
Fターム[4E068DA00]の内容
レーザ加工 (34,456) | 特定物品 (3,814)
Fターム[4E068DA00]の下位に属するFターム
Fターム[4E068DA00]に分類される特許
21 - 40 / 245
レーザー加工装置及びIDカード
【課題】IDカードのような多面からなる加工対象物に対し、2面または3面に連続して繋がるパターンを、正確に加工することを可能にするレーザー加工装置及びIDカードを提供する。
【解決手段】レーザービーム発生手段と、前記レーザービームを走査するレーザービーム走査手段と、前記走査されたレーザービームを平行にするレンズと、第一の平面鏡と、第二の平面鏡と、上記レンズを通過したレーザービームの照射方向と垂直にIDカードを位置決めする手段と、IDカードに形成するパターンをレーザー加工に合うように画像処理する画像処理装置と、を備えたことを特徴とするレーザー加工装置。
(もっと読む)
構造物の溶接方法

【課題】原子炉圧力容器等の構造物の補修や保全のための肉盛溶接を短時間でかつ高効率で行うことができ、しかも水中でも安定して施工することが可能な構造物の溶接方法を提供する。
【解決手段】低合金鋼からなる母材11の表面にクラッド層14が形成されてなる構造物の欠陥を含む部分Xをクラッド層14側から機械的に削り取って除去した後、クラッド層14の残存厚さTcが2.3mm未満の場合に、レーザ溶接を用いたテンパービード工法による肉盛り溶接を行い、クラッド層14の残存厚さTcが2.3mm以上の場合に、通常のレーザ溶接による肉盛り溶接を行う。
(もっと読む)
内視鏡用レーザ溶接方法、及び、内視鏡用レーザ溶接部材
【課題】レーザ照射前に内視鏡の筒状外側部材及びコイル状内側部材に接合のための塑性加工を必要とせず、筒状外側部材とコイル状内側部材との間に接合のための部材を介在させない場合にも、確実にレーザ溶接を行うと共に、レーザ溶接後の内外径の寸法変化をさせない。
【解決手段】筒状外側部材(10)の板厚をh、コイル状内側部材(20)の板厚をhc、筒状外側部材の内側にコイル状内側部材の位置しない場所で筒状外側部材の内外径を変化させないレーザ溶接の最大溶接エネルギーをE1、筒状外側部材とコイル状内側部材の溶接固定を可能とする最小溶接エネルギーをE2とするとき、螺旋状溶接ビードが重ならず、筒状外側部材からコイル状内側部材までの溶接深さHがh<H<h+hcであり、筒状外側部材とコイル状内側部材とを溶接固定し溶接深さが溶接深さHとなる溶接エネルギーEは、E2≦E≦E1の関係を満たすようにする。
(もっと読む)
ラベル及びその製造方法
【課題】 粘着剤層のパターンから粘着剤が滲み出ることがなく、また特殊な粘着剤などを使用することなく、また部分的に粘着性を低くした部分と、粘着力が低下していない部分とをもつラベル及びその製造方法を提供する。
【解決手段】 基材2の一方の面に、粘着剤層3を有するラベル1において、該粘着剤層3がレーザ照射により、削り取られている部分を少なくとも有する構成である。前記の削り取られている部分を除く、残存した粘着剤層3の厚さがレーザ照射前と比べ、7割以下であることが好ましい。また基材2の一方の面の全面に、粘着剤層3を設けたラベルの構成から、該粘着剤層3へのレーザ照射条件を変えることにより、粘着剤層3の削り取る量を変化させ、粘着剤層3の厚さがレーザ照射前と比べ、少ない部分を形成するラベルの製造方法である。
(もっと読む)
樹脂成形品の製造方法
【課題】溶着面に光反射膜が存在する場合にも、レーザビームにより溶着を行える樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品の製造方法は、(a)溶着領域を有する吸光性樹脂部材21と、前記吸光性樹脂部材21の溶着領域に対応する溶着領域を有する透光性樹脂部材23とを準備する工程と、(b)前記吸光性樹脂部材に光反射膜を形成する工程と、(c)ビームスポット径が1.0mm以下となる第1の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、該溶着領域上に形成された光反射膜を除去する工程と、(d)前記吸光性樹脂部材の溶着領域と前記透光性樹脂部材の溶着領域とを加圧接触状態とし、ビームスポット径が1.5mm以上3.5mm以下となる第2の焦合状態で、レーザビームを前記吸光性樹脂部材の溶着領域に繰り返し照射し、前記吸光性樹脂部材21と前記透光性樹脂部材23とを溶着する工程とを有する。
(もっと読む)
溶接装置
【課題】環状体の溶接を内部側から溶接開先に正対するように行い、溶接品質を向上させ得る溶接装置を提供する。
【解決手段】エンドパーツ5を形成する溶接装置1であって、真空雰囲気を形成可能な真空チャンバー23と、真空チャンバー23内に設置され、ハーフセル11、端板17、ビームパイプ19が隣接して溶接開先を形成したエンドパーツ5を保持する保持部材25と、エンドパーツ5の軸線中心Oが交差する真空チャンバー23の上端面部27に設置され、その一部を構成する窓29と、真空チャンバー23の外部に設置され、窓29を通してエンドパーツ5の内部空間にレーザ光33を照射するレーザ照射ヘッド35と、エンドパーツ5の内部空間に位置するように設置され、レーザ光33を反射した反射レーザ光55が溶接開先に正対する方向になるように調整するミラー部材37と、が備えられている。
(もっと読む)
超伝導加速空洞の製造方法
【課題】溶接時における支持構造の簡素化をはかるとともに製品内面の平滑化をはかることができる超伝導加速空洞の製造方法を提供する。
【解決手段】軸線方向の両端に開口部(赤道部13、アイリス部)を有する複数のハーフセル15を軸線方向に配列し、相互の開口部同士が接触する接触部21を溶接によって接合して超伝導加速空洞を製造する超伝導加速空洞の製造方法であって、接合されるハーフセル15は軸線方向が上下方向に延在するように配置されるとともに下側に位置するハーフセル15における接触部21の下方に位置する内周面に外側に向かい凹む凹部25が形成され、接触部21を外側から貫通溶接して接合する。
(もっと読む)
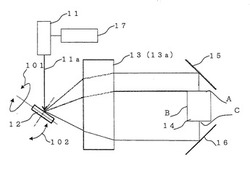
眼鏡レンズ用マーキング装置
【課題】どのようなレンズにも常に一定の視認性を有するようにマーキングを行うことができるようにする。
【解決手段】レンズ12の目標マーキング位置にレーザーマーキングを施すレーザーマーカー17を備える。目標マーキング位置とレーザーマーカー17との間の距離を測る計測装置18を備える。計測装置18によって計測された距離と予め定めたマーキング距離Lとが一致するようにレンズ12とレーザーマーカー17との間隔を変化させる距離調整装置19を備える。目標マーキング位置がレーザーマーカー17または前記計測装置18と対向するようにレンズ12を搬送する搬送装置13を備えている。
(もっと読む)
接合装置及び接合方法
【課題】自動車ボディ外縁のアウタパネルの曲げ加工と同時に、アウタパネル及びインナパネルのレーザ溶接作業ができ、かつ、アウタパネルやインナパネルのめっきを除去するための作業時間の短縮をできる接合装置及び接合方法を提供する。
【解決手段】接合装置1は、ヘムローラ14を有し、ヘムローラ14をアウタパネル2及びインナパネル3に対して相対的に移動して、ヘムローラ14によりアウタパネル2を折り曲げて折り曲げ部2dを形成し、折り曲げ部2dにインナパネル3の挿入部3dを挿入する曲げ加工部10と、アウタパネル2及びインナパネル3に対してヘムローラ14と一体でヘム移動方向Yに移動するように設けられ、ヘムローラ14のヘム移動方向Yの後側Y2に配置され、レーザ光21aを発光するレーザヘッド21と、レーザヘッド21を、ヘム移動方向Yとは直交する直交方向Xに移動可能に支持するレーザ直交方向移動部25Xとを備える。
(もっと読む)
レーザ彫刻識別マークを有する物品
【課題】読みやすく、さらに、比較的大量の情報が伝えられる場合にも、製造耐久性があり、また比較的廉価に製造できる識別マークを提供する。
【解決手段】物品は、物品の外面(18)の領域にわたって延在するポリマコーティング(20)と、コーティング内に形成されるレーザ彫刻の識別マーク(22)とを含む。ポリマコーティングは外面の色と対照的な色を有し、明瞭かつ読みやすい表示が得られる。任意に、レーザ彫刻の識別マーク(22)は、物品に関する種のデータを表し、一方、ポリマコーティングを使用して、物品に関する類のデータを表す第2の識別マーク(24)を形成でき、したがって、同時に製造コストを低減しつつ、種々の物品の消費者による視覚的区別を容易にする。
(もっと読む)
回転角センサの製造方法
【課題】軸線方向に力を加えたり、拡径部を形成したりしなくても、効率的にレーザ溶接工程を行うことができる回転角センサの製造方法を提供する。
【解決手段】
一次成形体11に樹脂カラー5を取り付けて、樹脂カラー5の内周面と本体部4の外周面との間に、軸線方向における他端32側に開口した環状空間Sを形成する(カラー取付工程)。その後、一次成形体11を樹脂カラー5とともに成形型6に収納し、二次成形樹脂7で一次成形体11の一部を封止するとともに、環状空間Sを二次成形樹脂7で充填する(二次成形工程)。次いで、二次成形体12を成形型6から取り出し、樹脂カラー5の開口側端部50に対して外側からレーザLを照射することにより、開口側端部50の内側に充填された二次成形樹脂7と開口側端部50とを、その界面16において溶接する(レーザ溶接工程)。
(もっと読む)
車両パネル構造体及びその製造方法
【課題】外板に現れる溶接歪みを抑えることにより、鉄道車両の美観を向上させることができる車両パネル構造体及びその製造方法を提供すること。
【解決手段】鉄道車両の外壁となる外板20と、外板20の内側面に当接して配置された骨部材30と、を備え、予め設定された溶接ラインAx上に形成した溶接部によって外板20と骨部材30とを接合してなる車両パネル構造体10であって、溶接ラインAx上には、外板20と骨部材30とが当接する当接領域Tと、外板20と骨部材30とが当接しない非当接領域Sとが存在し、溶接部は、当接領域Tにおいて骨部材30から外板20に達するように形成された本溶接部W1と、非当接領域Sにおいて外板20にのみ形成された溶融凝固部Z1と、を有していることを特徴とする。
(もっと読む)
卵および他の物体を処理するシステムおよび方法
卵殻にマーキングする方法であって、卵殻にレーザービームが向けられて、外側層の下側の卵殻の層を実質的にエッチングすることなく、卵殻の外側層を変色させる方法。レーザーは、約2000ワット/平方インチ未満の出力密度のスポットを届け、レーザーマーキングプロセスによって生じる卵のエッチングの深さは約25ミクロン以下である。インクジェット印刷をレーザーマーキングプロセスに追加しても、レーザーマーキングの代わりに使用してもよい。卵は、カートンでマーキングされても、パッカーコンベヤー上でマーキングされても、またはパッカーコンベヤーによって供給された装置上でマーキングされてもよく、卵の向きは、印刷前(および印刷後)にパッケージ内で均一にされる。マーキングがレーザー、インクまたはそれら双方によって行われるかに関わらず、カートンで、コンベヤー上でマーキングされる。 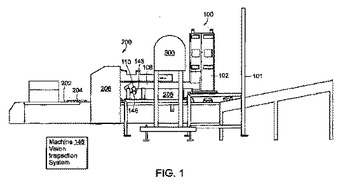 (もっと読む)
(もっと読む)
加工装置、および加工装置で用いられる変調マスク
【課題】短い加工時間で精度良く被加工物に傾斜部を形成することができる加工装置を提供する。
【解決手段】加工装置10は、光を出射するマスク照明系11と、マスク照明系11からの光を変調して出射する変調マスク33と、変調された光を結像して被加工物18に照射し、被加工物18に傾斜部18bを形成する結像光学系17とを備えている。変調マスク33は、被加工物18の傾斜部18bに照射される光を位相変調する変調マスク傾斜部24bと、変調マスク傾斜部24bに隣接し、被加工物18の非加工部18cに対応する変調マスク遮蔽部24cと、を有している。このうち変調マスク傾斜部24bは、複数の位相変調単位領域24eからなっている。一方変調マスク遮蔽部24cは、光を遮蔽する光遮蔽層27を含んでいる。
(もっと読む)
突合せ接合された閉断面中空構造体
車両の構造部材は、従来の二枚貝様構成を用いるが先行技術である重畳接合部が除去された閉断面中空体から提供される。これは、自動車産業からの要請による高容量への適用に実績がある。板金プレス成形は、構造部品を製造する最も費用対効果の高い方法である。本開示は、二枚貝様閉断面中空体における重畳又はフランジ型接続部に関する不必要な材料を廃止することで重量とコストを低下させる。 (もっと読む)
耐疲労特性に優れた大型溶接鋼管とその高能率製造方法
【課題】超極厚(例えば、厚さ50mm超)の鋼板を加工し、溶接して、大型溶接鋼管ユニットを製造する場合において、(i)大型溶接鋼管ユニットを能率よく製造することができる、鋼板の加工方法、及び、加工した鋼板の溶接方法を確立し、(ii)引張応力が残留しないか、又は、圧縮応力が残留し、ギガサイクル域の振動に耐える疲労特性を有し、かつ、充分な破壊靱性を有する溶接部を備える大型溶接鋼管を提供する。
【解決手段】鋼板の圧延方向に長尺で、圧延方向に垂直な幅方向に円弧状をなす、3つ以上の円弧状長尺鋼材を、圧延方向端面で突き合わせ、該突合せ面を、高エネルギー密度ビーム溶接で溶接したことを特徴とする耐疲労特性に優れた大型溶接鋼管。
(もっと読む)
自動車用加飾部品の製造方法
【課題】製造コストを抑えつつ、自動車用部品素材の表面上に絵柄を正確に付加して装飾することができる自動車用加飾部品の製造方法を提供すること。
【解決手段】自動車用加飾部品は、重ね領域形成工程及びレーザー照射工程を経て製造される。重ね領域形成工程では、重ね領域63a〜63dの画像濃度を通常描画領域66a〜66cの画像濃度よりも薄く設定する。レーザー照射工程では、レーザー照射を複数のレーザー照射領域について行うことによって、重ね領域63a〜63dに基づいて形成される絵柄が重なり合うことにより、重ね領域63a〜63dに基づいて形成される絵柄の濃度が通常描画領域66a〜66cに基づいて形成される絵柄の濃度と同程度になる。
(もっと読む)
トリミング装置、トリミング方法、及び加飾部品の製造方法
【課題】余剰領域の切除に掛かる時間を短縮することができるとともに、余剰領域の切除を容易に行うことができるトリミング装置を提供すること。
【解決手段】トリミング装置20は、支持手段21、光学制御式レーザー照射装置22a〜22c及び移動制御手段40を備える。支持手段21は、ワーク2における被加飾領域4とは異なる領域を支持する。光学制御式レーザー照射装置22a〜22cは、被加飾領域4の外形線に沿ってレーザーL1〜L3を照射することにより、余剰領域11a,11bを切除する。移動制御手段40は、レーザーL1〜L3の照射距離を一定範囲に保持するために、光学制御式レーザー照射装置22a〜22cをワーク2に対して接近または離間させる制御を行うとともに、支持手段21に支持されたワーク2の位置を変位させる制御を行う。
(もっと読む)
食器洗浄機の板部接合構造及び食器洗浄機の板組構造の製造方法
【課題】シール材を用いずとも隙間腐食を防止することができると共に、低コストで行うことができ且つ製造効率に優れる食器洗浄機の板部接合構造を提供する。
【解決手段】ケーシング3の一方の側板311等の一方の板部と、ケーシング3の上板32等の他方の板部とを備え、一方の板部における外縁部の端面の一部に、他方の板部における外縁部の内側側面が当接され、レーザー溶接により他方の板部における外縁部を外側側面側から溶かし込んで、他方の板部における外縁部と一方の板部における外縁部とが溶着される食器洗浄機の板部接合構造であり、前記溶着箇所の内側部分には溶着の溶融による溶接ビード35が形成されるようにすると好適である。
(もっと読む)
電子パスポート用レーザーマーキング積層体用複合ヒンジシート及び電子パスポート用レーザーマーキング積層体及び電子パスポート
【課題】引裂、引張強度に優れ、かつ、この綴じ部の耐光、耐熱性を有し、更には、繰り返し曲げに対する抵抗性に優れた複合ヒンジシートを提供する。
【解決手段】多数の開口部を備える織物状シート3の両面に、熱可塑性樹脂からなる熱可塑性樹脂層5を形成してなる複合ヒンジシートであって、織物状シート3は、ポリエステル、ナイロン、ポリプロピレンから選ばれる少なくとも1種のメッシュクロスまたは不織布からなり、熱可塑性樹脂層5は、表面硬度 ショアAが85以上、ショアDが70未満の柔軟性を有する樹脂を原料として形成されてなり、熱可塑性樹脂の一部が織物状シート5の開口部に浸入して開口部の全てを閉塞し織物状シート3に熱可塑性樹脂層5が一体化されてなる複合ヒンジシートC。
(もっと読む)
21 - 40 / 245
[ Back to top ]