
Fターム[4E068DA00]の内容
レーザ加工 (34,456) | 特定物品 (3,814)
Fターム[4E068DA00]の下位に属するFターム
Fターム[4E068DA00]に分類される特許
61 - 80 / 245
チタン合金部材とスチール合金部材との間に継手を形成する方法および前記継手を含んでなる医療用デバイス
医療用デバイスを製造する方法であって、ステンレス鋼を含んでなり、かつ第1の溶接面を有する第1の長尺状金属部材を提供するステップと;ニッケル‐チタン合金を含んでなり、かつ第2の溶接面を有する第2の長尺状金属部材を提供するステップと;溶接面のうち少なくとも一方に溶接材料を適用するステップと、該溶接材料は、炭素、窒素、金、またはこれらの組み合わせのうち少なくとも1つを含んでなることと;溶接面と溶接材料とを溶接して、金属部材の間に継手を形成するステップとを含んでなる方法。 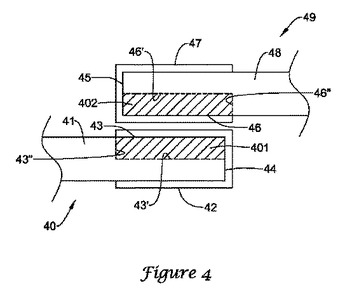 (もっと読む)
(もっと読む)
欠損部の補修方法及び欠損部の補修システム
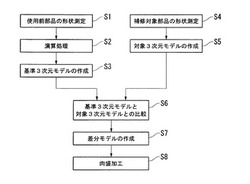
【課題】複雑な形状の部品であっても適切に補修することができるとともに、補修作業の低コスト化を図ることが可能な欠損部の補修方法及び、この欠損部の補修方法に適した欠損部の補修システムを提供する。
【解決手段】部品に生じた欠損部を肉盛加工によって補修する欠損部の補修方法であって、前記部品の基準3次元モデルを作成する基準3次元モデル作成工程S1、S2と、前記欠損部を有する前記部品の形状を測定して補修対象となる部品の3次元モデルを作成する対象3次元モデル作成工程S4、S5と、前記基準3次元モデルと前記対象3次元モデルとの差分をとって、差分モデルを作成する差分モデル作成工程S6、S7と、この差分モデルに基づいて肉盛加工を行って欠損部の形状を復元する肉盛加工工程S8と、を備えていることを特徴とする。
(もっと読む)
導光板の製造方法、導光板及び光源装置

【課題】輝度を向上させ、輝度ムラ及び色ズレを低減させる。
【解決手段】重量平均分子量が1万〜10万であるポリメタクリル酸メチルのアクリル樹脂板、又はメタクリル酸メチル90〜99.9重量%と、アクリル酸エステル0.1〜10重量%とを含む共重合体であり、重量平均分子量が0.1万〜10万であるアクリル樹脂板の散乱面11aとなる板面に、レーザ光源601からレーザ光Lを出射して、多数の凹部からなる光散乱用パターンを形成し、凹部の表面に多数の微細凹凸を形成する。
(もっと読む)
接合方法、接合体および光学素子
【課題】2つの基板同士を強固に接合して、製造時と実使用時での温度が異なっていても、残留応力の発生を抑制し、実使用時に高い寸法精度を維持し得る接合体を製造可能な接合方法、およびかかる接合方法により2つの基板同士を高い寸法精度で強固に接合してなる接合体および光学素子を提供すること。
【解決手段】本発明の接合方法は、第1の基板2および紫外線に対して透過性を有する第2の基板4を用意し、第1の基板2の表面上に、プラズマ重合法により接合膜3を成膜する工程と、接合膜3にエネルギーを付与する工程と、接合膜3を介して第1の基板2と第2の基板4とを接合し、接合体5を得る工程と、接合体5に対して第2の基板4側から紫外線を照射する工程と、接合体5の温度を、製造後の接合体5が使用される際の実体温度に維持しつつ、2つの定盤7で接合体5を押圧した状態で保持することにより、接合体5の形状を平板状に矯正する工程とを有する。
(もっと読む)
サンプリング装置及びサンプリング方法
【課題】生物サンプルに対する切断効率を低減させずに従来に比して小型化し得るサンプリング装置及びサンプリング方法を提案する。
【解決手段】緩和振動が生じる電圧値以上となるパルス状の駆動電圧を半導体レーザに印加し、パルス状の特異ピークをもつレーザ光を半導体レーザから出力させ、該パルス状の特異ピークをもつレーザ光を、サンプリング対象の生物サンプルに集光する。
(もっと読む)
等速自在継手用ブーツの取付構造
【課題】安定したシール性能を低コストに確保し得る等速自在継手用ブーツの取付構造を提供する。
【解決手段】等速自在継手用ブーツ1の小径端部2は環状アダプタ33を介してシャフト17に、大径端部3は環状アダプタ34を介して外輪11に、それぞれ固定してある。小径端部2の内周面はシャフト17のブーツ取付部18と衝合状態に保持され、外周面は、ブーツ1の構成樹脂と環状アダプタ33とのレーザ接合によって環状アダプタ33の大径段部の内周面に固定されている。環状アダプタ33の小径段部の内周面はかしめ加工によってシャフト17のブーツ取付部18に衝合状態で接合一体化されている。大径端部3の内周面はシャフト17のブーツ取付部19と衝合状態に保持され、外周面は、ブーツ1の構成樹脂と環状アダプタ34のレーザ溶接によって環状アダプタ34の大径段部の内周面に固定されている。環状アダプタ34の小径段部の内周面はかしめ加工によって外輪11の円筒面36に衝合状態で接合一体化されている。
(もっと読む)
レーザービームによって材料の層に連続した穿孔を作る方法
【課題】本発明の主題は、材料の層に連続した穴を作ること、特にエアバッグカバーの第1の層に目標破断線を作ることに関する。
【解決手段】各穴の製作の間に形成するプラズマの放射線が、加工されている表面から検出される。得られる信号パターンから、信号の開始の時間と、所定のエッジ基準を満たす下降エッジの出現の時間が検出され、記憶される。下降エッジが現れる時間のポイントが、レーザーをスイッチオフにする切り換え基準である。各穴のために記憶される時間における2つのポイントの差が、それぞれの穴のためのクオリティ基準を構成する。
(もっと読む)
レーザマーキング装置、及びレーザマーキングシステム
【課題】食品の表層にある水分に反応して蒸散されるため、食品の傷みを最小限にしつつ、食品表面に印字することができるレーザマーキング装置を提供する。
【解決手段】このレーザマーキングシステム110は、制御装置28、冷却器5、及びレーザヘッド4で構成されるレーザマーキング装置と、物品24を載置して所定速度で移動させるベルトコンベア(移動手段)25と、ベルトコンベア25上の物品24の表面にレーザビーム11を合焦させるレンズ(合焦手段)20と、ベルトコンベア25上の物品24の有無を検出するセンサ(検出手段)22と、を備えて構成されている。
(もっと読む)
鉄道車両
【課題】窓隅部を含んだ吹寄せ部をシアプレートによって補強した鉄道車両を提供すること。
【解決手段】窓開口部21が形成され、外板11の車内面側に骨部材12,13が縦横に接合された側構体1を有するものであって、外板11の車内面側には、窓開口部21横の吹寄せ部全体にシアプレート31が接合され、そのシアプレート31は、窓開口部21の上下にまで突き出た突起部31aを備え、窓隅部R1〜R4を含む窓開口部21の枠形状に沿って端部が形成された鉄道車両。
(もっと読む)
透明基材のレーザ加工方法および電解質膜の製造方法
【課題】超微細で高アスペクト比の加工孔を高精度でかつ効率的に製造することのできる透明基材のレーザ加工方法と、これによってできる多孔質透明基材を使用してなる電解質膜の製造方法を提供する。
【解決手段】光透過性の透明基材Wの一側面側を減圧雰囲気とし、かつ、該一側面を光吸収性の不透明液体Fに接触させておき、透明基材Wの他側面側から超短パルスレーザ光の干渉光L3を照射して透明基材Wを透過させ、透明基材Wと不透明液体Fの界面付近に干渉光のレーザエネルギを集中させることで透明基材Wに微細加工孔Pを形成する。
(もっと読む)
レーザ溶接方法
【課題】異常要素の判別を精度よく行うことができるレーザ溶接方法を提供する。
【解決手段】ワークに溶接部を形成する際、光強度検出センサにより加工点の光強度を検出し、光強度検出センサから検出値を取得する。取得した検出値にて所定のデータ区間で平均値を算出する。算出した平均値を中心に検出値を正規化する。正規化された検出値を、予め設定された判別照合テーブルの第1正規化値を中心にさらに正規化する。そして、第1正規化値を中心に正規化された検出値に基づいて、ガス流量異常の判別を行う。これにより、検出値の傾向を精度よく把握することができる。検出値は異常要素に応じて異なった傾向を示すことから、検出値の傾向を精度よく把握することで、異常要素の判別を精度よく行うことができる。
(もっと読む)
コーティングされた眼鏡レンズの加工方法及びその加工装置
【課題】コーティングされた眼鏡レンズの限られたエリア内でレンズのベース材料の除去を伴うことなしにコーティングを除去する方法と、前述の方法を実装するのに好適な装置を提供する。
【解決手段】個々の眼鏡レンズ2の加工エリアは、その形状、サイズ、及びレンズ2における場所によって予め決定され、加工エリア内のレンズ2のコーティングはレーザービーム30の照射により局所的に除去される。レンズ2用の少なくとも1つのマウントを含むホルダ、レーザービーム30を生成するレーザーヘッド54を含むレーザービーム装置、ホルダ及びレーザーヘッド54を基準プレーン内において移動する位置決め装置62、レーザービーム装置及び位置決め装置62用の制御手段68により、レーザー出力、レーザーヘッド54と少なくとも1つのレンズ2の間の相対的な位置、レーザービーム30のスキャニング動作は制御される。
(もっと読む)
紋様板
【課題】容易に量産できて、民芸品的な価値を有する紋様板を提供する。
【解決手段】竹製等の基板に、レーザー発生手段から出力されるレーザー光により家紋状の模様を打ち抜き形成させて、コースターとして使用することができる。
(もっと読む)
内視鏡の配管部材の接続方法
【課題】レーザ溶接により接続固定される二つの配管部材内の管路の酸化を防止して、各種不具合の発生を未然に防止することができる内視鏡の配管部材の接続方法を提供すること。
【解決手段】耐蝕性合金材からなる二つの配管部材1,2の接続部の外面にレーザビームRが照射されて二つの配管部材1,2が溶接され、二つの配管部材1,2内の管路が連通接続された状態になる内視鏡の配管部材の接続方法において、レーザビームR照射時に、二つの配管部材1,2の接続部の外面に向かって不活性ガスA1を吹き付けると同時に、二つの配管部材1,2内の管路にも不活性ガスA2を通すようにした。
(もっと読む)
レーザ溶接方法
【課題】 溶接部の表面における酸化膜の形成を抑えることにより、被加工物の美観を向上させることができるレーザ溶接方法を提供することを目的とする。
【解決手段】本発明に係るレーザ溶接方法は、レーザビームの照射によってワーク23に貫通溶接部32を形成するレーザ溶接方法であって、溶接予定領域Rに対応して設けられた溝27を有するステージ24にワーク23を載置し、ワーク裏面23bと溝27とによって少なくとも1つの開口部28aを備えた空間28を形成する第1工程S101と、開口部28aを介して空間28内にアシストガスを流通させながら、貫通溶接部の一端部32bが空間28に突出するように、ワーク表面23a側から溶接予定領域RにレーザビームLを照射する第2工程S105と、を備えることを特徴としている。
(もっと読む)
静電チャック装置
【課題】 裏面ガスの均一な分布と、気相熱伝達と、固体接触熱伝達とのバランスを効果的に取る表面エンボスパターンを有する静電チャックを提供する。
【解決手段】 静電チャックは、熱伝達ガスが供給される傾斜管路又は傾斜したレーザードリル形成通路を含む。傾斜管路及び/又は傾斜したレーザードリル形成通路の一区間は、基板をチャックに保持するために生成される電界軸とは異なる軸に沿って延びており、それによってプラズマアークの発生及び裏面ガスのイオン化が最小限に抑えられる。前記管路には、それ自体の第1の外部溝の一区間が前記電界軸とは異なる軸に沿って延びる第1のプラグを挿入することができる。誘電部材と電極のうちの少なくとも一方を貫通するセラミックスリーブに第1及び第2のプラグを挿入することができる。最後に、前記誘電部材の表面は、熱伝達及びガス分布を改善することができるように、前記誘電部材の中心からある径方向距離の位置に配置されるエンボスを含むことができる。
(もっと読む)
レーザ溶接方法
【課題】 溶接部の表面における酸化膜の形成を抑えることにより、被加工物の美観を向上させることができるレーザ溶接方法を提供する。
【解決手段】 本発明に係るレーザ溶接方法は、レーザビームLの照射によってワーク23に貫通溶接部32を形成するレーザ溶接方法であって、溶接予定領域Rに対応して設けられた溝27を有するステージ24にワーク23を載置し、ワーク裏面23bと溝27とによって閉空間28を形成する第1工程S101と、貫通溶接部32の一端部32bが閉空間28に突出するように、ワーク表面23a側から溶接予定領域Rにレーザビームを照射する第2工程S104と、を備えることを特徴としている。
(もっと読む)
電気鋼板の磁区微細化装置及び方法
電気鋼板の磁区微細化装置及び磁区微細化方法を開示する。前記電気鋼板の磁区微細化装置は,レーザー発光部;前記レーザー発光部から発光されたレーザービームを第1楕円形ビームに変形させるトロイダルミラー;前記トロイダルミラーから伝送された前記第1楕円形ビームを前記スキャンミラーに伝送するスイッチミラー;前記スイッチミラーから伝送されたビームをスキャンして伝送する一対のスキャンミラー;及び前記一対のスキャンミラーから前記第1楕円形ビームを受けて第2楕円形ビームに変形させ,電気鋼板に前記第2楕円形ビームを照射するシリンダーミラーを含んでなる。 (もっと読む)
燃料噴射弁
本発明に係る燃料噴射弁は、弁スリーブ(35)の内壁に設けられた不動の弁座(29)の下流側で、弁スリーブ(35)自体に多重扇形噴流ノズルが直接に形成されていることを特徴としている。多重扇形噴流ノズルは、弁スリーブ(35)の下流側の端部に形成された湾曲部(37)の領域に直接に組み込まれている。霧化装置として用いられる多重扇形噴流ノズルは、複数のスリット状の噴射開口部(30)を有しており、噴射開口部(30)から流出する各液体層は、層パケットを形成して、該層パケット内で互いに末広がりに延びている。深絞り成形された弁スリーブ(35)における噴射開口部(30)の形成は、超短パルスレーザーを用いて行われる。燃料噴射弁は特に、混合気圧縮外部点火式の内燃機関の燃料噴射装置への使用に適している。 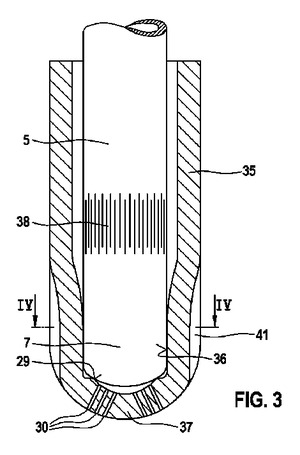 (もっと読む)
(もっと読む)
歪みを最小化する鋳造物のレーザ溶接
【課題】沸騰水型原子炉の燃料デブリフィルタの組み立てにおいて、レーザ溶接を使用する工程が開示される。
【解決手段】このレーザ溶接工程は、溶接中に最小限の熱を加えることによって、デブリフィルタの下部タイプレート14の歪みを最小化する。固定具52は、溶接中に一定に制御されたレーザ光源75の下で、4自由度の動作を通して鋳造下部タイプレート14を保持する。溶接工程は、また、レーザ溶接工程中に起こり得る部分溶け込み溶接44および46中の裂け目41および43から結果として起こる応力腐食割れの可能性を減少させる。
(もっと読む)
61 - 80 / 245
[ Back to top ]