
Fターム[4E068CC01]の内容
Fターム[4E068CC01]の下位に属するFターム
視覚センサ (581)
Fターム[4E068CC01]に分類される特許
61 - 80 / 373
レーザ加工装置
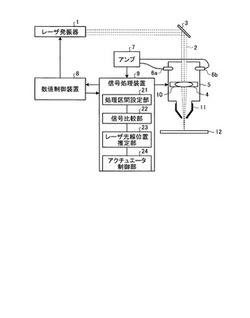
【課題】レーザ光が照射された時の加工点からの光強度のモニタリング精度を向上させること。
【解決手段】レーザ光線2を生成するレーザ発振器1と、加工レンズ4にて集光されたレーザ光線2を加工ノズル11を介して被加工物12に照射するとともに、加工ノズル11を介してアシストガスを供給する加工ヘッド5と、レーザ光線2が照射された時の加工部分からの光を検出する光センサ6a、6bと、レーザ光線2の照射開始時から被加工物12の溶融開始時までを処理区間として設定し、処理区間内における光センサ6a、6bによる検出結果に基づいてレーザ光線2の位置を推定する信号処理装置9とを設ける。
(もっと読む)
分割方法

【課題】極端な高低差を有する異形状部が形成されたワークにおいて、レーザー加工により適切な深さに改質層を形成することができる分割方法を提供すること。
【解決手段】孔部53を有する半導体ウェーハWに対して分割予定ライン51上の孔部53の形成範囲を検出し、検出光線を半導体ウェーハWの分割予定ライン51上に照射して、孔部53の形成範囲を含む所定区間を除いて半導体ウェーハWからの反射光強度に集光レンズ46を追従させることで半導体ウェーハWの分割予定ライン51上の表面高さ位置を検出し、表面高さ位置に基づいてレーザー光線の焦点を移動させながら半導体ウェーハW内で集光させることによって分割予定ライン51に沿って連続的に改質層を形成する構成とした。
(もっと読む)
レーザーショックピーニングのシステム及び方法
【課題】レーザーショックピーニングの有効性のリアルタイムモニタリングのためのシステム及び方法を提供する。
【解決手段】レーザーショックピーニング用のシステム10は、レーザーパルス20をワークピース24の第1の面22に向けるように配置されたレーザー12と、ワークピース24の第2の面36上のカプラー30とを含んでいる。このシステム10はさらに、カプラー30の速度を測定するように配置されたドップラーシフト検出器16を含んでいる。
(もっと読む)
高出力レーザ加工ヘッド及び高出力レーザ加工方法
【課題】加工対象物から生ずるスパッタの蓄積をプローブビームを用いて監視する機能を有する高出力レーザ加工ヘッドにおいて、プローブビーム位置のずれの影響を抑え、かつ、低周波ノイズの影響を少なくして、精度及び感度の高い検出を可能とする。
【解決手段】100Hz乃至10000Hzの一定周波数で出力変調された加工用レーザ光3を加工対象物上に集光させる集光レンズ1と、集光レンズ1と加工対象物4との間の位置に配置された保護ガラス5と、保護ガラス5に向けてプローブビーム6を照射する光源8と、保護ガラス5を透過、または、反射したプローブビーム6の偏向方向を検出する位置センサ7と、位置センサ7からの出力信号より加工用レーザ光3の変調周波数を中心とする周波数成分を抽出する信号処理回路とを備え、抽出された信号の振幅を保護ガラス5に付着した吸収不純物の量として評価する。
(もっと読む)
2次元測長機による測定値の補正方法
【課題】汎用の2次元測長機を用いても露光面に形成された座標上の露光点を高精度に測定できるようにする。
【解決手段】X軸ガイドとY軸ガイドがX軸とY軸で直角に直交している状態から、X軸とY’軸とで示すように90度以下の角度θで交差する状態になる。このとき、X軸ガイドとY軸ガイドに基づいて露光点観測カメラが露光点20を測定すると、測定される座標の測定値はx’とy’となるが、露光点20における真の座標の測定値はx、yである。一方、真の座標の測定値x、yと実際の測定値x’、y’との関係は、x=x’+y’cosθ、及び、y=y’sinθで表わすことができる。従って、X軸ガイドとY軸ガイドが90度以下の角度θで交差していても、実際に測定された測定値x’、y’と交差角度θを上式に代入すれば、真の座標の測定値x、yを容易に求めることができる。
(もっと読む)
チャックテーブルに保持された被加工物の高さ位置計測装置およびレーザー加工機
【課題】チャックテーブルに保持された被加工物の上面位置を正確に計測することができる高さ位置計測装置を提供する。
【解決手段】高さ位置計測装置は、発光源からの光を第1の偏波保持ファイバーと第2の偏波保持ファイバーに導く光分岐手段と、光照射光路に導かれた光を平行光に形成する第1のコリメーションレンズと、平行光に形成された光を偏光する1/4波長板と、対物レンズと、第1の反射光と第2の反射光とを平行光に形成する第2のコリメーションレンズと、第1の反射光と第2の反射光との光路長を調整する光路長調整手段と、第1の反射光と第2の反射光との干渉を回折する回折格子と、回折格子によって回折した第1の反射光と第2の反射光の所定の波長域における光強度を検出するイメージセンサーと、検出信号に基づいて分光干渉波形を求め分光干渉波形と理論上の波形関数に基づいて波形解析を実行する制御手段とを具備している。
(もっと読む)
レーザ加工装置の光軸調整方法
【課題】光学系を移動させてレーザ光を走査し、加工する装置において、安価でかつ正確に光軸を調整でき、常に安定した加工が行えるようにする。
【解決手段】この光軸調整方法は、レーザ発振器1及び所定の範囲で移動可能な光学系3を有するレーザ加工装置のレーザ光の光軸を調整するための方法であって、第1工程及び第2工程を含む。第1工程は、レーザ光の光路に、レーザ光のビーム径より小径のピンホールが形成された光軸調整用の治具5を設置する工程である。第2工程は、治具5のピンホールを通過してきたレーザ光の出力を、光学系3の移動範囲にわたってパワーセンサ6により検出し、検出値が光学系の移動範囲において同じでかつ最大になるように、光学系3の姿勢を調整する工程である。
(もっと読む)
接合装置及び接合方法
【課題】自動車ボディ外縁のアウタパネルの曲げ加工と同時に、アウタパネル及びインナパネルのレーザ溶接作業ができ、かつ、アウタパネルやインナパネルのめっきを除去するための作業時間の短縮をできる接合装置及び接合方法を提供する。
【解決手段】接合装置1は、ヘムローラ14を有し、ヘムローラ14をアウタパネル2及びインナパネル3に対して相対的に移動して、ヘムローラ14によりアウタパネル2を折り曲げて折り曲げ部2dを形成し、折り曲げ部2dにインナパネル3の挿入部3dを挿入する曲げ加工部10と、アウタパネル2及びインナパネル3に対してヘムローラ14と一体でヘム移動方向Yに移動するように設けられ、ヘムローラ14のヘム移動方向Yの後側Y2に配置され、レーザ光21aを発光するレーザヘッド21と、レーザヘッド21を、ヘム移動方向Yとは直交する直交方向Xに移動可能に支持するレーザ直交方向移動部25Xとを備える。
(もっと読む)
状態検出装置およびレーザ加工装置
【課題】レーザ加工ノズルとワークの間の状態、例えば、ギャップ長やプラズマなどを精度良く検出できる状態検出装置などを提供する。
【解決手段】状態検出装置1は、レーザ加工ノズルに設けられた測定電極とワークWの間に参照信号を供給する信号発生回路10と、測定電極とワークWの間の状態に応じて変化する電気信号を測定するバッファ回路20およびA/Dコンバータ21と、レーザ加工ノズルとワークWの間に発生するプラズマPを抵抗成分と静電容量成分の並列回路としてモデル化し、測定電極とワークWの間のギャップを静電容量成分としてモデル化して、該抵抗成分と、プラズマPに起因した該静電容量成分およびギャップに起因した該静電容量成分の和である合成静電容量とを入力変数とし、検出対象である前記状態を出力変数とする関数モデルを有し、測定データに基づいて、前記状態、例えば、ギャップ長やプラズマなどを演算するための演算回路40などで構成される。
(もっと読む)
レーザ装置
【課題】ターゲットに照射される光ビームの焦点位置を精度良く検出でき、光ビームの焦点位置を制御できるレーザ装置を提供する。
【解決手段】レーザ装置は、レーザ光源1から供給される光ビームをターゲット36に集光するための集光光学素子11と、光ビームの光路の途中に設けられ、光ビームの波面曲率を変更するための可変曲率ミラー12と、光ビームの光路の途中に設けられ、回折ビーム33を発生するための回折格子と、回折ビーム33を受光して、ターゲット36に照射される光ビーム32の焦点位置を検出するための焦点位置検出装置41などを備える。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】耐火レンガ炉壁の整形切断時に、他の炉壁へ損傷を与えることを防止できるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、耐火レンガ炉壁表面にレーザ光を照射するレーザ照射部と、レーザ光照射点における発光強度を測定する発光強度測定部と、測定結果に基づいて、耐火レンガ炉壁のレーザ切断条件に応じてレーザ照射部を制御する制御部と、を備える。制御部は、耐火レンガの厚みに対するレーザ切断条件を記憶するレーザ情報記憶部と、破孔部の周囲を整形切断する前に、耐火レンガ炉壁の切断ライン上の任意の位置において耐火レンガ炉壁表面にレーザ光を予備照射して、耐火レンガの残存厚みを推定し、耐火レンガ炉壁の整形切断時におけるレーザ切断条件を決定する加工条件決定処理部と、決定されたレーザ切断条件に基づいて、レーザ照射部のレーザ光の出力強度およびレーザ照射部の移動速度を制御する駆動制御部と、を有する。
(もっと読む)
レーザ加工装置
【課題】装置の大型化を抑制しつつ、加工対象物の位置を検出することができるレーザ加工装置を提供する。
【解決手段】レーザ加工装置10は、加工対象物Wを加工するためのレーザ光を出射するレーザ光源11と、可視光であるガイド光をレーザ光と同軸上に生成する可視光源20とダイクロイックミラー13と、加工対象物Wを含む照射領域Aにおいて、ガイド光を走査するガイド光制御部32と、ガイド光が照射された照射領域Aからの反射光を受光する受光素子22と、受光素子22における受光量の変化点に基づいて照射領域A内での加工対象物Wの位置を検出する検出部33と、検出部33が検出した加工対象物Wの位置に基づいて、照射領域Aに対するレーザ光の照射位置を制御するレーザ光制御部34とを備える。
(もっと読む)
レーザ加工装置
【課題】光量変化が小さい加工不良であっても検出可能であり、加工状態の良否を確実に判定できるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、レーザ光2を被加工材1に向けて照射するための加工ヘッド3と、被加工材1を加工ヘッド3に対して相対移動させるための加工ステージ5と、レーザ光2の照射時に被加工材1の加工点6から放射される光の空間分布を、少なくとも2つの方向で検出するための光センサ11,12と、第1方向で検出した信号強度Iaと第2方向で検出した信号強度Ibとの比率Ia/Ibを演算するための信号処理部21と、レーザ加工時に、加工状態とともに前記比率を記憶するための記憶部22と、記憶部22に登録した基準比率と、実際のレーザ加工時に取得した比率とを比較して、加工状態の良否判定を行う判定部23などで構成される。
(もっと読む)
組合せレーザおよび荷電粒子ビーム・システム
レーザ照射装置および半導体装置の作製方法
【課題】被照射物内に厚さのばらつきが存在する場合であっても、被照射物に対してレーザ光の照射を均一に行うレーザ光の照射方法を提供する。
【解決手段】厚さのばらつきが存在する被照射物にレーザ光を照射する際に、オートフォーカス機構を用いることによって、被照射物の表面にレーザ光を集光するレンズと被照射物間との距離を一定に保ちながらレーザ光の照射を行う。特に、レーザ光に対して被照射物を被照射物の表面に形成されたビームスポットの第1の方向および第2の方向に相対的に移動させて、被照射物にレーザ光の照射を行う場合に、第1の方向および第2の方向のいずれかの方向に移動させる前にオートフォーカス機構によってレンズと被照射物間との距離を制御する。
(もっと読む)
レーザースクライブ装置
【課題】太陽電池基板の積層膜を所定パターンにパターニングできたかどうかを、ライン工程においても確実かつ簡単な構造で判定することができる、レーザースクライブ装置を提供することにある。
【解決手段】このレーザースクライブ装置10は、基板1上に、電極層3と、少なくとも1つの光電変換層5と、透明電極層8とが積層されてなる太陽電池基板の積層膜を、前記透明電極層側8から入射するレーザー光により切断してパターニングするものであって、前記レーザー光を照射するレーザー光照射手段12と、前記レーザー光の反射光を検出して切断の良否を判定する検査手段14とを有している。
(もっと読む)
レーザ溶接装置及びレーザ溶接方法
【課題】大出力レーザを用いた溶接においてプルームが激しく発生するような条件であっても、溶込み深さの増加と溶け込み深さの安定化を図ることのできるレーザ溶接装置及びレーザ溶接方法を提供する。
【解決手段】レーザ照射によって材料表面にキーホールを形成し溶接を行うレーザ溶接装置であって、レーザを集光して前記材料に照射するための溶接ヘッドと、前記材料の溶接部に、酸化を防止するためのシールドガスを供給するシールドガス供給機構と、前記溶接ヘッドと前記シールドガス供給機構との間に設けられた吸引口からプルームを吸引する吸引機構と、プルームの状態を検出するためのプルーム検知機構と、前記検知機構による検知結果に応じて前記吸引機構による吸引量を変更する制御手段とを具備する。
(もっと読む)
チャックテーブルに保持された被加工物の計測装置およびレーザー加工機
【課題】チャックテーブルに保持された半導体ウエーハ等の被加工物の上面位置を計測する計測装置および計測装置を装備したレーザー加工機を提供する。
【解決手段】発光源からの光を第1の経路に導くとともに第1の経路を逆行する反射光を第2の経路に導く第1の光分岐手段と第1の経路に導かれた光を平行光にし、この平行光を第3の経路と第4の経路に分ける第2の光分岐手段と第3の経路に配設され第3の経路に導かれた光を被加工物に導く対物レンズと、第2の光分岐手段と対物レンズとの間に配設された集光レンズと、第4の経路に導かれた平行光を反射し、この反射光を逆行せしめる反射ミラーと、第2の経路に導かれた反射光を回折する回折格子と、回折光の所定の波長域における各波長の逆数の光強度を検出するイメージセンサーと、検出信号からの分光干渉波形と理論上の波形関数に基づくフーリエ変換理論による波形解析を実行する制御手段とを具備している。
(もっと読む)
加工装置及び加工方法
【課題】加工ヘッドの高加減速化による加工精度の低下を抑制する。
【解決手段】レーザ加工ヘッド7を備えるY軸フレーム3を、一対のX軸フレーム1に沿って移動可能に支持させ、Y軸フレーム3と平行かつY軸フレーム3に同期してX軸フレーム1に沿って移動する補助フレーム17を設ける。補助フレーム17にY軸方向に移動可能に設けた取付ブラケット19には、レーザ加工ヘッド7をX軸方向に移動させるヘッド位置補正用駆動部15を設ける。Y軸フレーム3がX軸方向に移動する際にX軸方向にたわんだときに、取付ブラケット19に設けたリニアスケール25をレーザ加工ヘッド7側の支持アーム21に設けたセンサヘッド29が測定し、Y軸フレーム3のたわみによるレーザ加工ヘッド7の位置ずれを検出する。この際ヘッド位置補正用駆動部15がY軸フレーム3のたわみを相殺するように駆動してレーザ加工ヘッド7の位置ずれを補正する。
(もっと読む)
レーザ溶接品質判定方法及びその装置
【課題】溶接不良誤判定を抑制し且つ画像処理負荷を抑制できるレーザ溶接品質判定方法及びレーザ溶接品質判定装置を提供する。
【解決手段】本発明によるレーザ溶接品質判定方法及びレーザ溶接品質判定装置は、所定のレーザ溶接装置によりレーザ光(La)を照射して重ね合わされた板状の被溶接部材(P1、P1)を互いに溶接する際の溶接部(b)の溶接品質をその溶接中に判定する方法であって、被溶接部材の溶接部にレーザ光を照射した際に溶接部から発生する光の強度に基づいて溶接部の溶接の不良の有無を判定する第1判定ステップと、この第1判定ステップにより溶接部の溶接が不良であると判定されたときのみ、その溶接不良であると判定された溶接部の光像を所定の画像処理装置により画像処理して、その溶接部の溶接状態を判定する第2判定ステップと、を有する。
(もっと読む)
61 - 80 / 373
[ Back to top ]