
Fターム[4E068CG01]の内容
Fターム[4E068CG01]に分類される特許
1 - 20 / 215
シート材切断方法
レーザー除染装置
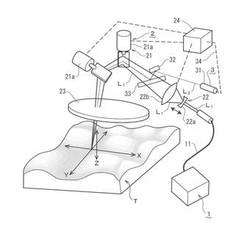
【課題】 汚染物の内側に侵入したRIでも除去できる充分なエネルギー密度を確保することができ、また汚染物の表面に凹凸がある場合でも照射ムラが生じず、レーザ加工時の熱的影響によるRIの拡散や再汚染もなく、しかも、コスト面や環境面、作業効率の面でも優れたレーザー除染装置を提供すること。
【解決手段】 レーザ発振器1と;XY軸スキャナ21及びZ軸スキャナ22を備え、かつ、前記レーザ発振器1から出射されたレーザ光L1をfθレンズ等の複合レンズを介さず汚染物Tの表面上に集光して光走査を行うスキャナ装置2と;前記汚染物Tの表面形状測定装置3とを具備すると共に、
前記スキャナ装置2のZ軸スキャナ22には、表面形状測定装置3で得られた形状データに基づいて、レーザ光L1の焦点が汚染物Tの表面にくるように照射位置に応じて焦点位置を自動的に調整する焦点位置制御部22bを備えて構成した。
(もっと読む)
脆性基板加工装置

【課題】レーザ照射によって生じる脆性基板内の熱拡散による基板の変形を防止する。
【解決手段】脆性基板加工装置は、レーザ光を脆性基板表面上の加工予定ラインに従って所定速度で移動させながら照射し、レーザ光移動後の加熱位置に冷却媒体を吹き付ける。このレーザ加工中に脆性基板の加工予定ラインの両側を押圧手段で押圧することによって、加工時のレーザ照射による発熱を割断ライン付近で吸収すると共に拡散する熱による脆性基板の変形を防止する。ヘッド位置調整手段によって移動時における加工ヘッドの基板に対する間隔をほぼ同一高さに制御する。脆性基板をエアの吹き出しと吸引によりバランスさせて浮上させるエア浮上ステージ手段にて保持する。冷却手段は、液体である冷却媒体とキャリアガスを混合したものを脆性基板表面に適量吹き付ける。
(もっと読む)
脆性板状物の切断装置および切断方法
【課題】切断予定線を境界として脆性板状物を製品部と非製品部とに分割する際に、製品部に微小欠陥が形成される可能性を可及的に低減する切断方法を提供する。
【解決手段】支持部材4により下方側から横姿勢で支持された脆性板状物A(積層体10)の切断予定線CLに沿ってレーザビームLBを照射し、切断予定線CLを境界として積層体10を製品部Mと非製品部Nとに分割する切断装置1である。支持部材4は、製品部Mおよび非製品部Nをそれぞれ支持可能な第1支持部6および第2支持部7を有する。支持部材4を構成する第1支持部6の支持面6aは、第2支持部7の支持面7aよりも上方に位置しており、製品部Mを非製品部Nよりも上方に位置させた状態で切断予定線CLの切断が完了する。
(もっと読む)
パラジウム合金細管の製造方法
【課題】 肉厚が30μm〜100μmである2本のパラジウム合金細管から1本のパラジウム合金細管を簡単に製造できる方法を提供する。
【解決手段】 2本のパラジウム合金細管を長さ方向に突合わせ、該突合わせ部をレーザ溶接することにより、1本のパラジウム合金細管を得る。2本のパラジウム合金細管をレーザ溶接する際には、好ましくは、レーザ溶接入熱量は、0.05〜0.5J/パルス、単位溶接線当りに対する溶接入熱量は、0.5〜20J/mmとする。
(もっと読む)
シールドガス供給装置及び供給方法
【課題】シールドガスの供給位置を予め設定された照準位置に短時間で精度良く調整することを可能とする。
【解決手段】シールドガス15を溶接部4に供給するシールドガス導入管6と、前記シールドガス導入管6の一端部に設けられた照準用レーザ光導入兼シールドガス継ぎ手7と、を備えたレーザ溶接装置のシールドガス供給装置であって、照準用レーザ光12を、前記照準用レーザ光導入兼シールドガス継ぎ手7を介して前記シールドガス導入管6に導入し当該シールドガス導入管6の内部を通過させて溶接部4に入射させる。
(もっと読む)
溶接用レーザ装置
【課題】二つの素材やパネルを相互接合するブレージング接合及びレーザ溶接を一つの装置で行うことができるようにして、製作原価を節減し、作業時間を短縮させて、生産性を向上させる溶接用レーザ装置を提供する。
【解決手段】装着フレーム、及び装着フレームの下部に取り付けられ、レーザ発振器から発振されるレーザビームのスポットサイズを可変して、レーザビームを素材の接合部に照射するように形成されたレーザオプティックヘッド、を含み、レーザオプティックヘッドにより可変するスポットサイズによって、ブレージング接合またはレーザ溶接が選択的に行われることを特徴とし、レーザオプティックヘッドから照射されるレーザビームに溶加材を供給して溶融させることによって、ブレージング接合が行われるようにするワイヤフィーダをさらに含む。
(もっと読む)
スクライブ装置
【課題】 先のスクライブ後、次のスクライブ時に残留冷媒の影響を受けないようにしたスクライブ装置を提供する。
【解決手段】 テーブル1と、スクライブヘッド9と、スクライブヘッド9をテーブル1に対し相対的に移動する移動機構6、8、Mとを備え、スクライブヘッド9は、テーブル1上の脆性材料基板Wにレーザビームを照射して加熱領域となるレーザスポットを形成するレーザ照射部10、および、レーザスポットの移動方向後方位置に向けて液体を含む冷媒を噴射して冷却領域となる冷却スポットを形成する冷媒噴射部11を有し、基板Wに想定したスクライブ予定ラインに沿って、レーザスポットおよび冷却スポットをこの順で移動させて、熱応力によるスクライブラインを形成するスクライブ装置Aであって、スクライブヘッド9は、レーザスポットの移動方向前方位置に向けて気体を噴射する気体噴射部12をさらに備えるようにしている。
(もっと読む)
レーザ加工装置
【課題】所定の幅を有するワークの幅方向端部のアシストガスによる変位を簡便な構成で抑制できるレーザ加工装置を提供する。
【解決手段】レーザ加工装置1は、加工ヘッド9と、加工ヘッド9を移動するXYステージ10と、ワークWの幅方向端部を支持する端部支持手段11と、ワークWの幅方向端部よりも内側を支持するコンベア8とを備える。端部支持手段11は、加工ヘッド9の移動に伴い、これと同期してワークWの長さ方向における加工ヘッド9の位置に対応しながら、コンベア8とは独立してワークWの長さ方向に移動する。
(もっと読む)
レーザー加工方法及びレーザー加工品
【課題】高分子材料からなる被加工物に対してレーザー光を用いた加工を施す際に、切断異物が発生するのを抑制し、かつ被加工物の表面の汚染も低減することが可能なレーザー加工方法、及びレーザー加工品を提供する。
【解決手段】本発明のレーザー加工方法は、高分子材料からなる被加工物に対しレーザー光を用いて加工するレーザー加工方法であって、前記レーザー光の光軸を、被加工物の垂直方向に対し所定角度で加工の進行方向に傾斜させた状態で、前記レーザー光を被加工物に照射することを特徴とする。
(もっと読む)
パウダ供給ノズルおよび肉盛溶接方法
【課題】本発明の目的は、肉盛部の酸化を抑制し、高品質の肉盛部の作製が可能なパウダ供給ノズルおよび肉盛溶接方法を提供することにある。
【解決手段】施工対象物にレーザを照射するレーザ出射部と、レーザ出射部の外周に設置され、レーザ照射部にパウダを吐出するパウダ供給部を備えたパウダ供給ノズルにおいて、前記パウダ供給部の外周にレーザ照射部の周囲の大気をレーザ照射部外へ誘導する機構を備えたことを特徴とするパウダ供給ノズル。
(もっと読む)
ガラス板切断方法およびガラス板切断装置
【課題】ガラス板をレーザビームの照射熱で溶断する際に、製品となるガラス板にドロス等の溶融異物が付着する事態を確実に低減する。
【解決手段】ガラス基板Gの切断部CにレーザビームLBを照射して、切断部Cを境界としてガラス基板Gを製品部Gaと非製品部Gbに溶断するガラス板切断装置1であって、ガラス基板Gの上方空間において、製品部Gaとなる側の上方位置に配置され且つ切断部Cに向かって斜め下方に第1アシストガスA1を噴射する第1ガス噴射ノズル4と、非製品部Gbとなる側の上方位置に配置され且つ溶融異物を吸引する第1吸引ノズル5とを備え、ガラス基板Gの下方空間において、製品部Gaとなる側の下方位置に配置され且つ切断部Cに向かって斜め上方に第2アシストガスA2を噴射する第2ガス噴射ノズル6と、非製品部Gbとなる側の下方位置に配置され且つ溶融異物を吸引する第2吸引ノズル7とを備えている。
(もっと読む)
ガラス板切断方法およびガラス板切断装置
【課題】ガラス板の切断部に形状不良を生じさせることなく、ガラス板を溶断により切断する。
【解決手段】ガラス基板Gの切断部Cにアシストガスを噴射しながら、切断部CにレーザビームLBを照射し、切断部Cを境界としてガラス基板Gを製品部Gaと非製品部Gbとに溶断分離するガラス板切断装置であって、ガラス基板Gの上方空間において、切断部Cの上方位置から切断部Cに向かって真下にセンターアシストガスA2を噴射するセンターアシストガス噴射ノズル5と、センターアシストガスA2よりも強い噴射圧で、製品部Gaとなる側の上方位置から切断部Cに向かって斜め下方にサイドアシストガスA1を噴射するサイドアシストガス噴射ノズル4とを有する。
(もっと読む)
レーザスポット溶接方法
【課題】この発明はレーザ溶接の欠点である溶接スポット1打点当たりの溶接強度が低いための解消策である多点溶接を簡便な装置で短時間に効率よく溶接作業が可能である安全で、高品質のレーザ溶接方法を提案する。
【解決手段】2枚重ねた金属材料板の被溶接物(W)にレーザ光照射ノズル(1)を押圧し、封鎖ガス室(7)を形成し、偏心軸(16)の回転で揺動板(15)が作動してレーザ光照射ユニット(14)を回転揺動し、円弧状に溶接ナゲットを複数個形成した後、封鎖ガス、溶融ガス、およびヒュームを排出するレーザスポット溶接方法である。
(もっと読む)
レーザ加工方法
【課題】高速加工をも可能とする簡単な構成で、レーザ加工ノズルからワークまでの距離を容易に調整可能とし、レーザ加工の品質を安定させるレーザ加工方法を提供する。
【解決手段】レーザ加工ノズル4から射出するレーザ光LでワークWを加工する際に、レーザ加工ノズル4からアシストガスAGをワークWの加工部位に吹き付けるレーザ加工方法であって、ワークWとレーザ加工ノズル4との間のアシストガス流のベルヌーイ効果による負圧によって、ワークWとレーザ加工ノズル4との少なくとも一方を、両者を近づける方向に引き寄せる作用と、アシストガスAGの吹き付けによって、ワークWとレーザ加工ノズル4との少なくとも一方を、両者を遠ざける方向に引き離す作用と、を利用して、ワークWとレーザ加工ノズル4との間の距離を一定の範囲内に保ちながらワークWを加工する。
(もっと読む)
レーザ加工ヘッド
【課題】集光レンズを保護する保護ガラスに付着した汚れ物質を検出するために、保護ガラスを全面的に照射する機能を備えたレーザ加工ヘッドを提供する。
【解決手段】レーザ発振器から発振されたレーザ光を集光してワークへ照射する集光レンズ5と、当該集光レンズ5を保護するために、当該集光レンズ5のワーク側に備えられた保護ガラス31と、当該保護ガラス31の汚れを検出するための汚れ検出手段33とを備えたレーザ加工ヘッドであって、前記レーザ光の光軸に対して傾斜した方向から前記保護ガラス31の全面に検出光を照射するための検出光照射手段49を備え、前記検出光照射手段49は、リング状部材57を備え、このリング状部材57の内周面に形成したテーパ面57Tに複数の点光源59を備え、前記保護ガラス31のワーク側に、汚れ物質を一方向へ吹き飛ばすエアーカーテンを形成するためのエアー噴出手段35を備えている。
(もっと読む)
レーザ光によるセラミック基板の加工方法
【課題】1工程で切断加工や貫通孔形成加工ができ、切断速度や貫通孔形成速度が速く、切断幅や貫通孔径の狭いセラミック基板の加工方法を提供することを目的とする。
【解決手段】波長1000nm以上1100nm以下の光の反射率が80%以上であるセラミック基板の表面に、連続発振のレーザ光を照射して前記セラミック基板を切断加工する、レーザ光によるセラミック基板の加工方法であって、前記セラミック基板の加工点における前記レーザ光のパワー密度が、1.0×107W/cm2以上である加工方法。
(もっと読む)
レーザ加工システム及びソーラパネル製造方法
【課題】レーザ加工付近の気流の流れを制御して加工時に発生する加工デブリを効率的に除去できるようにする。
【解決手段】レーザ加工装置は、ワークに対してレーザ光を相対的に移動させながら照射することによってワークに所定の加工を施す。恒温室はこのレーザ加工装置の加工エリアを覆うように設けられる。恒温室には、上方から下方の加工エリアに向かうように恒温エアを供給するエア供給部と、加工エリア側から恒温室外に排気するエア排気部とを備えている。加工エリアを覆うように恒温室手段を設け、上方から下方に向けて恒温エアを流すことによって、恒温エアをワーク表面に接触させると共にワーク表面から横方向の流れによって、加工デブリを効率的にワーク表面から除去するようにした。
(もっと読む)
フラット・カード、ローラ・カード、精選機、開繊機などの紡績機械のローラまたはカーディング要素のための鋸歯状全鋼針布を作成するための鋸歯ワイヤ
【課題】厳密で均一な歯部幾何学形状を有する鋸歯ワイヤを作成する。
【解決手段】フラット・カード、ローラ・カード、精選機、開繊機などの紡績機械のローラまたはカーディング要素のための鋸歯状全鋼針布を作成するための鋸歯ワイヤであって、該鋸歯ワイヤは長寸基部領域(脚部)と、歯部が切断により形成される隣接歯部領域(ブレード)とを有し、上記歯部は歯部前面、歯部後面および2つの側面を備え、順次的に配置された2個の歯部の歯部後面と歯部前面との間には刃溝が在るという鋸歯ワイヤが提供される。特に厳密で均一な歯部幾何学形状を有する歯部を備えた鋸歯ワイヤを作成するために、上記鋸歯ワイヤの上記歯部はレーザ・デバイスにより処理することで作成される。
(もっと読む)
連続ストリップをレーザ切断するための装置
【課題】従来の装置における欠点による悪影響を受けない、材料の連続ストリップをレーザ切断する装置を提供する。
【解決手段】特定の供給方向(A)に沿って前進する材料の連続ストリップ(3)が、ストリップが部分的に巻き付けられる回転ドラム(6a)と、レーザ切断ヘッド(7)とを備える装置(1)によって成形される。レーザヘッドは、回転ドラムの反対側に位置したストリップの側から作用し、回転ドラムは、レーザ切断プロセスによって生じさせられる煙に対して抜き取り作用または吹き飛ばし作用を生じさせることが可能な第1の加圧チャンバ(10a)と、第1のチャンバに隣接している第2のチャンバ(10b)とを内側に備える。レーザ切断によって生じさせられた煙は、切断ヘッドと回転ドラムとの間に位置しているブロワ(14)によってほぼ瞬時にストリップから遠ざけられ、よってストリップの切断端縁上でその煙が凝縮して硬化することが防止される。
(もっと読む)
1 - 20 / 215
[ Back to top ]