
Fターム[4E068DA05]の内容
Fターム[4E068DA05]に分類される特許
1 - 14 / 14
金属製プレスシート、エンドレスベルト又はエンボスロールの表面構造を製造する方法
【課題】少なくとも1つのレーザーを使用して、金属製プレスシート、エンドレスベルト又はエンボスロールの表面構造を製造するための方法、及びその方法を適用した装置を提供する。
【解決手段】表面構造を低費用で製造できると同時に環境を保護する処置を可能にするために、金属製プレスシート1、エンドレスベルト又はエンボスロールの加工するべき表面2の表面構造4全体を部分的に除去するレーザーの使用が提案される。ここでは用意された3Dトポグラフィによってレーザーの制御が実行され、その際深さ構造を生成するために、得られたX、Y、Z座標を使用してレーザーの制御が行われ、その結果盛り上がった範囲5及び深さのある範囲6が形成される。
(もっと読む)
四角形ユニット片の製造方法
明細書に開示されるのは、複数のカッターを備える裁断機を使用して、比較的大きなサイズを有する四角形基材から比較的小さなサイズを有する1種類以上の四角形ユニット片を裁断して四角形ユニット片を製造する方法であって、当該方法は、四角形基材上の欠陥の位置を確認するために四角形基材の長手方向および短手方向において四角形基材をスキャンする検査ステップ(a)と、2つ以上の種類の裁断機を使用して四角形基材を仮想的に裁断した際の生産量を算出する計算ステップ(b)と、計算ステップで算出された生産量が最大生産量の70%以上の範囲内になる裁断機の1つを選択する選定ステップ(c)と、選定ステップ(c)で選択された裁断機を使用して四角形基材を裁断して、四角形ユニット片を製造する製造ステップ(d)と、を備える。 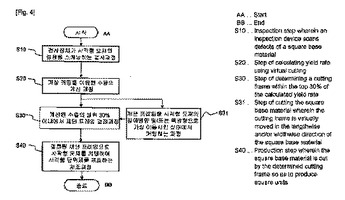 (もっと読む)
(もっと読む)
レーザ加工装置およびレーザ加工方法

【課題】金属材料などからなる被加工物の表面に、数μmオーダーの微小な寸法を有する凹凸パターンを形成するために有効なレーザ加工装置およびレーザ加工方法を提供する。
【解決手段】マスク部40を分割し、分割したマスクを光路長に差を設けてそれぞれ配置し、各マスクの開口を通過したレーザ光11を同一の結像光学系50により被加工物60に照射させる構成にし、照射位置を変えながらレーザ光11の重ね照射を可能にする。これにより、被加工物60の所定の位置における表面および内部に複数のレーザ光11を集光させることができるため、被加工物60表面に集光させたレーザ光11により表層部を加工して凹部を形成した後に、被加工物60内部の位置に集光させたレーザ光11により凹部61の底部を高精度・高速かつ容易に加工することができる。
(もっと読む)
微細な模様を有するローラーの製造方法
【課題】ローラーの寿命を延ばし、その表面に高精度の模様を形成する。
【解決手段】精密な模様を有するローラーの製造方法は、ローラー表面上にセラミック層を鋳造するステップと、前記ローラーの表面を研削及び研磨するステップと、レーザーでローラー表面に模様を形成するステップと、ローラー表面を洗浄するステップとを含む。したがって、このようにして製造されたローラーは、従来の鋳造方法よりも精密な模様を有する。このロ−ラーの表面はスチールよりも優れた耐浸食性を有するので、前記ローラーは、より長い寿命を有する。
(もっと読む)
ローラ加工方法、およびローラ加工装置
【課題】レーザ光の照射による熱の影響を可能な限り排除して、所望形状の微細な凹部をローラ表面に形成することができるローラ加工方法、およびローラ加工装置を提供する。
【解決手段】レーザ発振器3により出力されたレーザ光21を加工ヘッド4により集光してローラ2の表面に照射する。エンコーダ5cはローラ2の回転位置に応じた信号を出力する。制御部24は、エンコーダ5cの出力信号に基づいて、ローラ2の表面の同一箇所に、ローラ2が一回転する毎にレーザ光21を照射することを複数回繰り返して凹部を形成するように、レーザ発振器3を制御する。
(もっと読む)
巻取りドラムの製造方法並びに巻取りドラム
本発明は、巻取り炉で使用される巻取りドラム(5)の製造方法並びに巻取りドラム(5)に関する。本発明に係る方法は、巻取りドラム本体(6)上に、表面層(7)を含むトリニッケルアルミナイドを形成する工程を含んでいる。 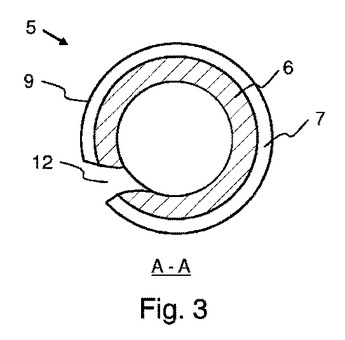 (もっと読む)
(もっと読む)
材料のレーザ加工を行うための装置および方法
光放射線(7)によって材料(8)のレーザ加工を行うための装置が、シード・ポンプ(2)により励起されるシード・レーザ(1)と、増幅器ポンプ(4)により励起される増幅器(3)と、コントローラ(5)と、スキャナ(6)とを備え、コントローラ(5)は、シード・ポンプ(2)、増幅器ポンプ(4)およびスキャナ(6)を互いに同期させながら制御し、これによって、シード・レーザ(1)により放射される光パルス(10)が、増幅器(3)を通して伝播され、スキャナ(6)によって材料(8)に向けられるようになり、この装置は、光放射線(7)が第1の電力の範囲内にあるときに、コントローラ(5)が、増幅器(3)を光減衰器として動作させるべく増幅器ポンプ(4)を制御し、出力電力が第2の電力の範囲内にあるときに、コントローラ(5)が、増幅器(3)を光増幅器として動作させるべく増幅器ポンプ(4)を制御することを特徴とする。 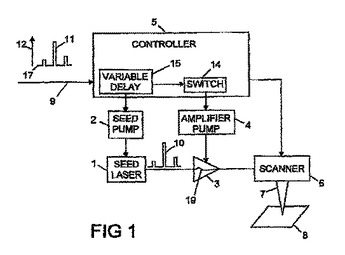 (もっと読む)
(もっと読む)
レーザ加工装置及び加工方法
【課題】圧延ロールの圧延寿命を延長するとともにロール原単位をも最大化することが可能なレーザ加工方法およびレーザ加工装置を提供する。
【解決手段】金属鋼帯を圧延するための圧延ロール表面にレーザ光を照射して圧延ロールに加工穴を形成する、圧延ロールのレーザ加工方法において、 Nを正の整数とし、該ロールによる金属鋼帯の規定量の圧延によって生じる摩耗によるロール半径の減少量をδ、該金属鋼帯の圧延により該圧延ロール表面に形成される疲労層厚みをεとして、次式(1)で規定される加工深さhの加工穴を形成する事を特徴とする、圧延ロールのレーザ加工方法、ならびに左記を実現するためのレーザ加工装置。
N×δ+(N−1)×ε < h < N×(δ+ε)・・・式(1)
(もっと読む)
円筒状部材の製造方法及びこれを用いた転写物、円筒状部材の瘤欠陥修正装置
【課題】瘤欠陥のない円筒状精密部材を製造する上で有利な円筒状精密部材の製造方法このようなロール面の形状を写し取った転写物を製造する方法を提供する。
【解決手段】円筒状部材の表面にめっき等の表面処理により形成された突起状の瘤欠陥について、前記瘤欠陥の箇所を欠陥検出手段により検出し前記円筒状部材のロール面に対して接線方向から加工用レーザービーム照射手段により加工用レーザービームを照射し前記瘤欠陥を除去することを特徴とする円筒状精密部材の製造方法を提供する。
(もっと読む)
導電性ロールおよびその製造方法
【課題】従来に比較して、均一な粗面を得やすい導電性ロール、また、その製造方法を提供すること
【解決手段】ロール最外周に、少なくとも光吸収色素を含有する有機ポリマーを含む最外層を備え、最外層の表面に孔部を多数有する導電性ロールとする。光吸収色素は、波長500〜1200nmの近赤外線領域に有効吸収波長を有すると良い。また、光吸収色素は、フタロシアニン系色素、インモニウム系色素などを好適に用いることができる。上記導電性ロールは、ロール最外周に、少なくとも光吸収色素を含有する有機ポリマーを含む最外層を形成し、その後、最外層の表面に、光吸収色素に吸収される波長を含んだレーザー光を照射し、孔部を多数形成することにより製造することができる。
(もっと読む)
レーザビームを用いて凹版、凸版又はフレキソ版に対する刷版に凹みを作製する方法および装置
【課題】刷版の円筒状の表面に指向されるレーザビームを用いて、凹版、凸版またはフレキソ版に対する刷版に凹みを作製する方法および装置を提供して、低廉な方式で、著しく高いパワー密度と高エネルギーが得られるようにし、レーザ出力が著しく高い場合でもビーム出力を制御して、円筒状の表面を有する刷版に精確に凹みを形成すること。
【解決手段】レーザ源のレーザビームをレーザファイバに導き、光学系により、レーザファイバから出力されるレーザビームを刷版の表面にて100Wのレーザビーム出力で刷版の表面に導き、刷版にてレーザビームを集束し、このレーザビームが刷版の表面にて有する出力を変調し、上記の円筒状の表面を有する刷版を回転駆動し、レーザビームを上記表面に沿って軸方向に案内し、この表面に対してレーザビームを相対運動させることにより、凹みからなる少なくとも1つのトラック224をこの表面に形成する。
(もっと読む)
レーザ加工装置および加工方法
【課題】高速移動中あるいは回転中の被加工材表面に穴径20〜300μm程度の小径かつ深さ10μm程度以上の深穴の微小穴加工乃至は狭隘な溝加工を、スパッタやリムの形成を極めて低減した状態で、且つ高速で行うためのレーザ加工装置および加工方法に関する発明である。
【解決手段】移動中あるいは回転中の被加工材表面にレーザを用いて微小穴加工乃至は狭隘な溝加工を施すレーザ加工装置において、前記レーザ発振器が半導体レーザ励起固体レーザ発振器であり、前記固体レーザ発振器の励起用半導体レーザの駆動電流を概矩形にてON/OFF制御あるいは2つの電流レベルで切替え制御する制御器を備え、前記固体レーザを緩和発振させた1つ以上のピークを持つ擬似パルス群出力を用いて被加工材表面に微細な穴加工乃至は狭隘な溝加工を行うレーザ加工装置および加工方法。
(もっと読む)
圧延ロール、並びに圧延ロールの加工装置及び加工方法
【課題】 鋼板を圧延するときに鋼板表面に微細かつ高密度の凹パターンを転写させて該圧延鋼板のプレス加工性を向上させるための圧延ロールを提供する。
【解決手段】 金属圧延ロールは、表面の一部または略全面に離散的に凸部を有する金属圧延ロールであって、前記凸部が、金属粉末または金属化合物粉末を溶融して金属圧延ロール地金に融着して形成させたもの、または前記金属圧延ロール地金の溶融痕に前記金属粉末または金属化合物粉末を固着して形成させたものであり、かつ前記凸部間に前記金属圧延ロール地金が露出している。
(もっと読む)
シート搬送ロール及びその製造方法
【課題】 金属シャフト表面をサンドブラスト処理により粗面化する方法は搬送力確保のために表面粗さを増そうとするとロールに曲がりが発生する。また実際の使用により表面が磨耗して表面粗さが低下し搬送力が低下しやすかった。
【解決手段】 ロール表面への局部的な加熱により形成された微細な変形をその表面に有するシート搬送ロール。
(もっと読む)
1 - 14 / 14
[ Back to top ]