
Fターム[4E068CB01]の内容
Fターム[4E068CB01]の下位に属するFターム
コンピュータ利用 (547)
NC制御手段 (88)
ティーチングプレイバック (12)
Fターム[4E068CB01]に分類される特許
81 - 100 / 341
レーザー加工装置
【課題】レーザービームの集光点位置を、高速でかつ広範囲に調整可能なレーザー加工装置を提供する。
【解決手段】加工対象のワークを保持する保持手段2と、この保持手段2に保持されたワークにレーザービームを照射する加工手段3とを有するレーザー加工装置において、加工手段3に、少なくとも、加工用のレーザービームを発振する発振器と、発振器から発せられたレーザービームをワークに集光する集光レンズと、レーザービームの集光点位置を調整するための集光点位置調整機構30を設ける。そして、この集光点位置調整機構30を、永久磁石を備え集光レンズを支持する可動部と、この可動部をワークに対して垂直な方向に移動させるためのコイル部及び可動部を気体によって支持する気体軸受部を備える固定部と、磁気反発作用によって可動部を下方から支持する支持部材とで構成する。
(もっと読む)
レーザ加工装置およびレーザ加工方法

【課題】 加工対象物OBの表面に異常部が生じていても、フォーカスサーボが外れずにレーザ加工を継続でき、加工対象物OBの損失や加工時間の無駄を低減する。
【解決手段】 加工用レーザ光の光スポットの加工方向前方位置に検査用レーザ光を照射し、その反射光の強度に基づいてレーザ加工直前位置における異常部を検出する。検査用レーザ光の反射光の強度が低下したときにマスク信号発生回路67にてマスク信号を発生させる。遅延回路68は、加工用レーザ光が異常部を照射するまでの時間遅れを考慮してホールド信号を作成し導通回路63に出力する。導通回路63は、ホールド信号を入力したとき、フォーカスエラー信号をゼロにしてフォーカスサーボをホールドする。
(もっと読む)
レーザー加工装置及びレーザー加工方法
【課題】ワークの厚さにかかわらず、レーザービームの集光点位置をリアルタイムで補正することができ、予めワークの表面変位の測定を行うことなく、レーザービーム照射領域の表面変位が一定でないワークに対しても、精度良く加工を施すことができるレーザー加工装置及びレーザー加工方法を提供する。
【解決手段】表面変位検出手段で検出されたワーク10の表面変位に基づき、集光点位置調整手段により加工手段に設けられた集光レンズ33の位置を調整しつつ、保持手段に保持されたワーク10に対して、加工手段から加工用レーザービームを照射するレーザ加工装置において、表面変位検出手段に設けられる検出用光源41をレーザービームとは異なる複数波長の光を発振可能なものとし、波長選択部45において、その複数波長から検出用光として使用する一の波長を選択し、この選択された波長の検出用光を集光レンズ33で集光してワーク10に照射する。
(もっと読む)
レーザヘッドトーチの調整方法、レーザヘッドトーチ及び溶接ロボット
【課題】溶接ロボットにおいてレーザヘッドトーチを目標の方向に正確かつ効率的に調整することが可能なレーザヘッドトーチの調整方法、レーザヘッドトーチ及びレーザヘッドトーチを提供すること。
【解決手段】レーザトーチ53が設けられる手首部26と、この手首部26に連接される少なくとも1つのアーム部25と、前記手首部26のティーチング操作を記憶する制御部30とを備えた溶接ロボット1であって、前記手首部26又は前記レーザヘッドトーチの光軸との相対的な向きが保持されるように角度計測機器28を設け、前記角度計測機器28の測定値に基づいて前記手首部26、アーム部25を作動させることにより前記レーザヘッドトーチ53が目標とする目標角度に調整することを特徴とする。
(もっと読む)
溶接方法
【課題】逆歪みを与えたり或いは歪み取りを行うことなしに、熱による母材の変形、すなわち溶接による歪みそのものの発生を抑制する溶接方法を提供する。
【解決手段】アルミルーフ9とスチールボディサイドルーフレール10を重ねた溶接部位11に供給する金属ワイヤをレーザで溶かしながらこれらワーク同士を溶接する溶接方法において、溶接部位11全長を少なくとも3つ以上の溶接部位に分割し、その分割した各溶接部位W1〜W7の溶接方向を同一方向とし、且つ各溶接部位の溶接終了点から次の溶接部位の溶接開始点へ戻り、その溶接終了点を前の溶接部位の溶接開始点として溶接する。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】 生産効率を低下させることなく加工対象物OBを精度良く検査する。
【解決手段】 加工用レーザ光を加工対象物OBに照射してレーザ加工するときに、加工用レーザ光とは光軸がずれた検査用レーザ光を照射する。検査用レーザ光は、加工対象物OBがレーザ加工されない弱い強度であって、加工用レーザ光によるレーザ加工の直前部分を照射する。検査用レーザ光の反射光の強度が基準強度よりも下回っている時間が異常判定用基準時間以上となった場合には、加工対象物OBに異常部(異物付着部や傷形成部)が存在すると判定する。従って、加工用レーザ光の強度に無関係に異常検出を行う事ができるので、検査精度が向上する。
(もっと読む)
レーザ加工装置、及び、レーザ加工方法
【課題】 高効率で加工を行う。
【解決手段】 レーザ光源と、レーザ光源を出射したレーザパルスが入射する位置に配置され、回転中心の周囲に回転可能に保持され、入射したレーザパルスを回転位置に応じた方向に偏向して出射するビーム偏向器と、ビーム偏向器を回転中心を中心として回転させる回転駆動装置と、ビーム偏向器で第1方向に偏向して出射されたレーザパルスが入射する位置に配置され、入射したレーザパルスを出射する第1光学系と、ビーム偏向器で第2方向に偏向して出射されたレーザパルスが入射する位置に配置され、入射したレーザパルスを出射する第2光学系と、レーザ光源を出射するレーザパルスの出射タイミングと、ビーム偏向器の回転動作とを同期させて、ビーム偏向器に入射するレーザパルスを第1または第2方向に偏向して出射させる制御装置とを有するレーザ加工装置を提供する。
(もっと読む)
レーザを用いた岩石の加工方法及びその装置
【課題】 加工能率が著しく高く、加工時間の短縮、加工エネルギーの節減を図ることができるレーザによる岩石の加工技術を提供する。
【解決手段】 液体10中に浸漬して岩石11の表面に液体10を介在させ、液体10中を通って、岩石11の表面に波長1.2μm以上の液体への吸収能の高いレーザ13を照射し、液体10中に誘起気泡を発生させ、レーザ13照射部のキーホール21内に発生するドロスを飛散させると共に、レーザ照射位置を照射面に沿って連続的に移動させ、レーザ非照射部22が熱応力により割裂破壊するようにレーザ13の照射条件及び移動速度を、岩石の加工部からの情報に基いて制御し、レーザ13を矢印14で示すように移動させ、周縁23、底部24で示すような大口径の孔を効率的に形成する。
(もっと読む)
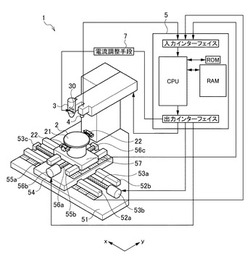
レーザー加工装置
【課題】安定的な高精度加工が可能なレーザー加工装置を提供する。
【解決手段】レーザー加工装置1は、レーザーにより被加工物100を加工するレーザー加工装置1である。レーザー加工装置1は、レーザー源6と、レーザー源6から出射されたレーザーを被加工物100上に集光させる集光レンズ18を有するレーザー光学系4と、液体を噴射して液柱を形成するレーザー加工ヘッド2と、レーザー加工ヘッド2に液体を供給する加圧ポンプ8と、を備え、レーザー加工ヘッド2は、集光レンズ18とレーザーの集光点Mとの間に配置され、液体導入部14が集光レンズ18によって集光されるレーザーの集光領域R内に配置される。
(もっと読む)
レーザ加工装置
【課題】被加工基板の薄膜のうちパターニングされていない箇所を、迅速かつ確実に、決定すること。
【解決手段】レーザ加工装置は、基板61と、該基板61に配置された薄膜62とを有する太陽電池に用いられる被加工基板60を加工する。レーザ加工装置は、被加工基板60を保持する保持部65と、被加工基板60の薄膜62にレーザ光Lを照射して、薄膜62を加工するレーザ発振器1と、保持部65に保持された被加工基板60の薄膜62に対するレーザ光Lの照射位置を相対的に移動させる移動機構5と、を備えている。被加工基板60を透過した光L’, P’または被加工基板60で反射された光L”,P”は光センサ10によって検知され、当該光センサ10からの信号に基づいて、被加工基板60の薄膜62のレーザ光Lによるパターニングが正常に行われているか判断部51によって判断される。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】装置構造を複雑化せずに、不具合が発生の原因がレーザ光を発振する発振部にあるのか、発振されたレーザ光をワークに照射する照射部の光学部品にあるのかを容易に判別することができるレーザ加工装置及びレーザ加工方法を提供する。
【解決手段】ワーク10を保持する保持手段2と、レーザ光6を発振する発振器31を備えた発振部と、発振されたレーザ光6をワーク10の加工点10aに向けて照射する照射部とを有するレーザ加工装置に、加工点10aにおけるレーザ光6の出力を検出する第1の検出手段4と、発振部と照射部との間の位置において発振器から発振されたレーザ光の出力を検出する第2の検出手段5とを設け、第1の検出手段4においてレーザ光6の出力が所定の範囲から外れていることが検出された場合に、第2の検出手段5により発振部と照射部との間におけるレーザ光6の出力を検出する。
(もっと読む)
レーザマーキング装置
【課題】基準焦点距離調整範囲より狭い範囲でのレーザ印字をする際にスポット径を小さく変更でき、線幅が細くサイズの小さい微小印字を可能とするレーザマーキング装置を提供する。
【解決手段】制御装置21は、第2入力装置24にて設定した実遠点距離に対するレーザ光の焦点位置におけるスポット径を記憶装置22から求めて、その求めたスポット径を基準スポット径dφより小径の新たな基準スポット径dφk1として、加工対象物の加工面の各位置にレーザ光を照射する。また、制御装置21は、第1入力装置23にて設定した基準スポット径dφより小径の目標スポット径dφpに対する収束レンズの焦点距離を記憶手段から求め、その求めた焦点距離を前記最遠点距離よりも短い実調整遠点距離とし、求めた実調整遠点距離に対する第1入力装置23にて設定した最小径よりも小径の目標スポット径dφpにて、加工対象物の加工面の各位置にレーザ光を照射する。
(もっと読む)
被覆テープ分断方法及び被覆テープ分断装置
【課題】缶体の内面に被覆され、移送される缶体の間に延出する樹脂製の被覆テープを高速かつ正確に分断することができる被覆テープ分断方法及び被覆テープ分断装置を提供すること。
【解決手段】両端が開口した缶体1A、1Bの内面に熱融着されるとともに缶体1A、1B間に延出する樹脂製の余剰の被覆テープ3Bを、前記缶体1A、1Bを移送しながら分断する被覆テープ分断装置10であって、前記缶体を間隔をあけて移送する移送手段11と、前記缶体1A、1Bの端部を検出する缶端検出手段と、前記缶体1A、1Bの移送速度を合成したレーザビームを前記端部に沿って照射可能とされたレーザ照射装置と、を備え、前記レーザビームを、前記余剰の被覆テープ3Bの前記後端部E1及び前記前端部から露出する部分に照射するように構成されていることを特徴とする。
(もっと読む)
ガルバノ装置およびレーザ加工装置
【課題】ミラーの倒れによる加工用の光の位置決め精度又は物品の加工精度の低下を抑制する。
【解決手段】ガルバノ装置は、ミラー2と、ミラー2を回転させるモータ1と、ミラー2の被検領域6の傾きを検出する検出器DT1と、検出器DT1によって検出された被検領域6の傾きとミラー2の回転角とに基づいて該回転角におけるミラー2の倒れ量を得る処理部50とを備える。
(もっと読む)
レーザ加工制御装置およびレーザ加工装置
【課題】レーザパルス光の出射を制御するレーザ加工制御装置を得ること。
【解決手段】レーザパルス光のレーザパワーを測定するレーザパワー測定部と、レーザパルス光が出射されていないタイミングでレーザパワー測定部が出力する出力値に基づいて、レーザパワー測定部が測定するレーザパワーのオフセット量を算出するオフセット電圧算出部12と、オフセット電圧算出部12が算出したオフセット量をレーザパワー測定部に出力するオフセット電圧出力部13と、レーザパワー測定部がオフセット量を用いて測定したレーザパワーに基づいて、被加工物に照射されたレーザパルス光のエネルギー量の合計値をレーザ照射位置毎に算出するエネルギー量算出部16と、エネルギー量算出部16が算出した合計値に基づいて、レーザ発振器が出射するレーザパルス光の出射制御を行なうレーザパルス出力指示部15と、を備える。
(もっと読む)
レーザ溶接方法、この溶接方法によって形成された溶接物、およびレーザ溶接システム
【課題】レーザ溶接の工程時間を短縮する。
【解決手段】レーザ照射装置を停止させる際に、移動途中の減速域A2−A3で溶接点へ向けてレーザ照射を開始し、レーザ照射を継続させつつレーザ照射手段を停止させ、停止後の区間A3−A4で所定の加工パターンの溶接を行い、さらに増速区間A4−A5でもレーザ照射を継続する。
(もっと読む)
パルスジェット型集塵機の制御装置およびその制御方法
【課題】集塵対象設備が運転・停止を繰返し行っても、送風機用モータの自己冷却が可能なパルスジェット型集塵機の制御装置およびその制御方法を提供する。
【解決手段】パルスジェット型集塵機のパルスジェット装置、および前記パルスジェット型集塵機の送風機用モータの各運転を一括して制御しかつ集塵対象設備の運転の停止信号と連動して運転中の前記モータを停止させ、その後、前記パルスジェット装置だけを所定時間運転させるようにしたパルスジェット型集塵機の制御装置において、前記パルスジェット装置の運転を制御する制御ユニットに、前記モータを自己冷却するためのモータの連続運転時間を設定する冷却タイマを取り付ける。
(もっと読む)
ガルバノスキャナ装置およびガルバノスキャナ装置を備えるレーザ加工装置
【課題】レーザ光等の光ビームを反射させるミラーを高速かつ高精度に位置決めすることができるガルバノスキャナ装置およびガルバノスキャナ装置を備えるレーザ加工装置を提供すること。
【解決手段】回転軸5に支持されたミラー2と、回転軸5に支持されたエンコーダ板7とフレーム12bに固定されたセンサヘッド8とからなる角度検出手段と、角度検出手段により検出される角度検出値14を用いてミラー2を角度目標値に追従させるサーボ制御装置と、を備えたガルバノスキャナ装置において、ミラー2にミラー2の変形量を検出する歪みセンサ10を設け、歪みセンサ10の出力信号20と角度検出手段の出力信号14とに基づいてミラー2を位置決めする。
(もっと読む)
レーザ加工装置、レーザ加工方法、およびフラットパネルディスプレイの製造方法
【課題】被処理物の照射対象部分の周辺にレーザ光が照射されるのを精度よく抑制すること。
【解決手段】レーザ光源8と、被処理物の保持手段と、レーザ光が導入される照射手段5と、保持手段と照射手段との相対的な位置を変化させる第1の移動手段4と、照射手段の光軸に交差して設けられたマスク10と、光軸に対するマスクの相対的な位置を変化させる第2の移動手段11と、第2の移動手段を制御する制御手段3とを備え、マスクは、被処理物の照射対象部分の少なくとも一部分と相似形または同一形状を有し、レーザ光の一部を透過させてスポット形状を成形する透過部10aを有し、照射手段は、スポット形状を照射対象部分に転写する結像光学系9を有し、制御手段は、第2の移動手段を制御することで、照射対象部分の形状に基づいてレーザ光が透過する位置を変化させることを特徴とするレーザ加工装置が提供される。
(もっと読む)
レーザ強度分布変換装置
【課題】略平行な光束であるレーザビームの強度分布を、平行性を維持しつつ変換させ、高出力レーザにも対応可能であるレーザ強度分布変換装置を実現する
【解決手段】略平行光であるレーザビームを直角プリズム3に入射させ、斜面で全反射させる。直角プリズム3の斜面には、凸レンズ4の凸面がエバネッセント光を発生させる近距離で対向しており、凸レンズ4の凸面形状に応じたレーザ強度分布を有する内部反射光を得ることができる。2つの光学素子3,4の少なくとも1方を動的あるいは静的に変位させることでレーザ強度分布を自在に調整することができる。また、全反射現象を利用するため高出力レーザにも対応できる。
(もっと読む)
81 - 100 / 341
[ Back to top ]