もっと読む)
レーザ加工装置
【課題】様々な形状の加工対象物を容易、かつ安価にテーブルに固定することができ、かつ、レーザ加工精度に優れるレーザ加工装置を提供する。
【解決手段】平板状の加工対象物OBを固定するテーブル201と、テーブル201を回転させる回転手段と、前記テーブルにセットされた平板状の加工対象物OBにレーザ光を対物レンズで集光して照射する光加工ヘッド200と、テーブル201を光加工ヘッド200と相対的に前記テーブル201の半径方向に移動する半径方向移動手段と、テーブル201が複数の凹部を有し、加工対象物OBが、テーブル201の凹部に脱着可能な固定部材によりテーブル201に固定可能にされ、フォーカスサーボ制御手段が、レーザ光の焦点が少なくとも固定部材を移動する間、加工対象物OBの縁から内側の近傍に設定した境界位置又は固定部材の近傍領域の境界位置の強度で制御信号をホールドする信号ホールド手段を有する。
(もっと読む)
レーザー加工方法、被加工物の分割方法およびレーザー加工装置
【課題】加工痕における光吸収が低減されるレーザー加工を行えるレーザー加工方法を提供する。
【解決手段】光源からのパルスレーザー光の照射状態を変調させることによって被加工物の表面における照射範囲を変調させることにより、第1の方向に連続する部分を有するが、第1の方向に垂直な断面の状態が第1の方向において変化する被加工領域を形成する。具体的には、パルスレーザー光の単位パルスごとのビームスポットが第1の方向に沿って離散する照射条件でパルスレーザー光を走査するか、パルスレーザー光の照射エネルギーを変調させつつパルスレーザー光を第1の方向に走査するか、それぞれに第1の方向に対し所定の角度を有する第2の方向と第3の方向へのパルスレーザー光の走査を交互に繰り返すことによって、被加工物におけるパルスレーザー光の走査軌跡を第1の方向に沿った分割予定線と繰り返し交互に交差させるかのいずれかで実現される。
(もっと読む)
レーザによる回転式切削工具刃の3次元表面成形
レーザ(50)を使用して、点単位の所定の幾何形状を形成するように回転式切削工具(10)の切削端(18)から材料を除去して、回転式切削工具(10)の切刃(20、22)およびこれに隣接する曲面(S)領域を形成する方法が開示される。切削端(18)の表面(S)に垂直な方向の成分(CN)を有する角度(θ)で回転式切削工具(10)の切削端(18)に向かってレーザビーム(L)を出すことにより、比較的複雑な表面および刃形状を形成することができる。レーザビーム(L)は、切削端(18)の表面(S)を複数のパスで横断して出されて材料を除去し、所望の切刃(20、22)およびこれに隣接する3次元曲面形状(S)を形成する。 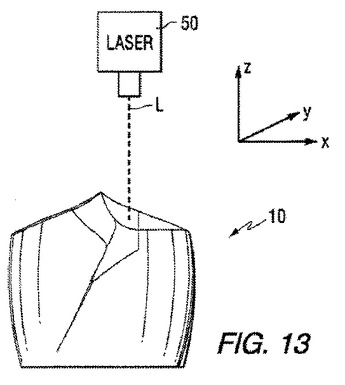 (もっと読む)
(もっと読む)
加工ヘッドに配置された遮蔽装置ならびに加工ヘッドおよび遮蔽装置を備えた加工機械
遮蔽装置(8)は、加工機械(1)の加工ヘッド(6)において出射する加工ビーム(19)および/または加工ビーム(19)の加工箇所(20)を周囲に対して遮蔽する。遮蔽装置(8)は、構成要素ホルダ(16)に取り付けられた遮蔽要素(18)を備えた少なくとも2つの遮蔽ユニット(13)を有している。遮蔽ユニット(13)の構成要素ホルダ(16)は、加工ビーム(19)を遮蔽するためかつ/または加工ビーム(19)の加工箇所(20)を遮蔽するために、構成要素ホルダ(16)に対応して配置された遮蔽要素(18)と共に、互いに相対運動可能である。加工機械の加工ヘッド(6)は、前述の遮蔽装置(8)を備えている。加工機械は、このような加工ヘッド(6)を備えている。 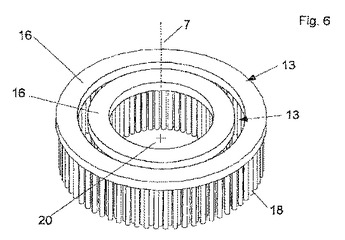 (もっと読む)
(もっと読む)
レーザ照射装置及びレーザ照射方法
【課題】出力安定性、保守性に優れ、かつ、省スペース化、低ランニングコスト化が実現可能なレーザ照射装置及びレーザ照射方法を提供する。
【解決手段】レーザ波長が390nm〜470nmのレーザ光を発光する単一のレーザ発光素子又は複数のレーザ発光素子を配置したレーザ発光素子群と、前記レーザ発光素子又は素子群から発光されるレーザ光を線状レーザスポットに集光する集光手段と、前記集光手段により集光された線状レーザスポットの総照射パワー値が6W〜200Wとなるよう前記レーザ発光素子の各々の発光量を調整するレーザ発光素子制御手段とを有するレーザ照射装置。
(もっと読む)
レーザ加工装置
【課題】スキャナ間で走査特性が大きく異なる場合であっても、加工品質の低下を抑制しつつ、非加工区間の走査に要する時間を短縮することができるレーザ加工装置を提供する。
【解決手段】第1加工線の終端でレーザ光を遮断させてから第2加工線の始端で加工を開始させるまでの遮断期間において、第1加工線の描画情報に基づいてスキャナの走査を終了させる走査終了点から、第2加工線の描画情報に基づいて走査を開始させる走査開始点までの距離の各方向成分を算出する距離算出部42と、距離の各方向成分のうち、最大成分に係るスキャナの走査速度及び走査開始点での待ち時間を当該方向成分に基づいて決定する走査パラメータ決定部43と、走査パラメータ決定部43によって決定された走査速度及び待ち時間に基づいて、走査終了点から走査開始点までスキャナを移動させる非加工区間走査制御部44により構成される。
(もっと読む)
レーザマーキング装置及びレーザマーキングシステム
【課題】マーキング異常の原因を推測しやすくすることができるレーザマーキング装置を提供する。
【解決手段】レーザマーカ2と制御装置15を含むコントローラ4とコンソール6とを備え、ガルバノスキャナ13にてマーキングするレーザマーキング装置1に、レーザ出力測定手段とマーキング異常検出手段と、パターン撮像手段と出力地を含むステータス情報とを対応付けてメモリに記憶させる記憶手段とを備え、レーザ光Lの出力異常の検出に基づきレーザマーカ2に備えられた撮像装置14にて撮像されたパターンの撮像画像と、少なくともレーザ光Lの出力値を含むステータス情報とを対応付けてマーキング異常を検出する。
(もっと読む)
ウエーハのレーザー加工方法
【課題】相対的に面積が大きい方にも僅かに膨張する膨張分を考慮し、ウエーハに形成されたストリートに沿って品質上影響を及ぼすことなく効率よくレーザー加工することができるウエーハのレーザー加工方法を提供する。
【解決手段】面積が最も大きい中央領域のレーザー加工が最後になるように被加工用ウエーハをストリートに沿ってレーザー加工するレーザー加工方法であって、予めゲージ用ウエーハに対して被加工用ウエーハに形成されたストリートに対応する加工領域に所定本数の加工領域毎に第1のレーザー加工工程および第2のレーザー加工工程を実施して所定本数の加工領域毎にゲージ用ウエーハのY軸方向における中心側のズレ量を検出することにより所定本数の加工領域毎に補正データを作成し、被加工用ウエーハに対して第1のレーザー加工工程および第2のレーザー加工工程を実施する際に、所定本数のストリートに沿ってレーザー加工を実施する毎に、補正データに基づいて割り出し送り量を補正する。
(もっと読む)
半導体素子の製造方法および製造装置
【課題】本発明は、半導体素子用結晶を含む薄層を、レーザ照射を用いて成長基板から剥離する半導体素子の製造方法および製造装置を提供することを目的とする。
【解決手段】第1の主面に半導体素子用結晶が形成された成長基板にレーザ光を照射して前記半導体素子用結晶または前記成長基板の内部の所定位置に前記レーザ光を集光し、前記第1の主面に対して平行な方向に前記レーザ光を移動し、前記半導体素子用結晶を含む薄層を前記成長基板から剥離する工程を備え、前記レーザ光の波長は、前記レーザ光を内部に集光させる前記半導体素子用結晶または前記成長基板の吸収端波長よりも長いことを特徴とする半導体素子の製造方法が提供される。
(もっと読む)
T字継手の溶接方法及び装置
【課題】T字継手の溶接方法及び装置において、溶接時間を短縮して作業効率の向上を図ると共に、未接合部の発生を防止して溶接品質の向上を図る。
【解決手段】レーザビームLBを照射可能であると共にレーザ溶接用シールドガスを吹付け可能なレーザ加工ヘッド31と、溶接ワイヤWを供給可能であると共にアーク溶接用シールドガスを吹付け可能なアークトーチ32と、レーザ加工ヘッド31及びアークトーチ32と各被溶接部材11,12とを溶接方向に沿って相対移動させる移動装置33と、レーザ加工ヘッド31とアークトーチ32と移動装置33を制御する制御装置34とを設け、制御装置34は、レーザ加工ヘッド31によるレーザ出力を1〜6kWに設定すると共に、レーザビーム角α及び第2被溶接部材12の板厚に基づいて第1被溶接部材11からのレーザ狙い位置までの距離Lを設定する。
(もっと読む)
21 - 40 / 341
[ Back to top ]