
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
61 - 80 / 898
フラット・カード、ローラ・カード、精選機、開繊機などの紡績機械のローラまたはカーディング要素のための鋸歯状全鋼針布を作成するための鋸歯ワイヤ
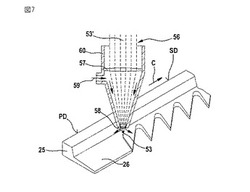
【課題】厳密で均一な歯部幾何学形状を有する鋸歯ワイヤを作成する。
【解決手段】フラット・カード、ローラ・カード、精選機、開繊機などの紡績機械のローラまたはカーディング要素のための鋸歯状全鋼針布を作成するための鋸歯ワイヤであって、該鋸歯ワイヤは長寸基部領域(脚部)と、歯部が切断により形成される隣接歯部領域(ブレード)とを有し、上記歯部は歯部前面、歯部後面および2つの側面を備え、順次的に配置された2個の歯部の歯部後面と歯部前面との間には刃溝が在るという鋸歯ワイヤが提供される。特に厳密で均一な歯部幾何学形状を有する歯部を備えた鋸歯ワイヤを作成するために、上記鋸歯ワイヤの上記歯部はレーザ・デバイスにより処理することで作成される。
(もっと読む)
レーザ切断装置

【課題】アシストガスおよびシールドガスの周りを囲む加圧水カーテンを不要にして、加工ヘッドの小型化を図る。
【解決手段】レーザ通過孔211の周方向に沿って連続して複数個のスカート23を配置して、シールドガスが噴射される空洞を形成する。また、スカート23は、加工ヘッド2に対してレーザ通過孔211の軸線方向に移動可能とし、先端部が被加工物に当接するように被加工物に向かって付勢する。これによると、スカート23が加圧水カーテンと同様の機能を発揮するため、加圧水カーテンノズルを廃止することができる。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、前記レーザ発生手段のレーザ出力と前記アーク発生手段から制御される前記レーザ発生手段のレーザ出力と前記アーク発生手段のアーク電流と前記第2ワイヤの送給速度との何れも前記溶接速度に比例するよう演算処理を行う。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、レーザ出力と溶接速度を用いてレーザ入熱を算出し、アーク電流とアーク電圧と溶接速度を用いてアーク入熱を算出し、前記レーザ入熱と前記アーク入熱が予め定めた特定の関係を満足する場合にのみ前記溶接許可信号を出力する。
(もっと読む)
鋼板のレーザ溶接方法、およびレーザ溶接装置
【課題】被溶接材溶接部の形状不良を低減させ、十分な接合強度を得ることができる鋼板のレーザ溶接方法を提供する。
【解決手段】水が付着した複数の鋼板の端面同士を突き合わせ、突き合わせた鋼板の突き合わせ部分にレーザビームを照射して突き合わせ部分を溶接する鋼板のレーザ溶接方法であって、鋼板の端面を突き合わせに適する形状に形成する切断工程と、切断工程により形成された端面を突き合わせる突き合わせ工程と、突き合わせ部分を加熱し、水を除去する第1の加熱工程と、第1の加熱工程により加熱された前記突き合わせ部分をレーザにより溶接するレーザ溶接工程とを備える鋼板のレーザ溶接方法とする。
(もっと読む)
レーザダイシング方法
【課題】パルスレーザビームの照射条件を最適化することで、表面に金属膜が形成される被加工基板について、優れた割断特性を実現するレーザダイシング方法を提供する。
【解決手段】表面に金属膜を備える被加工基板のレーザダイシング方法であって、被加工基板をステージに載置し、金属膜に対してデフォーカスされたパルスレーザビームを照射し、金属膜を剥離する金属膜剥離ステップと、被加工基板の金属膜が剥離された領域にパルスレーザビームを照射し、被加工基板にクラックを形成するクラック形成ステップを有
することを特徴とするレーザダイシング方法。
(もっと読む)
導体部の短絡防止構造
【課題】溶接の際に発生する溶接スパッタによる導体部の短絡を防止することができる導体部の短絡防止構造を提供する。
【解決手段】モールド本体3には、複数の導体2の一部分を露出させるとともに、複数の導体2の露出部分と溶接される複数の接続導体4aを有する搭載部品4の少なくとも一部を収容するための部品収容部3aが形成されている。溶接の際に飛散する溶接スパッタを落下させる開口部3cが部品収容部3aに貫通して形成されている。
(もっと読む)
溶接構造、及び溶接方法
【課題】溶接強度および溶接品質の向上を図ることができる溶接構造、及び溶接方法を提供する。
【解決手段】ギヤ接合部11を有するリングギヤ10と、ギヤ接合部11と接合するケース接合部31を有するデフケース30とを備え、ギヤ接合部11とケース接合部31とを圧入で嵌合させる圧入部20と共に、ギヤ接合部11のギヤ側溶接面12と、ケース接合部31のケース側溶接面32との間で溶接される第1,第2溶接部51,52により、リングギヤ10とデフケース30とが接合する溶接構造において、溶接部50が、ギヤ接合部11とケース接合部31との配列方向と直交する第2方向AXに対し、圧入部20を挟んだ両側に少なくとも設けられていること、溶接前の状態では、所定距離xの隙間25がギヤ側溶接面12とケース側溶接面32との間に形成されている。
(もっと読む)
パッケージの封止方法
【課題】パッケージの貫通孔を短時間で封止することができる封止方法を提供することを目的としている。
【解決手段】内部空間と外部とを連通する貫通孔50を備えたパッケージの封止方法において、前記パッケージにおける前記貫通孔50の外部側開口部の周辺領域に金属被膜を設け、封止材60を前記金属被膜に接するように前記貫通孔50に配置し、前記封止材60を配置する前記パッケージの外部側から第1レーザー光を前記金属被膜に照射する第1照射工程と、第2レーザー光を前記封止材60に照射して前記封止材60を溶融させる第2照射工程と、を有することを特徴とする。
(もっと読む)
ハイブリッド直接製造のための方法及びシステム
【課題】
ハイブリッド直接製造のための方法を提供する。
【解決手段】
前記方法は、基材プラットフォーム上又は基板上に、材料の基盤を堆積させることを含む。基盤はそこに溶接される材料のブロック(モノリス)のための土台の役割を果たす。基盤が形成されると、材料のモノリス又はブロックが基盤に対して設置される。基盤は、基盤の境界と基盤上に溶接されるモノリスの境界とが一致するように形成される。次に、電子ビーム等の高エネルギービームを使用して、基盤にモノリスが溶接される。また、前記方法は、モノリス上又はモノリスの近傍に材料の層を堆積させることを含んでもよい。
(もっと読む)
レーザ加工方法、レーザ加工機
【課題】太陽電池またはエレクトロルミネッセンスデバイスの製造過程における、裏面電極膜及び光電変換層をともに切削除去する加工を支障なく遂行し、透明導電膜等へのダメージを回避する。
【解決手段】最上層にある裏面電極膜3に向けてレーザ光43を照射して少なくとも裏面電極膜3を切削する第一の照射工程と、第一の照射工程にてレーザ光43を照射した箇所の近傍にレーザ光44を照射して裏面電極膜3の下方に残存する光電変換層2を切削する第二の照射工程とを個別に実行することとした。第一の照射工程にて照射するレーザ光43と、第二の照射工程にて照射するレーザ光44とは、波長、出力、パルス幅またはビームプロファイルを相異させることが好ましい。
(もっと読む)
厚鋼材のレーザ溶接方法
【課題】開先幅が極めて小さい場合においても、板厚が50mm以上の厚鋼材を安定的に多層レーザ溶接できる厚鋼材のレーザ溶接方法を提供する。
【解決手段】板厚が50乃至200mmの1対の厚鋼材1を突き合わせて配置し、この突き合わせ部を継手としてレーザ溶接する。突き合わせ部の開先10形状は、底部の幅Wgが1.5乃至3.5mmのV字開先又はY字開先である。溶接開始時における開先深さをXmm、溶接開始時における開先開口部の幅をYmmとしたときに、溶接開始時における開先開口部幅Yは、前記開先深さXに対して下記数式を満足する。そして、開先10の壁面12をガイドとして帯状の溶加材6を底部11に供給すると共に、開先の底部にレーザ光を照射して、開先内を多層レーザ溶接する。開先底部に照射するレーザ光は、その照射位置におけるレーザスポット径が1.0乃至2.5mmにデフォーカスされている。 (もっと読む)
(もっと読む)
バリ除去方法およびレーザ加工方法
【課題】被加工物にレーザビームによるダメージを与えることなく精度良くバリを除去するバリ除去方法を提供する。
【解決手段】レーザ照射装置のレーザ照射範囲にバリ2および表面部1aが含まれるように被加工物1を載置するとともに、レーザ照射装置から照射するレーザビームLの焦点位置Pをバリ2よりも遠い位置に設定し、バリ2および表面部1aに対してレーザ照射装置からレーザビームLを照射する。レーザビームLを確実にバリ2に照射して当該バリ2を精度良く除去することができ、また、表面部1aではレーザビームLが乱反射しレーザビームLの強度が適度に弱められるので、被加工物1にレーザビームLによるダメージが与えられない。
(もっと読む)
レーザ切断方法及びレーザ切断装置
【課題】 本発明は、過剰酸素によるセルフバーニング等による切断面への悪影響を防止し、切断に寄与しない酸素ガスを低減し、加工精度を維持することを目的としている。
【解決手段】 被切断材2にレーザ光3aを照射すると共に、該レーザ光3aを照射した切断点2a及びその近傍に酸素ガスを噴射しつつ切断するレーザ切断装置1であって、レーザ光3aを出射するノズル口4の周囲に設けた複数のノズル口5と、該複数のノズル口5のうちで切断点2aよりも切断進行方向の前後に配置されるノズル口5を判断する制御部と、該制御部6により判断された切断点2aよりも切断進行方向の前後に配置されるノズル口5に高圧の酸素ガスを供給すると共に、該切断進行方向の前後以外の部位に配置されるノズル口5に低圧の酸素ガスを供給するガス供給部8を有することを特徴とする。
(もっと読む)
鉄道車両用構体
【課題】シアプレートを接合することなく吹寄部の強度を高めた鉄道車両用構体を提供すること。
【解決手段】側構体、屋根構体、妻構体および台枠が接合され、側構体は、車体長手方向に分割された複数のブロックの接合により構成されたものであって、側構体を構成する窓ブロック20は、幕板パネル21、吹寄パネル22および腰板パネル23がそれぞれ端面同士を突き合わせた接合部がレーザ溶接され、吹寄パネル22は、当該窓ブロック20に形成される窓開口部の窓隅部Rを含むものであり、幕板パネル21および腰板パネル23よりも高強度の板材により形成されるようにした鉄道車両用構体。
(もっと読む)
等速自在継手の外側継手部材
【課題】溶接部の品質の向上、後加工の省略あるいは削減による製造コスト削減、かつ溶接部の確実な検査による安定した品質を有するロングステムタイプの等速自在継手に好適な外側継手部材を提供することにある。
【解決手段】トルク伝達要素19、41が係合するトラック溝30を内周に形成したカップ部12と、該カップ部12の底部に形成された軸部13とを備えた等速自在継手10の外側継手部材11であって、前記カップ部12を形成するカップ部材12aと前記軸部13を形成する軸部材13a、13bとからなる2つ以上の部品を接合することにより前記外側継手部材11が形成され、前記接合により中空空洞部47が密閉される構造のものにおいて、前記接合が溶融溶接によるものであって、前記部品のいずれかに前記中空空洞部47に通じる通気孔29を設けたことを特徴とする。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
溶接装置及び溶接方法
【課題】ロータ軸の軸心と翼車の重心との位置合わせ精度を従来よりも向上させる。
【解決手段】支持軸の端面に翼車の背面の開先面を当接させて溶接する方法であって、翼車の重心位置を計測する重心計測工程S1と、支持軸の端面に翼車の背面に形成された開先面を当接させた状態で支持軸の中心軸線と翼車の中心軸線との位置関係を計測する位置計測工程S2と、位置計測工程S2によって中心軸線同士が位置合わせされた支持軸及び翼車について、翼車の重心位置及び支持軸周りの溶接開始位置に基づいて溶接変形による重心位置の変位方向及び変位量を特定する重心変位特定工程S3と、溶接変形後の重心位置が支持軸の中心軸線の延長線に最も近くなるように支持軸の中心軸線と翼車の中心軸線とを相対的に変位させる位置修正工程S4と、位置修正工程S4によって中心軸線同士が変位した支持軸の端面と翼車の開先面とを溶融接合する接合工程S5とを備える。
(もっと読む)
レーザピーニング方法
【課題】従来に比べて短時間で効率的に残留応力の改善と疲労強度の向上を行うことのできるレーザピーニング方法を提供する。
【解決手段】被施工対象物の表面に液体を通してパルス状のレーザビームを、走査方向(x方向)に移動させながら一定の走査間隔毎に照射し、一定の走査長さを走査した後、走査方向(x方向)と直交するピッチ方向(y方向)に一定のピッチ移動させ、走査方向(x方向)に移動させながら一定の走査間隔毎に前記レーザビームを照射する工程を繰り返して、被施工対象物の表面に圧縮残留応力を付与するレーザピーニング方法であって、被施工対象物の部位にかかる負荷の方向及び大きさに応じて、走査方向(x方向)とピッチ方向(y方向)及びこれらの方向における夫々の単位面積当たりの照射密度を変更することを特徴とする。
(もっと読む)
水中溶接方法及び水中溶接装置
【課題】加熱工程と溶接工程との切り換えに、高精度なレンズの位置調整を必要とすることがなく、再現性良く安定的に溶接施工を行うことのできる水中溶接方法及び水中溶接装置を提供する。
【解決手段】水中にある亀裂を含む被溶接部に対して溶接ヘッドにより溶接を行う水中溶接方法であって、レーザ光のエネルギー密度を低下させる光学素子と、光学素子を移動させレーザ光の光路内及び光路外に位置させるための移動機構と、を具備した装置を使用し、溶接ヘッドを設置する設置工程と、レーザ光の光路内に光学素子を位置させた状態で、レーザ光を被溶接部に照射して加熱し、亀裂内部から水を蒸発させる加熱工程と、レーザ光の光路外に光学素子を位置させた状態で、レーザ光を被溶接部に照射して溶接する溶接工程とを具備している。
(もっと読む)
61 - 80 / 898
[ Back to top ]