
Fターム[4E068CC01]の内容
Fターム[4E068CC01]の下位に属するFターム
視覚センサ (581)
Fターム[4E068CC01]に分類される特許
161 - 180 / 373
レーザ加工装置
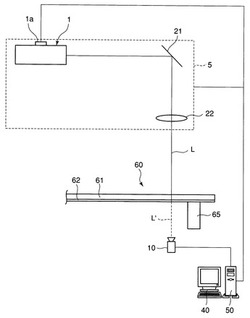
【課題】被加工基板の薄膜のうちパターニングされていない箇所を、迅速かつ確実に、決定すること。
【解決手段】レーザ加工装置は、基板61と、該基板61に配置された薄膜62とを有する太陽電池に用いられる被加工基板60を加工する。レーザ加工装置は、被加工基板60を保持する保持部65と、被加工基板60の薄膜62にレーザ光Lを照射して、薄膜62を加工するレーザ発振器1と、保持部65に保持された被加工基板60の薄膜62に対するレーザ光Lの照射位置を相対的に移動させる移動機構5と、を備えている。被加工基板60を透過した光L’, P’または被加工基板60で反射された光L”,P”は光センサ10によって検知され、当該光センサ10からの信号に基づいて、被加工基板60の薄膜62のレーザ光Lによるパターニングが正常に行われているか判断部51によって判断される。
(もっと読む)
被覆テープ分断方法及び被覆テープ分断装置

【課題】缶体の内面に被覆され、移送される缶体の間に延出する樹脂製の被覆テープを高速かつ正確に分断することができる被覆テープ分断方法及び被覆テープ分断装置を提供すること。
【解決手段】両端が開口した缶体1A、1Bの内面に熱融着されるとともに缶体1A、1B間に延出する樹脂製の余剰の被覆テープ3Bを、前記缶体1A、1Bを移送しながら分断する被覆テープ分断装置10であって、前記缶体を間隔をあけて移送する移送手段11と、前記缶体1A、1Bの端部を検出する缶端検出手段と、前記缶体1A、1Bの移送速度を合成したレーザビームを前記端部に沿って照射可能とされたレーザ照射装置と、を備え、前記レーザビームを、前記余剰の被覆テープ3Bの前記後端部E1及び前記前端部から露出する部分に照射するように構成されていることを特徴とする。
(もっと読む)
レーザ加工制御装置およびレーザ加工装置
【課題】レーザパルス光の出射を制御するレーザ加工制御装置を得ること。
【解決手段】レーザパルス光のレーザパワーを測定するレーザパワー測定部と、レーザパルス光が出射されていないタイミングでレーザパワー測定部が出力する出力値に基づいて、レーザパワー測定部が測定するレーザパワーのオフセット量を算出するオフセット電圧算出部12と、オフセット電圧算出部12が算出したオフセット量をレーザパワー測定部に出力するオフセット電圧出力部13と、レーザパワー測定部がオフセット量を用いて測定したレーザパワーに基づいて、被加工物に照射されたレーザパルス光のエネルギー量の合計値をレーザ照射位置毎に算出するエネルギー量算出部16と、エネルギー量算出部16が算出した合計値に基づいて、レーザ発振器が出射するレーザパルス光の出射制御を行なうレーザパルス出力指示部15と、を備える。
(もっと読む)
ガルバノ装置およびレーザ加工装置
【課題】ミラーの倒れによる加工用の光の位置決め精度又は物品の加工精度の低下を抑制する。
【解決手段】ガルバノ装置は、ミラー2と、ミラー2を回転させるモータ1と、ミラー2の被検領域6の傾きを検出する検出器DT1と、検出器DT1によって検出された被検領域6の傾きとミラー2の回転角とに基づいて該回転角におけるミラー2の倒れ量を得る処理部50とを備える。
(もっと読む)
レーザ発振器の出力補正方法およびレーザ加工装置
【課題】レーザ出力を基準波形に一致させることが出来るレーザ発振器の出力補正方法を提供することを目的とする。
【解決手段】励起用ランプ(1)を駆動する投入電流駆動回路(13)に入力する電流信号:I(n)を、基準光量値:Ls(n)とレーザ出力光量値:Lb(n)との差に応じた量:ΔP(n)と、積算基準光量値:ΣLb(n)と積算レーザ出力光量値:ΣLs(n)の差に応じた量:ΔJ(n)と、あらかじめ定めた形状の基準電流値:Is(n+1)に基づいて演算することを特徴とする。
(もっと読む)
レーザ加工装置
【課題】加工対象物に照射するレーザパワーを常に目的のパワーに維持することができ、常に同一品質のレーザ加工を加工対象物に施すことのできるレーザ加工装置を提供する。
【解決手段】偏光ビームスプリッター15を通過しないで反射する実反射レーザ光を検知する第1受光素子S1を設ける。制御装置24は、第1受光素子S1からの検知信号SG1に基づいて、その時々の偏光ビームスプリッター15を通過し加工対象物Wに照射される実通過レーザ光の実通過パワー値Psを求める。そして、求めた実通過パワー値Psと入力装置23にて設定力した設定加工パワー値Poとを比較し、実通過パワー値Psが設定加工パワー値Poと相違したとき、制御装置24は、回動装置18を介して、1/2波長板14を回動制御しての偏光ビームスプリッター15に対する相対回動角を調整し、実通過パワー値Psを設定加工パワー値Poに一致させる。
(もっと読む)
レーザ樹脂溶着機
【課題】レーザダイオードの経年劣化により光出力値が低下して来ても、校正開始の1操作だけで自動校正が行われ、出力値を指示するだけでその出力値が得られるレーザ樹脂溶着機の実現。
【解決手段】レーザダイオード11の電流対出力特性曲線のうち、直線近似が可能な範囲内で2つの電流値点I1とI2を選んで校正用電流値指示手段2から駆動電流設定部5へ設定指示し、その電流をレーザダイオード11に流したときの出力値P1とP2を光パワーメータ9で測定し、このI1、P1とI2、P2の2組の値から係数算出器8で近似直線式の1次係数および定数を求め、Pを変数とするIの直線式をレーザ出力設定関数器4に設定し、レーザ出力値指示手段3から出力値を指示すると、その出力に必要な電流値が駆動電流設定部5へ設定されるようにする。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】 加工開始直後のレーザ加工跡を良好にする。
【解決手段】 レーザ加工装置は、テーブル21を回転しながらレーザ光を加工対象物10の表面に照射することにより、テーブル21にセットされた加工対象物10の表面をレーザ加工開始位置からレーザ加工する。非加工用のレーザ光を加工用レーザ光源21から出射させているとき、オフセット信号発生回路62は、非加工用のレーザ光の入射時における対物レンズ35の焦点距離から加工用のレーザ光の入射時における対物レンズ35の焦点距離への変化分に対応したレベルのオフセット信号を発生して、レーザ光の焦点位置をオフセットしておく。非加工用のレーザ光の出射から加工用のレーザ光の出射の切換え時に、オフセット信号発生回路62からのオフセット信号の発生が停止され、レーザ光の焦点位置を加工対象物10の表面に一致させる。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】レーザパワーの波形制御における波形変調機能を改善してレーザ加工能力の向上をはかる。
【解決手段】このレーザ加工装置は、ファイバレーザ発振器10、レーザ電源12、レーザ入射部14、ファイバ伝送系15、レーザ出射部16、制御部18、タッチパネル20等を有している。制御部18は、ハードウェア的には、CPU(マイクロコンピュータ)、FPGA(フィールドプログラマブル・ゲートアレイ)、ディジタル−アナログ(D/A)変換器,アナログ−ディジタル(A/D)変換器等を有している。
(もっと読む)
レーザ光の出力計測方法、出力計測装置
【課題】液体の噴流中に導光させたレーザ光を被加工物に照射して加工を行うレーザ加工機において、そのレーザ光出力を直接計測する。
【解決手段】噴流4を遮蔽しかつレーザ光5を透過し得る遮蔽材1を設けてその後背に計測手段2を配し、レーザ光5を遮蔽材1越しに計測手段2に入射させて計測するようにした。これにより、例えば射出ノズル33の劣化に伴うレーザビーム6の透過率の変動等の、レーザ光出力の問題点を事前に察知することが可能となる。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】レーザパワーの波形制御におけるデータ効率、繰り返し速度および精度を改善してレーザ加工能力の向上をはかる。
【解決手段】このレーザ加工装置は、ファイバレーザ発振器10、レーザ電源12、レーザ入射部14、ファイバ伝送系15、レーザ出射部16、制御部18、タッチパネル20等を有している。制御部18は、ハードウェア的には、CPU(マイクロコンピュータ)、FPGA(フィールドプログラマブル・ゲートアレイ)、ディジタル−アナログ(D/A)変換器,アナログ−ディジタル(A/D)変換器等を有している。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】被加工体が透明であり、カメラなどの検知装置が検知する場合であっても、確実に検知することができるように、二次元コードなどの情報を形成すること。
【解決手段】レーザ加工装置は、透明な被加工体60を加工するために用いられる。レーザ加工装置は、被加工体60を保持する保持部40と、被加工体60にパルス状のレーザ光Lを照射して、複数の凹部66を形成するレーザ発振器1と、被加工体60を通過する光L,Pを検出する検出部10と、を備えている。光L,Pが、被加工体60の複数の凹部66を通過することによって、回折光が生成される。検出部10は、回折光によって生成される回折縞70を検出する。
(もっと読む)
レーザ溶接機におけるレーザ照射点検出装置及びシーム位置検出装置
【課題】実際の溶接条件の下においても、正確にレーザ照射点位置(すなわち溶融池位置)及びシーム位置を検出可能な装置を提供する。
【解決手段】投光器6からの光は溶接部(レーザ光照射部の近傍)に照射されている。撮像装置7は、鋼板1によって反射されるこの照射光と、プラズマからの光を撮像する。レーザ照射位置検出手段8では、撮像装置7によって撮像されたプラズマ光からレーザ照射位置を検出する。プラズマ光はレーザが照射され材料の溶けた位置から発生し、周囲の鋼板1からの反射光と比べて輝度が高いため、周囲の鋼板からの反射光が抽出されないように高い閾値を設定し、2値化を行うとプラズマ光のみが抽出される。この2値画像の重心位置を求めることでブラズマ光すなわちレーザ照射位置を求めることができる。
(もっと読む)
ワークのエッジ検出装置及びレーザー加工方法及び装置
【課題】ワークがエッジ検出用レーザービームに対して透明である場合にも、ワークのエッジを精度良く検出可能なワークのエッジ検出装置を提供する。
【解決手段】エッジ検出用レーザービーム発振手段と、該エッジ検出用レーザービーム発振手段から発振されたエッジ検出用レーザービームのコヒーレンスを低下させ、低コヒーレントエッジ検出用レーザービームに変換するコヒーレンス低下手段と、該低コヒーレントエッジ検出用レーザービームを集光して前記保持面又は前記ワークの表面に照射する集光器と、該保持面又は該ワーク表面で反射した低コヒーレントエッジ検出用反射ビームを第2の光路に導くビームスプリッターと、該ビームスプリッターで第2の光路に導かれた該低コヒーレントエッジ検出用反射ビームを受光して光強度に応じた電気信号を出力する受光素子と、該電気信号に基づいて前記ワークのエッジ位置を求める制御手段と、を具備する。
(もっと読む)
レーザスクライブ装置
【課題】レーザスクライブ加工と同時に、欠陥検査を正確に行い、確実に欠陥修復可能なレーザスクライブ装置を提供することを目的とする。
【解決手段】本発明に係るレーザスクライブ装置は、加工に用いる第1のレーザ光16を照射する第1のレーザ発振器12を備える。そして、薄膜太陽電池セル4のパターン11を通過した第1のレーザ光16を検出してパターンの欠陥の有無を判断するレーザ光検出器18と、薄膜太陽電池セル4のダイオード特性を測定してショート・リークの欠陥の有無を判断する電気特性測定器23とを備える。そして、レーザ光検出器18および電気特性測定器23により欠陥があると判断された薄膜太陽電池セル4のパターン11の欠陥箇所から異物17を除去する異物除去手段13,14,20と、異物除去手段13,14,20により異物17が除去された欠陥箇所を修復する第1のレーザ発振器12とを備える。
(もっと読む)
戻り光測定方法、戻り光測定装置及びレーザ加工方法
【課題】 あらかじめアイソレータを逆方向に透過する戻り光を確認することができる戻り光測定方法、戻り光測定装置及びレーザ加工方法を提供する。
【解決手段】 レーザ加工装置1は、レーザ光源部10、導光部20、出射光学系30、照射光学系35及び集光光学系36を備え、レーザ光を照射して加工対象物を加工する。また、戻り光測定装置として、光源41、光検出部42及び制御部43を備えている。光源41は、出射光学系30のレンズ38による集光点を含み、光軸方向に垂直な面に配置されレンズ38に向けて参照光を出力する。光検出部42は、コリメータ32とアイソレータ33との間に配置され、光源41から出力され、レンズ38を経てアイソレータ33の第2端33bに入力し、第1端33aから出力された参照光を検出し、この検出した光のパワーが事前に設定された基準パワーに達しているか判定する。
(もっと読む)
高精度レーザ加工およびレーザ・電解複合加工装置
【課題】本発明は、加工用レーザ光源を用いて微小ワークの形状、位置、姿勢、およびレーザとの相対位置を計測できるようにすることにより、画期的かつ独自性の高い高精度レーザ加工装置を提供することを目的とする。
【解決手段】本発明の高精度レーザ加工装置は、計測用レーザ光を用いてワークの初期位置、および、ワーク保持手段によりワークを所定角度回転させたときの回転位置を計測して、制御手段によりワークの3次元位置を把握し、ワークの加工照射点を求めることによりワークの保持誤差を補正するワーク保持誤差補正手段を備えることを特徴としている。
(もっと読む)
切削複合加工機
【課題】加工深度測量機能を有する切削複合加工機を提供する。
【解決手段】切削複合加工機10は、カッター20、供給手段30、第一レーザー光波40を生じる第一放射器42、第二レーザー光波50を生じる第二放射器52及び感知制御手段60を備える。第一レーザー光波40と第二レーザー光波50は、それぞれカッター20の固定端22から通路26に沿って切削端24に向かって進んで工作対象物14に照射することが可能である。感知制御手段60は、第二レーザー光波50が工作対象物14に照射した後反射されてくる光波を受け取ることが可能である。カッター20と第一レーザー光波40によって切削を行い、第二レーザー光波50によって加工深度を測量する。これにより、加工速度が比較的速いだけでなく、加工精度が比較的正確となる。
(もっと読む)
レーザ加工装置
【課題】レーザ加工の作業能率の向上及び加工精度の向上を図る。
【解決手段】レーザ光源2から放射されたレーザ光L1の光束断面形状を形状規制部12で規制して射出する光束規制手段3と、レーザ光L1により加工される被加工物11と対向して設けられレーザ光L1を被加工物11上に集光する対物レンズ4と、を備え、対物レンズ4から光束規制手段3に向かう光路が分岐された光路上に設けられ複数のピンホールを形成したピンホール部材6と、ピンホール部材6に白色光L2を照射する白色光源7と、対物レンズ4からピンホール部材6に向かう光路が分岐された光路上に設けられ、複数の受光素子を備えてピンホールを通過した白色光L2の被加工物11からの反射光L3を受光する撮像手段8と、対物レンズ4と被加工物11との間の距離を変位させる変位手段10と、を備えて微小高さの測定を可能にしたものである。
(もっと読む)
ボンディング装置
【課題】ボンディング(接合)時以前に、基板や電子部品に悪影響を与えずにファイバの異常を検出できるボンディング装置の提供。
【解決手段】チップ1をレーザにて加熱接合するボンディング装置に次の手段を採用する。第1に、レーザ発振手段14からのレーザの出力を可変可能とする制御手段16と、レーザを受光する受光手段12と、ボンディングステージ21に対してレーザヘッド4を相対的に移動させる移動機構と、受光手段12の受光量に基づいてファイバ9の導光状態の良否を検査する検査手段23とを備える。第2に、受光手段12の受光部13をレーザヘッド4内に設ける。第3に、レーザヘッド4の下部に電子部品を保持した状態で、接合時より低いレーザ出力で、ファイバ9からレーザを出射させる。第4に、検査手段23で、受光手段12で受光される電子部品からの反射光を含む受光量に基づいて、ファイバ9の導光状態の良否を検査する。
(もっと読む)
161 - 180 / 373
[ Back to top ]