
Fターム[4E068DA14]の内容
Fターム[4E068DA14]に分類される特許
1 - 20 / 439
レーザ加工方法、自動プログラミング装置および加工システム
レーザ溶接方法
レーザ光の焦点ずれ検出方法及び装置
【課題】透明部材同士の界面にレーザ光を照射して接合を行う際に、レーザ光焦点に界面からのずれが発生していることを検出可能な方法及び装置を提供すること。
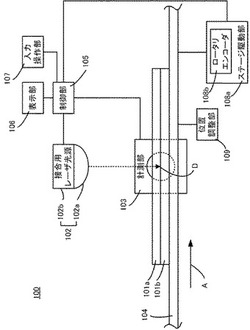
【解決手段】レーザ照射装置100は、重ね合わされた透明部材101a、101bにレーザ光を照射するための接合用レーザ102と、透明部材101a、101bを端面側から撮影するための計測部103とを備える。レーザ照射中に計測部103により撮影される像から、接合用レーザ102の焦点における発光とは別に、該焦点から界面をはさんで反対側の地点において発光が発生していると判断することによって、接合用レーザ102の焦点が界面からずれていることを検知することができる。
(もっと読む)
レーザ光の焦点合わせ方法及び装置

【課題】透明部材同士の界面にレーザ光を照射して接合を行う際に、レーザ光の焦点を界面に正確に合わせることが可能な方法及び装置を提供すること。
【解決手段】レーザ照射装置100は、重ね合わされた透明部材101a、101bにレーザ光を照射するための接合用レーザ102と、接合用レーザ102から出射されるレーザ光の光軸方向と平行にレーザ光を出射するモニタ用レーザ114と、透明部材101a、101bを端面側から撮影するための計測部103と、を備える。レーザ照射中に計測部103により撮影される像から、モニタ用レーザ114の焦点における発光と、該焦点から界面をはさんで反対側の地点における発光との間の距離を測定することによって界面位置の変化を測定し、界面位置に焦点が合うように接合用レーザ102の位置を移動させることができる。
(もっと読む)
三相変圧器用鉄心
【課題】素材鋼板から積鉄心にしたときの鉄損特性の劣化が小さい方向性電磁鋼板を開発し、もって、BFが小さく鉄損が低い三相変圧器用鉄心を提供する。
【解決手段】Siを1.5〜5.0mass%含有し、二次再結晶粒の平均粒径が30mm以上であり、二次再結晶粒の理想方位{110}<001>からの圧延面法線方向(ND)周りのずれ角αの平均が3.70°以下、理想方位{110}<001>からの圧延直角方向(TD)周りのずれ角βの平均が2.50°以下であり、板厚が0.1〜0.2mmである磁区細分化処理が施されてなる方向性電磁鋼板を積層した三相変圧器用鉄心。
(もっと読む)
アーク及びレーザーを用いた溶接方法と溶接装置
【課題】被溶接材の間隙のギャップの裕度が大きく、レーザー光の焦点位置をずらすことなく深溶け込み溶接を行える。
【解決手段】アーク及びレーザーによる溶接装置1は、アーク溶接器2とレーザー溶接器3を治具7で接続して走行可能に設けた。アーク溶接時に検知したアーク電流とアーク電圧の波形情報は、制御部の演算手段によって揺動する溶接ワイヤの調芯位置を演算し、アーク溶接器調芯手段によって調芯を行う。この波形情報に基づいてレーザー溶接器3を溶接位置に調芯すると共に焦点調整するレーザー溶接器調芯手段を設けた。アーク溶接の際、開先の底部に溶着金属を生成させる。溶着金属が凝固した後、溶着金属にレーザー光の焦点を合わせて再溶融させ、間隙の部分を深溶け込み溶接する。
(もっと読む)
積層体およびレーザ溶着方法
【課題】三層を一度に溶着することが可能なレーザ溶着方法および積層体を提供することを目的とする。
【解決手段】この発明に従ったレーザ溶着方法は、樹脂を含むフレーム部1にCO2レーザを照射することでフレーム部の透過率を調整する工程と、フレーム部を、樹脂を含む天板および底板ではさんでフレーム部にレーザを照射することにより、これらを溶着する工程とを備える。
(もっと読む)
レーザ切断方法及びレーザ切断装置
【課題】鋼鈑等の被加工材をレーザ切断する場合に、切断終点をはじめとする切断軌跡の所望の位置において、傷つきを抑制して効率的に切断できるレーザ切断方法及びレーザ切断装置を提供すること。
【解決手段】レーザ切断機であって、制御部は、前記被加工材の材質、板厚に基づいて、定常酸素濃度と、レーザノズルとの移動速度と、レーザビーム定常制御条件とを設定し、前記レーザノズルが、切断軌跡の終点前の第1設定位置に達した場合に、前記レーザノズルとの移動速度を第1設定速度に低下させ、前記レーザノズルが第2設定位置に達した場合に、前記切断ガスの前記酸素濃度と前記レーザビームの制御条件を変化させ、前記レーザノズルとの相対移動速度を第2設定速度に低下させることを特徴とする。
(もっと読む)
ワークピースを加工するためのレーザ加工機ならびにワークピースをレーザビームによって加工するための機械的な方法
【課題】ワークピース加工が最適化されているようにする。
【解決手段】作動装置53の作動駆動装置18が、駆動制御装置64によって制御可能であり、これにより、ワークピース52とビームカートリッジ12とが、レーザビーム15のスイッチオン時に加工運動で互いに相対的に、ワークピース支持体8に形成された支持平面51に対して平行に運動可能であるワークピース加工の加工段階の期間の間、ワークピース52とビームカートリッジ12との間の間隔が、レーザビーム15のビーム軸線14に沿ったワークピース支持体8とビームカートリッジ12との相応の相互の送りによってコンスタントな間隔値に保持可能である。
(もっと読む)
レーザ加工装置
【課題】所定の幅を有するワークの幅方向端部のアシストガスによる変位を簡便な構成で抑制できるレーザ加工装置を提供する。
【解決手段】レーザ加工装置1は、加工ヘッド9と、加工ヘッド9を移動するXYステージ10と、ワークWの幅方向端部を支持する端部支持手段11と、ワークWの幅方向端部よりも内側を支持するコンベア8とを備える。端部支持手段11は、加工ヘッド9の移動に伴い、これと同期してワークWの長さ方向における加工ヘッド9の位置に対応しながら、コンベア8とは独立してワークWの長さ方向に移動する。
(もっと読む)
レーザスクライブ装置
【課題】 分断予定ラインに沿って有限深さのスクライブラインを確実に形成するレーザスクライブ装置を提供する。
【解決手段】 脆性材料基板Wが載置されるテーブル面12bを有するテーブル12と、レーザビーム照射手段13、14とを備え、テーブル12に載置された脆性材料基板Wに対し、脆性材料基板Wに想定した分断予定ラインKに沿ってレーザビームLAを照射することにより、熱応力を利用してスクライブラインSを形成するレーザスクライブ装置LS1であって、テーブル面12bには脆性材料基板Wにおける分断予定ラインKの直下をテーブル面12bに対して非接触にするための溝12dが形成されるようにする。
(もっと読む)
レーザ加工によるピアシング加工方法及び付着用具
【課題】レーザ切断加工開始時のピアシング加工時に、スパッタがワーク表面に溶着することを防止できるピアシング加工方法及び付着治具を提供する。
【解決手段】付着用具23の先端部に備えた接触部材59を、ワークのピアシング加工位置へ接触させて、接触部材59に保持されたスパッタ溶着防止剤を、ピアシング加工位置を含む周囲に付着する。そして、レーザ加工ヘッドを移動位置決めして、レーザ加工によるピアシング加工を開始する。付着用具23は、ワークに対して相対的にX、Y、Z軸方向へ移動自在なレーザ加工ヘッドを備えたレーザ加工機における機体の一部に、レーザ加工ヘッドからワークへレーザ光を照射する方向と同方向へ移動可能に支持される筒状の付着具本体27を備え、付着具本体27の長手方向へ移動可能に備えられた接触部材ホルダ57の先端部に、ワークへ付着するスパッタ溶着防止剤を保持した接触部材59を備えている。
(もっと読む)
高強度ガラス基板の加工装置
【課題】高強度ガラスに形成する初亀裂としての傷をガラスの強化層に対して最適な深さおよび形状に制御して形成することにより、高強度ガラスのレーザスクライブ処理に当たり、効果的な初亀裂を形成する。
【解決手段】高強度ガラス基板1をスクライブ加工する際に、高強度ガラス基板1に対して初亀裂を形成するダイヤカッタを設け、このダイヤカッタのダイヤチップ21を高強度ガラス基板1に対して割断予定線方向に引き摺るように移動させながら、高強度ガラス基板1に押しつけて高強度ガラス基板1の表面に初亀裂26としての傷17を形成する。
(もっと読む)
ガラス基板のレーザ加工装置
【課題】円弧等の任意の形状に沿ったガラス基板の切断が容易であり、ガラス基板の分割のための処理時間を短縮することができ、更にゴミの発生が防止されたガラス基板のレーザ加工装置を提供する。
【解決手段】例えば、波長が250〜400nmのパルスレーザ光2を、結像レンズ5により切断対象のガラス基板10に結像させ、X−Yテーブル11によりガラス基板10を移動させて、切断予定線に沿ってレーザ加工痕20を形成する。この場合に、スリット部材3の横長の開口4の長手方向が切断予定線の方向に向かうようにスリット部材3を回転させる。これにより、ガラス基板10に照射されるレーザ光のビーム形状は横長の方向性を有すると共に、形成されたレーザ加工痕20は切断予定線の方向を向く方向性を有するものとなり、ガラス基板10が不規則に割れることはなく、切断予定線に沿って割れが発生する。
(もっと読む)
薄板ガラスの切断方法及び薄板ガラス
【課題】薄板ガラスをレーザビームの照射熱で溶断するに際し、薄板ガラスの溶断端面間の隙間を管理し、溶断端面近傍の形状を良好に維持する。
【解決手段】500μm以下の厚みのガラス基板Gの切断部Cにレーザビームを照射し、ガラス基板Gを溶断する薄板ガラス切断方法であって、ガラス基板Gの厚みをa、切断部Cで対向するガラス基板Gの溶断端面Ga1,Gb1間の最小隙間をbとした場合に、0.1≦b/a≦2なる関係を満足するように最小隙間を管理する。
(もっと読む)
強化ガラス板切断方法
【課題】 強化ガラス板を所望の形状に切断することができる強化ガラス板切断方法を提供する。
【解決手段】 この強化ガラス板切断方法においては、切断予定ライン5に沿って所定のパルスピッチPTでレーザ光Lを強化ガラス板1に照射する。これにより、切断予定ライン5に沿って強化ガラス板1の内部に改質領域7を形成する。強化ガラス板1の内部に形成された改質領域7は、上述したように、内部応力の解放の起点となる。このため、内部応力の解放により改質領域7に沿って割れが進展する。よって、この強化ガラス板切断方法によれば、切断予定ライン5に沿って、すなわち所望の形状に強化ガラス板1を切断できる。
(もっと読む)
ガラス板切断方法
【課題】溶断前後の予備加熱時および徐冷時に与えられる熱エネルギーの損失を可及的に低減することにより、ガラス板の破損や熱的残留歪の発生を確実に抑制する。
【解決手段】ガラス基板Gの切断予定線CLに沿って溶断用レーザビームLB1と徐冷用レーザビームLB2を照射して、切断予定線CLを境界として、ガラス基板Gを製品部Gaと非製品部Gbに溶断分離する。この際、切断予定線CLに沿う溶断進行方向で、徐冷用レーザビームLB2の照射領域SP2の寸法を溶断用レーザビームLB1の照射領域SP1の寸法よりも大きくする。そして、徐冷用レーザビームLB2の照射領域SP2が、溶断用レーザビームLB1の照射領域SP1の溶断進行方向の前後に跨るように、徐冷用レーザビームLB2の照射領域SP2を溶断用レーザビームLB1の照射領域SP1にオーバーラップさせる。
(もっと読む)
レーザ切断性、一次防錆性および視認性に優れた塗装鋼材
【課題】 優れたレーザ切断性および一次防錆性を兼備し、かつ視認性、特に白色塗料で書いた文字の視認性に優れた塗装鋼材を提供する。
【解決手段】 鋼材の表面に、乾燥塗膜として、チタニア粉末および亜鉛粉末およびアルミニウム粉末およびカーボンブラックからなる着色顔料、或いは黒色酸化鉄顔料、黒色焼成顔料の1種以上とカーボンブラックからなる着色顔料を含有し、前記乾燥塗膜表面のマンセル値の明度が7.0以下である塗膜を有する塗装鋼材とする。
(もっと読む)
レーザアークハイブリッド溶接方法
【課題】溶接角変形を防止可能なレーザアークハイブリッド溶接方法を提供する。
【解決手段】金属部材同士間の溶接後の変形角度が0度となることを目標としてアーク溶接とレーザ溶接との入熱比を規定(例えば、アーク溶接による溶接部への入熱量/総入熱量=0.3〜0.5)して溶接を行う。
(もっと読む)
レーザーマーキング方法
【課題】被印字面とされる鋼材端面の状態によらず鮮明な印字を得ることのできる、レーザーマーキング方法を提供する。
【解決手段】被印字面1とされた鋼材端面に耐熱塗料を塗布後、レーザーで走査して前記塗料を焼付けて炭化させることにより、複数文字の一連からなる記号を印字するにあたり、レーザーの走査パスを1記号につき複数パスとし、且つ前記複数パスの全パスのうちの第1パス若しくは第1パスから途中のパス迄はジャストフォーカスで走査する焦点パスとし、残りのパスはショートフォーカス若しくはオーバーフォーカスで走査する非焦点パスとする。
(もっと読む)
1 - 20 / 439
[ Back to top ]