
Fターム[4E068CJ05]の内容
Fターム[4E068CJ05]の下位に属するFターム
ガス組成 (18)
Fターム[4E068CJ05]に分類される特許
1 - 20 / 25
シート材切断方法
レーザ切断方法及びレーザ切断装置
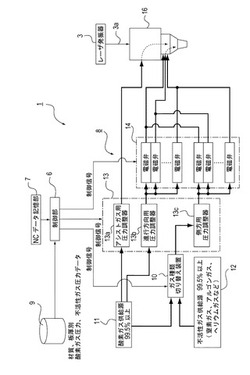
【課題】 本発明は、過剰酸素によるセルフバーニング等による切断面への悪影響を防止し、切断に寄与しない酸素ガスを低減し、加工精度を維持することを目的としている。
【解決手段】 被切断材2にレーザ光3aを照射すると共に、該レーザ光3aを照射した切断点2a及びその近傍に酸素ガスを噴射しつつ切断するレーザ切断装置1であって、レーザ光3aを出射するノズル口4の周囲に設けた複数のノズル口5と、該複数のノズル口5のうちで切断点2aよりも切断進行方向の前後に配置されるノズル口5を判断する制御部と、該制御部6により判断された切断点2aよりも切断進行方向の前後に配置されるノズル口5に高圧の酸素ガスを供給すると共に、該切断進行方向の前後以外の部位に配置されるノズル口5に低圧の酸素ガスを供給するガス供給部8を有することを特徴とする。
(もっと読む)
レーザ溶接方法

【課題】シールドガスにHe−Ar混合ガスまたはHe―N2混合ガスを用いても、シールドガスにHe単一ガスを用いた場合の溶け込み深さ以上の溶け込み深さを実現することである。
【解決手段】ノズルの先端からレーザビームと同軸にシールドガスを、被溶接材の溶接部に吹き付けながら溶接するレーザ溶接方法であって、シールドガスに、Heの容積割合が30〜90%である、He−Ar混合ガスまたはHe―N2の混合ガスを用い、ノズルの内径Dに対して、ノズル先端と被溶接部材との間隔Lを、2D≦L≦3Dの範囲に設定して溶接するレーザ溶接方法。
(もっと読む)
薄鋼板のレーザ溶接方法
【課題】メンテナンス性に優れたファイバレーザを用いて、レーザ溶接時のアンダーフィルを抑制するとともに、溶接速度を落とすことなく、良好な溶接品質が得られるレーザ溶接方法を提供する。
【解決手段】光ファイバによって伝送されたレーザビームを用いて、鋼板の端部を突き合わせて溶接するレーザ溶接方法において、溶接裏面のシールドガスを、CO2及び/又はO2を含有し、体積%で、50%≦[CO2]+5×[O2]≦100%を満たし、残部がN2又はArからなるガスとし、レーザビームを、20〜40°の範囲で、溶接進行方向の前方に傾斜させて鋼板に照射することを特徴とする薄鋼板のレーザ溶接方法。ただし、[CO2]、[O2]は、それぞれ、CO2、O2の体積割合(%)を表すものとする。
(もっと読む)
溶接金属部の靭性に優れた鋼材のレーザ溶接継手
【課題】引張強度が780MPa以上の鋼材を用いた橋梁等の溶接構造物に好適な溶接金属部の靭性に優れるレーザ溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.008〜0.05%、Al:0.02%以下、O:0.02〜0.05%を含み、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14) ここで、Ceq:炭素当量(mass%)、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%)が0.33〜0.53%を満足する成分組成と、2μm以下の円相当直径を有するTi含有酸化物粒子を1mm2あたり2×104個以上有するアシキュラーフェライト相を含むミクロ組織を備えるレーザ溶接継手。
(もっと読む)
レーザ切断加工方法及びレーザ加工装置
【課題】厚板に環状のレーザ切断加工を行うとき、切断終了領域における環状の穴の内周面に生じる傾向にある凹部の発生を抑制することのできるレーザ切断加工方法及びレーザ加工装置を提供する。
【解決手段】アシストガスとして酸素を使用し、ピアス加工位置から環状に切断すべき環状経路に達した位置をA位置とし、このA位置からレーザ切断加工の進行方向に所定距離の位置をB位置とし、前記A位置からレーザ切断加工の進行方向の逆方向への所定距離の位置をC位置としたとき、前記A位置から前記B位置を経て前記C位置へレーザ切断加工を行った後、前記C位置から前記A位置を経て前記B位置までレーザ切断加工を行う際、前記A位置からC位置までのレーザ出力、切断速度に対してレーザ出力を小出力にすると共に切断速度を低速にして前記C位置から前記B位置までのレーザ切断加工を行い、前記B位置においてレーザ出力を零にする。
(もっと読む)
レーザ切断方法、レーザ切断用ノズル及びレーザ切断装置
【課題】被加工材をレーザ切断する場合に、切断面への切断傷の発生を抑制することで、切断後の表面粗度を小さくすることが可能なレーザ切断方法、レーザ切断用ノズル及びレーザ切断装置を提供すること。
【解決手段】ノズル本体11に形成されたノズル孔12を通じて、前記ノズル孔12の開口部からレーザ光を照射するとともに前記レーザ光を囲繞するアシストガスを噴出するように構成されたレーザ切断用ノズル10であって、前記ノズル孔12には、それぞれ同軸円筒状とされた第1の制御流路12A、第2の制御流路12B、第3の制御流路12Cが前記アシストガスの流通方向上流から下流に向かって順に形成され、それぞれの直径を、第1の制御流路:φA、第2の制御流路:φB、第3の制御流路:φCとした場合に、
φA < φC < φB であることを特徴とする。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】発電層内のダングリングボンドの生成を抑制させ、微結晶領域を充分に酸化、絶縁物化することで、被加工物である半導体装置におけるリーク電流の抑制、発電効率の向上を実現するためのレーザ加工装置およびレーザ加工方法を得ること。
【解決手段】被処理基板5に塗布された半導体材料の一部をレーザ加工により除去するレーザ加工装置であって、被処理基板5のうちレーザ加工を施す部分を含む領域に赤橙色光を照射する赤橙色光源22を有する。
(もっと読む)
レーザ反応表面処理方法およびレーザ反応成形加工方法
【課題】鋳鉄をエキシマレーザによりアブレーション加工して表層部の黒鉛を分解除去し、その部分に陥没部を無数に形成させ摺動面を形成する方法は、装置価額が高価なエキシマレーザを使用しなければならず、汎用性が乏しい。また、黒鉛ブロック、窒化ケイ素部品などの難切削材の加工は切削工具による切削・除去加工が困難であり、その加工速度が非常に制限される。
【解決手段】本発明は、球状黒鉛鋳鉄や可鍛鋳鉄などの表面をより波長の長いレーザで加熱しつつ、反応ガスをノズルで供給し、表層部の黒鉛を炭素と酸素又は二酸化炭素(CO2)との反応させ、ガス化して除去し、陥没部を多数形成させる。この処理表面が摺動部品の摺動特性を改善できる。またカーボンブラックや窒化ケイ素などの難切削材料の切削・成形加工を反応ガスを用いて溝掘り加工、彫刻加工などの除去・成形加工をするレーザ反応加工を解決手段として提案している。
(もっと読む)
複合溶接装置
【課題】良好な溶込みとビードを形成することができる複合溶接装置を提供することにある。
【解決手段】被溶接物の表面におけるレーザビームのビーム直径を設定するビーム直径設定手段と、レーザビームのレーザ出力を設定する出力設定手段と、ビーム直径設定手段からのビーム直径設定値と前記出力設定手段からのレーザ出力設定値を入力して前記ビーム直径設定値に対するレーザ出力設定値の適否を判定してその判定結果を前記制御手段に出力する出力判定手段と、出力判定手段からの出力を入力する警告手段を設け、レーザビームで被溶接物にキーホールを形成しながら溶接すると共に、アークを溶接線に沿って先行させ、レーザビームを前記アークよりも後行させる。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
レーザ・アーク複合溶接法
【課題】レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により一対の被溶接部材を溶接接合(複合溶接)するに際して、被溶接部材間に大きなギャップが存在していても、裏当て材を配置することによる不都合を回避しつつ良好な溶接継手を得ることのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により複合接合するレーザ・アーク複合溶接法において、溶接位置に裏当て材を配置し、MIGアーク溶接またはMAGアーク溶接を先行させると共にレーザ溶接を後行させて、レーザ光照射とアーク放電を同一溶接線上に配置させながら溶接し、且つMIGアーク溶接またはMAGアーク溶接を行なう際に、CO2の配合量が5超〜15容量%である(Ar+CO2)混合ガスをシールドガスとして用いて操業する。
(もっと読む)
ガス雰囲気を含むビームガイド内に光音響測定ヘッドを備えるレーザ加工機械
ワークを加工するためのレーザ加工機械は、ガス雰囲気を含むビームガイド(6)と、汚染物質に関してビームガイド内のガス雰囲気を検査するための検査装置とを備える。検査装置は、光音響効果を利用し、測定チャンバ及び測定ヘッド(11)を備える。測定チャンバとしてビームガイドが機能する。ビームガイドは、測定チャンバとしての特性において、検査したいガス雰囲気と、出力に関して変調されるレーザビームとを含んでいる。単数又は複数の測定ヘッドは、ビームに組み込まれており、測定チャンバあるいはビームガイド内の光音響効果を検出するために使用される。 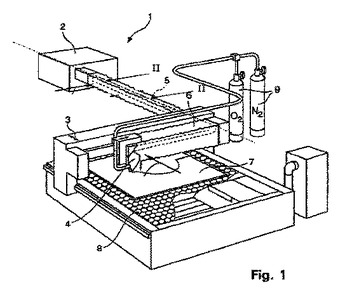 (もっと読む)
(もっと読む)
レーザ溶接方法
【課題】
本発明は、レーザ単独照射においても、より深い溶込みが得られ安定した溶接が可能な溶接方法を提供することにある。
【解決手段】
本発明のレーザ溶接方法は、1100nm以下の波長を有するレーザ光を、加工ヘッドを用いて集光し、被溶接材に照射し、キーホールを形成し、前記レーザ光により溶融された前記被溶接材の溶融部及びその周辺を、シールドガスを用いて保護し、前記加工ヘッド、又は、前記被溶接材を、移動させながら溶接を行うものであって、前記レーザ光のレーザ照射部に形成された前記キーホールの開口部に、細径ノズルを用いて、前記シールドガスとは別にガスを吹き付け、前記キーホールの開口部、及びその近傍を押し下げながら溶接を行うことを特徴とする。
(もっと読む)
キーホールを安定化させることのできるノズルを使用するレーザー溶接法
本発明は、溶接ノズル(B)を使用してレーザービーム(A)で溶接する方法であって、前記ノズルは、軸(X−X)を有し、少なくとも1つの上部表面(6)と、下部表面(7)と、周縁壁(5)とを備えたノズル本体(1)と;ノズル本体(1)の上部表面(6)と下部表面(7)との間に延び、前記周縁壁(5)の表面から窪んだ外側チャネル(2)を規定する軸方向キャビティ(2)と;ノズル本体(1)を貫通して上部表面と下部表面(6、7)との間に開けられた複数の内側通路(3)とを具備している方法に関する。本発明のレーザー溶接方法は、溶融金属浴と機械的に相互作用する動力学的ガスジェットを与え、さらに前記浴の流体力学的な流れのより好適な制御、したがってより良好なレーザー溶接効率を可能にする。 (もっと読む)
鋼製ピストンのリング状溝の溝側面をレーザービームにより硬化させる方法
鋼製ピストン(5)のリング状溝(11)の溝側面をレーザービーム(3)により硬化させる方法が提案されており、この場合には、最初に酸素含有プロセスガスを鋼製ピストン(5)の溝側面(10)上に導き、鋼製ピストン(5)を回転移動させる。この場合、溝側面(1)は、溝側面上に酸化物層が形成されるまでレーザービーム(3)で照射される。引続き、プロセスガスの供給は、遮断され、溝側面(10)は、シュプールに沿って領域的に加熱され、硬化される。溝側面上の酸化物層によって、一面で溝側面の熱結合度が改善され、このことは、溝側面の迅速な加熱および硬化をもたらす。他面、それによって、溝側面の反射率は、減少され、したがってなお僅かな光だけが溝側面から溝の別の領域上に反射され、したがってこの領域は、意外なことに加熱されず、硬化されない。 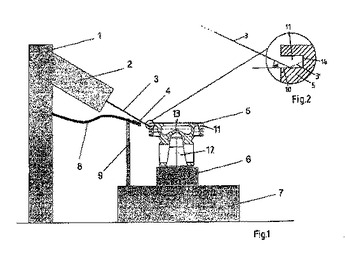 (もっと読む)
(もっと読む)
レーザ溶接方法
【課題】溶融部の断面形状を所望の断面形状に形成可能なレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、重ね合わされた複数の被溶接部材1,3からなるワーク5に対してレーザビームLを相対的に走査すると共に、レーザビームLの照射位置Pへアシストガスを供給しながら、ワーク5に溶融部7を形成することで被溶接部材1,3同士を接合する。そして、レーザ溶接方法では、形成される溶融部7の断面形状が所望の断面形状になるように、ワーク5へのレーザビームLによる入熱量Qinを、ワーク5のワーク情報、溶融部7の設計用断面情報及び所望の断面形状に対応して予め設定されている形状パラメータαを利用して算出し、算出された入熱量Qinに応じてレーザビームLの出力E及び走査速度Vの少なくとも一方を決定する。また、上記形状パラメータαに基づいてアシストガスGのガス供給条件も決定する。
(もっと読む)
少なくとも1つのイッテルビウム系ファイバを有したレーザーを使用する切削方法であって、少なくとも、レーザーソースのパワー、集束ビーム径及びビームのQ値が制御される方法
本発明は、レーザービームを使用して部品を切削する方法であって、レーザービームを発生させるために、1乃至4μmの波長を有する少なくとも1つのイッテルビウム系ファイバを含んだレーザービームの使用を含んだ方法に関する。レーザービームは、100kW未満のパワーと、少なくとも1MW/cm2のパワー密度と、少なくとも0.1mmの集束ビーム径と、10mm.mrad未満のQ値(BPP)とを有するように選択される。 (もっと読む)
ファイバレーザでステンレス鋼を切削する方法
【課題】バリが無く、かつ垂直な切断面が確保でき、しかも高速加工を達成しうるステンレス鋼のレーザ切断方法を提供する。
【解決手段】レーザビームを発生するイッテルビウムドープコアを有するシリカファイバを備えたレーザビーム発生手段を用いてステンレス鋼ワークピースを切削する。好ましくは、イッテルビウム系ファイバが発生するレーザビームは、1.07乃至1.09μmの波長を有し、レーザビームのQ値は0.33乃至8mm.mradであり、レーザビームは0.1乃至25kWのパワーを有する。レーザビームのための援助ガスは、窒素、ヘリウム、アルゴン及びそれらの混合物から選ばれ、任意に、O2、CO2、H2及びCH4から選ばれる1つ以上の追加の化合物をさらに含有する。
(もっと読む)
ファイバレーザでC−Mn鋼を切削する方法
【課題】イッテルビウム系ファイバ型のレーザ光源を用いて、速い切削速度と切削品質が達成できる炭素マンガン鋼の切削方法を提供する。
【解決手段】イッテルビウムドープコアを有する少なくとも1つのシリカファイバを備えたレーザビーム発生手段を用いて、レーザビームを発生させる。好ましくは、イッテルビウム系ファイバは1.07乃至1.1μmの、好ましくは1.07μmの波長を有し、レーザビームのQ値は0.33乃至8mm.mradであり、レーザビームは0.1乃至25kWのパワーを有する。レーザビームのための援助ガスは、窒素、ヘリウム、アルゴン、酸素、CO2及びそれらの混合物から選ばれ、任意に、H2及びCH4から選ばれる1つ以上の追加の化合物をさらに含有する。
(もっと読む)
1 - 20 / 25
[ Back to top ]