
Fターム[4E068CH01]の内容
Fターム[4E068CH01]の下位に属するFターム
Fターム[4E068CH01]に分類される特許
1 - 20 / 52
フイラーワイヤ案内装置
溶接用レーザ装置
【課題】二つの素材やパネルを相互接合するブレージング接合及びレーザ溶接を一つの装置で行うことができるようにして、製作原価を節減し、作業時間を短縮させて、生産性を向上させる溶接用レーザ装置を提供する。
【解決手段】装着フレーム、及び装着フレームの下部に取り付けられ、レーザ発振器から発振されるレーザビームのスポットサイズを可変して、レーザビームを素材の接合部に照射するように形成されたレーザオプティックヘッド、を含み、レーザオプティックヘッドにより可変するスポットサイズによって、ブレージング接合またはレーザ溶接が選択的に行われることを特徴とし、レーザオプティックヘッドから照射されるレーザビームに溶加材を供給して溶融させることによって、ブレージング接合が行われるようにするワイヤフィーダをさらに含む。
(もっと読む)
ガスシールド体及び水中補修溶接装置

【課題】被補修面が滑らかであるか否かにかかわらず、溶接部ないしその近傍をドライ雰囲気に保つことができ、良好な水中補修溶接を行うことが可能になるガスシールド体及び水中補修溶接装置を提供する。
【解決手段】水中構造物Sをレーザ溶接により水中補修する水中補修溶接装置であって、レーザ発振器2と、レーザ発振器2で発振されたレーザ光Lを集光して水中構造物Sに照射する集光部5を有するレーザ溶接ヘッド7と、レーザ溶接ヘッド7の先端に位置してレーザ光Lと同軸にシールドガスGを溶接部分に供給するノズル6と、ノズル6に設置されてガス保持空間13を多数有するシールド体本体12を具備したガスシールド体11を備え、シールド体本体12には、被覆板20に接触して該被覆板20上の凹凸を吸収可能に摺動する接触面14と、ノズル6の先端が一端側に嵌合され且つ他端が接触面14で開口する貫通孔15が具備されている。
(もっと読む)
レーザ加工方法
【課題】高速加工をも可能とする簡単な構成で、レーザ加工ノズルからワークまでの距離を容易に調整可能とし、レーザ加工の品質を安定させるレーザ加工方法を提供する。
【解決手段】レーザ加工ノズル4から射出するレーザ光LでワークWを加工する際に、レーザ加工ノズル4からアシストガスAGをワークWの加工部位に吹き付けるレーザ加工方法であって、ワークWとレーザ加工ノズル4との間のアシストガス流のベルヌーイ効果による負圧によって、ワークWとレーザ加工ノズル4との少なくとも一方を、両者を近づける方向に引き寄せる作用と、アシストガスAGの吹き付けによって、ワークWとレーザ加工ノズル4との少なくとも一方を、両者を遠ざける方向に引き離す作用と、を利用して、ワークWとレーザ加工ノズル4との間の距離を一定の範囲内に保ちながらワークWを加工する。
(もっと読む)
噴流液柱内に導かれたレーザー光によるレーザー加工装置
【課題】レーザー光の伝搬効率を向上させて、安定した加工品質を確保する。
【解決手段】ワークWに噴流液体を噴射するノズル3と、ノズル3に噴流液体を供給する液体供給手段6と、を有し、ノズル3から噴射された噴流液柱F内に導かれたレーザー光Lによるレーザー加工装置であって、噴流液体を層流状態でノズル3に供給する層流形成流路8を有し、層流形成流路8は、液体供給手段6から供給された噴流液体をノズルの軸線G周りに環状に分配する空洞が形成された分配流路81と、ノズルの軸線G方向下流側において分配流路81に連通して設けられ、分配流路81よりも狭い流路で軸線G周りに環状の空洞が形成された連絡流路82と、ノズルの軸線G方向上流側に隣接して設けられ、噴流液体を貯留してノズル3に供給する液体貯留室83と、を備え、液体貯留室83の外周縁部は、環形状の全周にわたって連絡流路82と連通されている。
(もっと読む)
羽根車の溶接方法、溶接装置及び羽根車
【課題】溶接ビードの仕上げ加工等を省略ないし簡素化することができるとともに、肉盛溶接の施工効率の向上、溶接変形の緩和等も図りながら、溶接継手部に所要の強度を確保できる羽根車の溶接方法及び溶接装置を提供する。
【解決手段】羽根13に突き合わせられる側板12の反突き合わせ側の面に、羽根13に向けて所定の深さと幅を有する溝14を設け、該溝14の底部14aにレーザ光21を照射して、裏側に形成されるビード部分4が内方側に凹んだ曲面となるように、溝底部14aと羽根13の端部とを裏波溶接し、その後、溝底部14aにレーザ光21を走査しながら溶融部に溶加材8を供給して肉盛溶接を行う。この場合、レーザ光21の集光部211が細長方形とされ、裏波溶接工程では、集光部211の長辺を溝14の長さ方向に対して平行ないし所定角度傾斜させ、溶接工程では、集光部211の長辺を溝14の長さ方向に対して裏波溶接工程とは異なる角度に傾斜させる。
(もっと読む)
集塵装置及びこれを用いたレーザ加工装置並びにソーラパネル製造方法
【課題】レーザ光加工時に照射部に吹き付けられるガスの吹き付け角度を任意に調整できるようにする。
【解決手段】レーザ光の光軸を取り囲むように順にレーザ誘導筒30、中筒20及び外筒10を設け、中筒20と外筒10との間に形成される空間を利用してパージエアをレーザ加工位置に吹き付け、吹き付けられたパージエアを中筒20とレーザ誘導筒30との間に形成される空間を利用して吸引排出する。外筒10のノズル先端部はテーパ状に形成されているので、中筒20のレーザ光出射側の先端部端面と外筒10のレーザ光出射側の先端部端面との間の距離を調整することによってワークに吹き付けられるパージエアの角度を種々調整することができる。
(もっと読む)
レーザー加工装置
【課題】光学部品の保護をより適切に行うことが可能なレーザー加工装置を提供することを目的の一とする。
【解決手段】本発明のレーザー加工装置1は、加工点と保護部材の間の空間において、保護部材側から加工点側に向けて気体の流れを発生させるノズルを有することを特徴としている。ノズルは、集光器で集光されるレーザービームの光路の周囲に気体を導く第一の流路部と、第一の流路部に連続して形成され、集光器で集光されるレーザービームの周囲から中心へ向けて保護部材の表面に沿うように気体を導くと共に集光器で集光されるレーザービームの光路に沿って保護部材側から加工点側に向けて前記気体を導く第二の流路部と、を含み、第二の流路部は保護部材側から加工点側へ向けて徐々に流路径が小さくなる逆円錐形状の空洞によって形成される。
(もっと読む)
レーザ加工に用いるアシストガスの噴射ノズル及びレーザ加工装置
【課題】 レーザ加工される被加工物の形状を所望形状に近づけることができるレーザ加工に用いるアシストガスの噴射ノズル及びレーザ加工装置を提供する。
【解決手段】レーザ加工において被加工面に吹き付けるアシストガスを噴射するための噴射ノズルであって、被加工面に対向するノズル面と、アシストガスとレーザビームとを内部空間から外部空間に通過させるノズル面に形成された噴射口と、噴射口を通過するようノズル面に形成された凹条と、を備えてなる、噴射ノズルである。そして、レーザ加工に際し、被加工面の、レーザービームが照射されている部分である照射部分、照射後の部分及び照射前の部分の少なくともいずれかの部分である冷却部分を冷却しつつレーザー加工するレーザー加工装置であって、照射部分に向けて又は照射部分を包囲するように、脱湿した気体を被加工面に向けて噴射する脱湿気体噴射孔を備えてなる、レーザー加工装置である。
(もっと読む)
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先
【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
レーザ切断用ガスノズルとその製造方法
【課題】ノズル本体内部の整流構造を煩雑な機械加工によらず簡便な手段で形成する。
【解決手段】アルミニウムからなるコーン型のマスタ1の表面にノズル本体2の内壁に形成する整流構造3の形状に対応した形状の凹凸部4を形成し、このマスタ1の表面に電気めっき法の原理で銅の皮膜5を形成する。そして、この皮膜5形成後に、ノズル本体2の外形研削を行い、ノズル本体2を形成したマスタ1をそのまま希硝酸等の酸性溶液、又はアルカリ性溶液に浸漬し、マスタ1のみを溶解する。すると、内壁に整流構造3を形成したノズル本体2が形成できる。この一連の工程においては、この整流構造3の形成に機械的な加工手段を用いないので、その構造が複雑であっても、簡便に作製することができる。
(もっと読む)
抜き型用の弾性部材の製造方法および加工装置
【課題】 加工性に優れ、廃液等の問題がないレーザー加工により、煤の発生なく抜き型用の弾性部材を加工することが可能な弾性部材の製造方法およびこの加工装置を提供する。
【解決手段】 弾性部材加工装置1は、おもにレーザー発振装置3と、レーザーを弾性体素材15に照射するユニットである加工ヘッド5、ノズル7等から構成される。加工ヘッド5は内部に反射板9が設けられる。反射板9はレーザー光を集光レンズ11方向に反射させる部位である。加工ヘッド5内には、反射板9からのレーザー光を絞る集光レンズ11が設けられる。集光レンズ11は、所定の集光距離で焦点を絞ることが可能である。集光レンズ11の下方には、外部よりエアを導入可能なエア供給口が設けられる。エアは、コンプレッサにより供給される。コンプレッサの能力は、エア圧力が0.7MPa以上、流量210L/分以上を発生可能であることが望ましい。
(もっと読む)
レーザスクライブ装置
【課題】曲線を含む加工ラインに沿ってスクライブラインを形成する装置において、冷却のための機構の移動制御を簡単にする。
【解決手段】この装置は、テーブル1と、レーザビーム形成機構2と、ガルバノスキャナ3と、冷却機構4と、各コントローラ5,7,8と、を備えている。レーザビーム形成機構2はレーザビームを形成し、ガルバノスキャナ3はガラス基板上にビームスポットを形成する。冷却機構4は、冷却ノズル20から冷却媒体を吐出し、固定された位置に冷却スポットを形成する。そして、各コントローラによって、冷却スポットが常にビームスポットの終端部に位置するようにテーブル1が移動制御され、ビームスポットが加工ラインに沿って走査される。このとき、レーザビームと冷却ノズル20とが干渉するのを避けるために、冷却ノズル20が退避位置に移動させられる。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】ブロー成形した樹脂製中空成型品等をレーザ光で穿孔する際に、直径10mm程度以上の孔をレーザ光で安定的に穿孔する。アシストガスや、樹脂製中空成型品等をレーザ光で穿孔する際に生じる煙が中空部分に入らないようにする。
【解決手段】レーザ手段と、アシストガス送出手段と、排煙手段と、加圧ガス送出手段と、を有し、ワークにレーザ光を照射して穿孔するレーザ加工装置であって、ワークのレーザ光照射側にアシストガス送出手段でアシストガスを送出し、ワークのレーザ光照射側と反対側に加圧ガス送出手段で加圧ガスを送出し、ワークに対する加圧ガス送出圧力をアシストガス送出圧力より大きくした状態でワークにレーザ光を照射して穿孔するとともに、排煙手段で、主としてワークのレーザ光照射側に送出するアシストガスと穿孔時に発生する煙を排煙する。
(もっと読む)
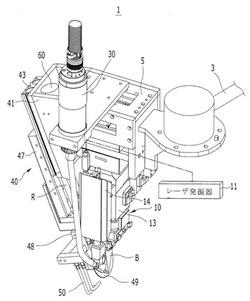
レーザ蒸着を用いた溶接によりブリスクドラムのブレードを修復する装置
【課題】レーザ蒸着を用いた溶接により、ガスタービン用のブリスクドラムのブレードを修復する装置を提供する。
【解決手段】装置はレーザ光源に接続されビームが長さ方向に偏向等されるモジュール13を備え、CCDカメラ12用のモジュールが接続されCCDカメラで装置を配置し、ブレードへの粉末の蒸着を監視、制御が可能で、モジュール13のカメラモジュールに対向側にレーザビームを成形、集光するモジュール19、モジュール20が隣接する。モジュール20内の長手方向でヘッド21内の溶接粉末供給装置に接続される供給路35が、出射口36へ配向される。出射口にモジュール22が隣接し、これがガス源に接続され対象のブレードを含む開いた保護ガスダクトを形成し、翼端に付加される蒸着金属を保護ガスで封止し蒸着物を融解時等の劣化から保護する。
(もっと読む)
刃先と基準面との間に一定距離を維持するための装置及び方法
刃先がワーク・ピース59の表面上の被覆32内に切削線を与えるときに、例えば集中レーザ・ビーム120など刃先を、ワーク・ピース59の表面66から一定距離に維持するための装置。この装置は、定荷重ばねを備える。定荷重ばねは、支持体と管の端部に取り付けられた表面追従部136とに管を連結する。表面追従部の表面134の位置と刃先の位置とは、互いに所定の関係を有する。管の外に移動する気体は、表面追従部136と管の内部表面152との間に第1の気体ベアリングを提供し、表面追従部内の通路149、150を通って移動する気体は、表面追従部136の表面134と被覆32の表面66との間に第2の気体ベアリングを提供する。刃先を被覆の表面から一定距離に維持するために、ベアリングの厚みは、追従部がワーク・ピースの表面上を移動するとき、一定に維持される。 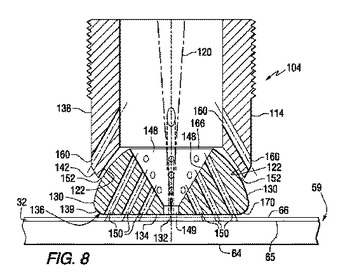 (もっと読む)
(もっと読む)
レーザ光線を使用してワークピースを加工する装置
ワークピースホルダとレーザ加工ユニットと前記レーザ加工ユニットおよびワークピースホルダを互いに相対的に移動させる駆動ユニットと装置制御装置とガス供給装置とからなる、特に金属をレーザ切断する装置等の、レーザ光線を使用してワークピースを加工するための装置において、前記ガス供給装置が少なくとも1個のガス源と前記レーザ加工ユニットに割り当てられたガスノズルと前記ガスノズルと前記少なくとも1個のガス源を結合する配管構成と前記配管構成内に配置されガス制御ユニットと結合された少なくとも1個の比例圧力制御弁(4)を備える。前記比例式圧力制御弁(4)は圧電気圧式のパイロットステージ(14)とそれによって付勢される気圧式の出力ステージ(13)を含む。 (もっと読む)
レーザ機械加工のための方法および装置
レーザ加工は、終点決定を使用することによって、またはレーザとともに荷電粒子ビームを使用することによって向上する。終点決定は、基板からの光子、電子、イオン、中性粒子などの放出を使用して、レーザの下の材料がいつ変化したか、またはいつ変化しようとしているか判定する。レーザ光学要素への付着を防ぐため、試料から除去された材料をそらすことができる。 (もっと読む)
加工装置及び加工方法
【課題】レーザ光を使用して被加工物を加工する際に、切断品位を向上させる。
【解決手段】大きな加工能力を有するレーザ光11と熱影響が小さいレーザ光12とを重畳させて、加工用レーザ光15を発生させる。加工用レーザ光15を被加工物1に照射してその被加工物1を加工する。被加工物1において、レーザ光11は照射領域32を照射し、レーザ光12は照射領域32を内包する照射領域33を照射する。また、レーザ光11はレーザ光12よりも長波長である。これらによって、大きな加工能力を有するレーザ光11による被加工面36を、熱影響が小さいレーザ光12を使用して加工する。したがって、レーザ光11による熱影響に起因して被加工面36において発生した微小な凹凸、焼け焦げ等が、レーザ光11よりも小さな熱影響を有するレーザ光12によって除去される。これにより、優れた外観品位が得られる加工が実現される。
(もっと読む)
焼結セラミック及び他の硬質及び/又は厚肉材料のレーザ加工
【課題】焼結セラミック及び他の硬質及び/又は厚肉材料をレーザ加工する方法を提供する。
【解決手段】この方法は、被加工部材をレーザビームで、前記被加工部材の切り出し領域内の平行レーザ経路のシーケンスに沿ってスクライブする工程を含む。前記スクライブする工程では、前記レーザビームが前記シーケンスに沿って進むにつれて広くなる切断溝を前記切り出し領域に形成する。前記シーケンスは、屑を前記レーザ経路群から離れるように誘導してスループットを向上させ、そして高品質開口部が前記被加工部材に形成されるように、前記切り出し領域の内側部分から始まり、そして前記切り出し領域の外側端面で終わる。高品質構造体を前記被加工部材から切り出すこともできる。
(もっと読む)
1 - 20 / 52
[ Back to top ]