
Fターム[4E068DA03]の内容
Fターム[4E068DA03]に分類される特許
1 - 10 / 10
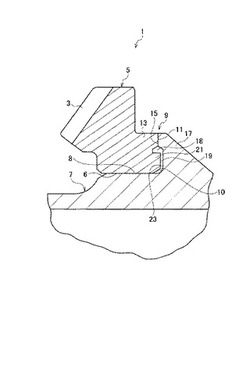
回転部材の溶接構造
【課題】溶接部の保護を簡易化することができる回転部材の溶接構造を提供する。
【解決手段】ギヤ部3を有するギヤ部材5と、このギヤ部材5が組み付けられる軸部材7と、ギヤ部材5と軸部材7との間に設けられギヤ部材5と軸部材7とを一体回転可能に固定する溶接部9とを備えた回転部材の溶接構造1において、溶接部9が、ギヤ部材5に設けられギヤ側溶接面11を有するギヤ側溶接部13と、軸部材7に設けられギヤ側溶接面11に軸側溶接面15を対向して位置する軸側溶接部17とからなり、ギヤ部材5に、ギヤ側溶接面11よりも突出する保護面19を有する保護部21を設けた。
(もっと読む)
リングギヤの溶接方法及び溶接構造

【課題】デファレンシャルサブアッシを作動させたときのリングギヤからの異音の発生を抑えるために、デフケースに対するリングギヤの溶接による歪みを低減すると共に、溶接の手間とコストの削減を図ること。
【解決手段】デファレンシャルサブアッシのデフケースのフランジ5にリングギヤ6を溶接する溶接構造において、デフケースは、そのフランジ5の外周に接合部を有し、その接合部に隣接して設けられた補強用の複数のリブ7を有する。フランジ5の接合部に圧入されたリングギヤ6の内周と接合部との間には、複数の仮溶接ビード11が設けられる。これら仮溶接ビード11の位置は、デフケースに設けられた複数のリブ7の配置からずらして設定される。リングギヤ6の内周とフランジ5の接合部との間には、複数の仮溶接ビード11に重ねて本溶接ビード12が連続的に設けられる。
(もっと読む)
リングギヤの溶接方法及び溶接構造
【課題】デフケースに対するリングギヤの溶接による歪みを低減すると共に、溶接コストの低減を図ること。
【解決手段】リングギヤの溶接構造において、デフケースの外周のフランジ5に、リングギヤ6の内周を接合する接合部を含み、その接合部は、デフケースの軸線方向に隣り合う、高さの異なる高段部と低段部とからなる段差を含み、リングギヤ6は、その内周に、リングギヤ6の軸線方向に隣り合う、接合部の高段部に整合する低段部と接合部の低段部に整合する高段部とからなる段差を含む。この溶接構造は、更に、フランジ5の接合部に嵌められたリングギヤ6の内周の高段部と接合部の低段部との間に設けられた第1の溶接ビード11と、フランジ5の接合部に嵌められたリングギヤ6の内周の低段部と接合部の高段部との間に設けられた第2の溶接ビード12とを備える。
(もっと読む)
スプライン伸縮軸、スプライン伸縮軸を備えた車両用操舵装置、およびスプライン伸縮軸の製造方法
【課題】寸法精度の高い任意の形状の潤滑剤保持溝が形成されたスプライン伸縮軸、当該スプライン伸縮軸を備えた車両用操舵装置、および当該スプライン伸縮軸の製造方法を提供すること。
【解決手段】スプライン伸縮軸としての中間軸5は、軸方向X1に移動可能に嵌合された内軸35および筒状の外軸36と、内軸35の外周に設けられた外スプライン38と、外軸36の内周に設けられた内スプライン39と、外スプライン38に設けられた樹脂被膜40と、レーザを用いて樹脂被膜40に形成され、軸方向X1とは交差する方向D1に延びる潤滑剤保持溝41とを備えている。
(もっと読む)
溶接接合部品及び溶接接合方法
【課題】リングギヤとこのリングギヤを組み付ける部品本体との溶接接合部の耐荷重性能を高める。
【解決手段】リングギヤ3の貫通孔13にデフケース1の円筒部15を挿入するとともに、リングギヤ3の背面部17の外周側の突出部17aと、デフケース1の大径部19の外周側の突出部19aとを互いに突き合わせて突合せ部5とし、この突合せ部5を溶接して溶接接合部23を形成する。リングギヤ3のギヤ部11に作用する荷重Fはギヤ部11の幅方向ほぼ中央部にあり、この荷重Fが突合せ部5の径方向幅W内に掛かるようにする。
(もっと読む)
溶接接合部材及び溶接接合方法
【課題】互いに突き合わせた一対の部品の溶接接合部の外側部分に溝を設けた状態で、これら各部品相互を押し付けるようにして溶接接合する場合であっても、部品の変形を抑える。
【解決手段】デフケース1にリングギヤ3を嵌め込んでその外周部を溶接接合する際に、互いの側面17,19同士を突き合わせる。この各側面17,19には、それぞれ凹溝21及び23を形成してあり、これら凹溝21及び23によって溝25を備える継手構造とする。この溝25の外周側の開口端部には、互いに対向する方向に突出する突起27,29を形成し、これら突起27,29の先端相互を当接させた状態でレーザ溶接する。
(もっと読む)
レーザ熱処理装置
【課題】歯溝の表面に所望の硬化層分布を得ることができるようにする。
【解決手段】歯溝にレーザを照射して歯車Gを焼き入れする。その際、歯底gcを挟んで立ち上がる第1の歯面gaおよび第2の歯面gbに対し、それぞれ歯面の歯先から歯底方向に矩形状のパワー密度分布を有する第1のレーザL1および第2のレーザL2を照射する。さらに、第1の歯面gcと第2の歯面gbの間で第3のレーザL3を往復動させる。
(もっと読む)
高強度部を有する溶融接合製品及びその製造方法
【課題】所要の精度の高強度部を有する一方で、接合部における所要の強度を維持できる溶融接合製品を提供すること。
【解決手段】本発明は、Cの含有量が0.45%未満の低炭素鋼よりなる第一低炭素鋼部分と、Cの含有量が0.45%以上の高炭素鋼よりなる高炭素鋼部分と、が摩擦圧接で一体とされて構成された第一中間加工製品と、Cの含有量が0.45%未満の第二低炭素鋼よりなる第二低炭素鋼部分を有する第二中間加工製品と、を備え、第一中間加工製品の高炭素鋼部分には、予め所望の形状に成形され焼入れされた高強度部が設けられており、第二中間加工製品の第二低炭素鋼部分は、予め所定の形状に成形されており、第一中間加工製品の第一低炭素鋼部分と第二中間加工製品の第二低炭素鋼部分とが、溶融溶接によって接合されていることを特徴とする高強度部を有する溶融接合製品である。
(もっと読む)
異種金属材の接合方法、同方法で製造された機械部品とプラネタリキャリア
【課題】焼結金属からなる部材と鍛造材からなる部材を鑞付けと溶接の2つの方法を使用してコスト上昇が抑えられる方法で健全に、しかも、鍛造材の強度などを低下させずに接合一体化し得るようにすることを課題としている。
【解決手段】密度7.2g/cm3以下の焼結金属からなる部材11に密度7.3g/cm3以上の高密度金属部材13を予め鑞付けし、この高密度金属部材13に鋼の鍛造材からなる部材12を溶接して部材11と部材12を溶接部にブローホールを発生させずに、また、部材12の加熱、徐冷による強度低下、硬度低下を生じさせずに一体化する。
(もっと読む)
鍔付軸部材及びその製造方法
【課題】 簡単な構造で耐摩耗性、耐靱性のある鍔付軸部材を得る。
【解決手段】 軸部材に鍔部材が嵌着してなる鍔付軸部材において、鍔部材の両面側の嵌着部位もしくはいずれか一方の片面側の嵌着部位を斜め方向30°〜70°の範囲からレーザ照射して一周に渡って溶着する。レーザ照射の時間は1〜5secの連続照射で行う。溶着後は、溶着部の内部歪みを開放するために180°〜220°Cでの1〜2時間の焼き戻しを行う。
(もっと読む)
1 - 10 / 10
[ Back to top ]