
Fターム[4E068DA12]の内容
Fターム[4E068DA12]に分類される特許
1 - 10 / 10
三相変圧器用鉄心
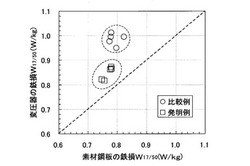
【課題】素材鋼板から積鉄心にしたときの鉄損特性の劣化が小さい方向性電磁鋼板を開発し、もって、BFが小さく鉄損が低い三相変圧器用鉄心を提供する。
【解決手段】Siを1.5〜5.0mass%含有し、二次再結晶粒の平均粒径が30mm以上であり、二次再結晶粒の理想方位{110}<001>からの圧延面法線方向(ND)周りのずれ角αの平均が3.70°以下、理想方位{110}<001>からの圧延直角方向(TD)周りのずれ角βの平均が2.50°以下であり、板厚が0.1〜0.2mmである磁区細分化処理が施されてなる方向性電磁鋼板を積層した三相変圧器用鉄心。
(もっと読む)
方向性電磁鋼板の鉄損改善装置および鉄損改善方法

【課題】粉塵の問題を解消し、汚染によるレーザ照射能の低減を未然に防止し、方向性電磁鋼板の鉄損低減を確実に行うことのできる装置および方法について提案する。
【解決手段】仕上げ焼鈍済みの方向性電磁鋼板の表面にレーザーを照射して電磁鋼板の鉄損を減少させるに当り、前記レーザーの照射装置におけるレーザー放射点と前記鋼板上におけるレーザー照射点との距離をL(mm)、前記レーザー放射点と前記レーザー照射点とを結ぶ直線が鉛直方向となす角度をθ(°)とするとき、Lを50以上とし、かつ
L≦100の場合は、60−0.3L≦θ≦60
100<L≦400の場合は、40−0.1L≦θ≦60
400<Lの場合は、θ≦60
となる位置に、前記レーザー放射点を配する。
(もっと読む)
低鉄損高磁束密度の方向性電気鋼板
本発明は、表面に線状溝が多数形成されて磁区微細化処理された方向性電気鋼板において、鋼板の表面から底部に至る溝深さをHとし、鋼板の表面からの深さが溝深さの4/5以上である底面の水平長さをWとするとき、前記溝深さと前記底面の水平長さは0.1≦2H/W≦2の関係を満足する、低鉄損高磁束密度の方向性電気鋼板を提供する。これにより、方向性電気鋼板の鉄損を磁区微細化によって10〜20%改善するとともに、応力除去焼鈍の後にも磁束密度が劣化しなくなり、極めて優れた磁気的特性を有する方向性電気鋼板の製造が可能である 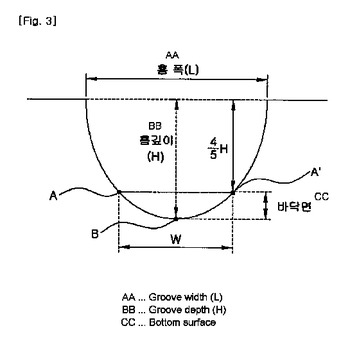 (もっと読む)
(もっと読む)
ネオジム磁石の加工方法
【課題】 ネオジム磁石の加工方法において、加工時の熱影響を抑制し、加工部位周囲へのダメージを低減して高精度の切断加工又は溝加工を可能にすること。
【解決手段】 レーザ光Lを照射してネオジム磁石Nを切断加工又は溝加工する加工方法であって、レーザ光Lが、波長1000〜1100nmの基本波を有する固体レーザの前記基本波又はその高調波である。これにより、加工部位周辺の粒界相の破壊を最小限に留めて保磁力を維持することができると共に、加工ロスを大幅に低減して高精度な加工を実現することができる。
(もっと読む)
フェライト板のスルーホール形成方法
【課題】小口径のスルーホールを大きなアスペクト比で形成できると共にドロスを短時間に確実に除去できて、さらに製造コストを低減できるフェライト板のスルーホール形成方法を提供する。
【解決手段】フェライト板1を位置決め治具5に固定し、位置決め治具5に開けられた基準貫通孔4の位置からX軸、Y軸の原点を決定し、フェライト板1に形成するスルーホール10の位置を決定し、レンズ7と高速ガルバノミラー8を介してCO2 レーザ光9を照射して、フェライト板1にスルーホール10を形成する。その後でスルーホール10の周りにできたドロス21をサンドブラスト11で除去する。CO2 レーザ光9を複数回に分けて照射するサイクル加工を行うことで、小口径で精度の高いスルーホールを効率よく形成できる。また、ドロス21を除去することで、その後形成するコイルなどの導電膜とフェライト板1との接合信頼性を高めることができる。またフォトリソグラフィー工程が不要となるため製造コストを低減できる。
(もっと読む)
磁気転写用マスター担体のレーザ切断加工システム及び加工方法
【課題】切断面の品質を確保し、前記切断面近傍における表面変形を防止することが可能となる磁気転写用マスター担体のレーザ切断加工システム及び加工方法を提供する。
【解決手段】回転ステージ76を回転させながらレーザ光源36より被加工物32にレーザ光34を照射して該被加工物32の切断加工を行う際に、照射部分の切断によって前記レーザ光34をセンサ40で検出して検出信号を切断判定処理部42に出力すると、該切断判定処理部42は、前記検出信号より前記照射部分が切断されたものと判定して、切断停止信号をレーザ発振制御部44に出力する。前記レーザ発振制御部44は、前記切断停止信号に基づいて前記レーザ光源36に対するパルス電圧の供給を停止し、この結果、前記レーザ光源36から前記照射部分に対する前記レーザ光34の照射が停止する。
(もっと読む)
鉄系材料とアルミ系部材との接合方法、電磁弁におけるスリーブとソレノイド機構との接合方法及び電磁弁
【課題】スリーブ等のアルミ系部材と、ソレノイドケースなどの鉄系溶融金属性の部材の接続に際し、より安価に製造できるようにする。
【解決手段】鉄系材料で形成され筒状部分を有する鉄系部材(第1ヨーク15)と、鉄系部材の筒状部分の内側に重合可能に形成された筒状もしくは柱状部分を有するアルミ系部材(スリーブ11)との間の接合方法において、アルミ系部材は筒状もしくは柱状部分に溝11dを設け、アルミ系部材の筒状もしくは柱状部分を鉄系部材の円筒状部分の内側に差し込んで重合させ、溝が鉄系部材の重合部分の下に位置する状況において、鉄系部材の重合部分を溶融させる。溶融した鉄系部材の重合部分はアルミ系部材の溝の中に流れ込み、固まる。固まった状態では、溝との干渉するので、アルミ系部材が鉄系部材から外れなくなる。よって、アルミ系部材と鉄系部材の接続がなされる。
(もっと読む)
磁気テープの表面加工装置、表面加工方法、及び、該表面加工方法によって加工された磁気テープ
【課題】 磁気テープと磁気ヘッドとの貼り付きや磁気テープが損傷することを防止できる、磁気テープの表面加工装置、表面加工方法、及び、該表面加工方法によって加工された磁気テープを提供する。
【解決手段】 搬送される磁気テープと摺接するように設けられ、磁気テープのBOT部及びEOT部を検出できる磁気ヘッドと、磁気テープの搬送速度を検出するための搬送速度検出部と、磁気テープの搬送方向に対して、磁気ヘッドの近傍に設けられたテープ表面加工部とを備え、テープ表面加工部が、搬送速度検出部で検出された搬送速度に基づいて、磁気テープのBOT部及びEOT部の少なくとも一方にレーザビームを照射することで微細な複数の窪みを形成する。
(もっと読む)
電磁式燃料噴射弁の製造方法
【課題】電磁式燃料噴射弁の製造過程で,比較的少ないレーザ照射エネルギにより,磁性円筒体の軸方向寸法の補正及び磁性円筒体に対する弁座部材の偏心の補正を可能にする。【解決手段】弁組立体Vを収容した弁ハウジング2を閉じるように,互いに嵌合した弁座部材3及び磁性円筒体4間に環状溶接部Wを形成した後,その磁性円筒体4の外周面に全周に亙りレーザを照射して,それによる溶け込みが磁性円筒体4の内周面に到達しない環状疑似溶接部w1,w2を形成することにより,磁性円筒体4の軸方向寸法の補正及び磁性円筒体4に対する弁座部材3の偏心の補正を行う。 (もっと読む)
静電モータ及びその製造方法
【課題】 高精度の工作機械を必要とせずに、固定子と可動子とを相互に正確に位置決めでき、高出力かつ高効率の静電モータを安価に製造できる製造方法を提供する。
【解決手段】 まず、絶縁基板12の表面12aに、複数の電極を形成すると同時にそれら電極から独立した所定輪郭の遮光性マーク30を局所的に形成して、固定子16を作製する。次に、基板表面12aの遮光性マーク30に隣接する絶縁基板の局所的領域52に光54を照射し、それにより局所的領域52を、遮光性マーク30の縁30aに沿って遮光性マークを実質的に損傷せずに除去して、取付凹部28を形成する。そして、固定子16に形成した取付凹部28に、第1支持部材の位置決めピン40を密に嵌入する。それにより、固定子16が正確に位置決めした状態で第1支持部材に取り付けられる。可動子も同様の手順で、正確に位置決めした状態で第2支持部材に取り付けられる。
(もっと読む)
1 - 10 / 10
[ Back to top ]