
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
121 - 140 / 898
円筒状ワーク切断装置
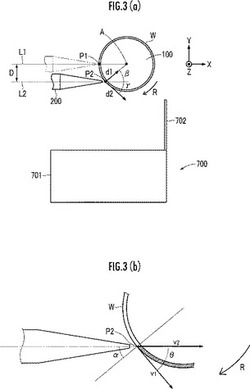
【課題】ドロスを極力低減させるとともに、スパッタについても効率的な集塵を行うことができる円筒状ワーク切断装置を提供する。
【解決手段】金属製の円筒状のワークを輪切り状に切断して金属リングを形成する円筒状ワーク切断装置において、回転されているワークWにレーザ光を照射してワークを切断するとき、レーザ光の照射位置P2における切断方向v2と、レーザ光の照射方向v1とが所定の鋭角θをなすように、加工ヘッド200の位置を制御するとともに、位置制御がなされた加工ヘッド200からのレーザ光がワークに照射されることにより生じるスパッタについての集塵を行う集塵手段700を設ける。
(もっと読む)
金属製薄板ドラムの切断装置

【課題】環状溝に金属の微粒子が付着することを防止できる金属製薄板ドラムの切断装置を提供する。
【解決手段】金属製薄板ドラムの切断装置1は、ドラム保持手段100と環状溝170とレーザ光照射手段200とを備え、レーザ光照射手段200によりドラムWを切断して金属リングを形成する。環状溝170は、被覆材171が設けられている。被覆材171は、例えば、フッ素樹脂、窒化ホウ素被膜又は銅板からなる。
(もっと読む)
外装部品の製造方法及び外装部品
【課題】 高品質の外装部品を得ることができる外装部品の製造方法および外装部品を提供する。
【解決手段】電子機器の外装部品1を製造する方法であって、外装部品本体2に少なくとも1つの付属物3を固定する固定ステップを備え、外装部品本体2は、平面を有する金属の薄板を加工することにより形成されており、付属物3は、平面を有する台座4と、台座4上に設けられた少なくとも1つのボス5とを備え、前記固定ステップは、台座4の平面を外装部品本体2の平面に当接させた状態で、台座4と外装部品本体2とをレーザー溶接により接合する、外装部品の製造方法。
(もっと読む)
高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属
【課題】引張強度が780乃至980MPa級の中厚の高張力鋼板をレーザ・アークハイブリッド溶接する際に、鋼板の組成により最適な溶接材料を選択して溶接し、高い引張強度及び高い靱性を有する溶接金属が得られる高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属を提供する。
【解決手段】高張力鋼板のレーザ・アークハイブリッド溶接において、Tiの含有量が0.03質量%以下の高張力鋼板をTiの含有量が0.06質量%以下の溶接材料を使用してレーザ・アークハイブリッド溶接する。溶接材料は、その組成から算出される炭素当量CeqYが、高張力鋼板の炭素当量CeqXに対して所定の範囲を満足するものを選択することにより、高い引張強度及び靱性を両立させた溶接金属が得られる。
(もっと読む)
基板に開口部を形成する方法
【課題】集束された電磁放射線を用いて基板に開口部を形成する方法に関する。
【解決手段】形成される切断線7は、切断開始線分5として、辺の線9,10,11,12によって囲まれた切断面4の領域から開始して、第一の辺の線9上の開始点13まで延びる。この開始点13は、頂点6から離れている。切断線7の終了のために再度開始点13に到達する前に、依然として残っている辺の線の短い方の部分9bとの強固な接続部が、補強作用を果たす。基板2の残った部分に対して大部分切り離された切断面4’の変形が、辺の線12に対して平行に延びない曲がり線14に沿って起こり、辺の線12は変形せずに残る。加工作業を遅らせずに切断線7の著しく改善された品質が実現される。
(もっと読む)
レーザ加工装置
【課題】従来のレーザ加工装置は、加工ヘッド本体の重量が重く、高速、高精度な加工が困難である。
【解決手段】この発明に係るレーザ加工装置は、レーザ発振器と、レーザビーム7が伝送される加工ヘッド本体3と、開口8がワーク5に指向した加工ノズル2と、この加工ノズル2に加工ガス6を供給するガス供給装置と、加工ヘッド本体3に設けられ加工ガス6が加工ヘッド本体3の内部に侵入するのを阻止する仕切板21とを備え、加工ヘッド本体3は、レーザビーム7をワーク5に向けて集光させる加工レンズ13を有しているレーザ加工装置であって、加工ヘッド本体3は、加工レンズ13を、レーザビーム7の光軸1に対し垂直な平面内で電磁石による磁気駆動で2軸直線移動させる磁気移動機構4を備えている。
(もっと読む)
レーザ溶接形鋼
【課題】T字継手部を備えたレーザ溶接形鋼にあって、形成された溶融部の形状を適正なものとして所望の接合強度、所望の耐食性を確保したレーザ溶接形鋼を提供する。
【解決手段】いずれも鋼板からなるフランジ材に対してウェブ材の端部に垂直に押し当てられて形作られたT字状継手部がレーザ光の片側からの1パス照射によって溶融接合された形鋼であって、当該形鋼長手方向に垂直な断面の溶接部形状を、a:ウェブ材の表溶融幅(溶接側)、b:ウェブ材の裏溶融幅(非溶接側)、c:フランジ材の板圧方向最大溶け込み深さ、d:フランジ材の表溶融幅(溶接側)、e:フランジ材の裏溶融幅(非溶接側)、Tw:ウェブ材の板厚としたとき、a>0mm、b>0mm、c≧0.14Tw、d≧0mm、e≧0mm、a+d≦2mm、b+e≦2mmとした。
(もっと読む)
レーザピーニング処理方法
【課題】溶接構造物の溶接止端部や成形加工部品の塑性変形領域に圧縮残留応力を効率的に導入し、繰り返し荷重が作用する環境で従来よりも疲労特性を向上させるためのレーザピーニング処理方法を提供する。
【解決手段】パルスレーザビームを集光した後、レーザ媒質を介して被処理材の表面に照射し、該表面の照射スポット近傍に圧縮残留応力を形成するレーザピーニング処理方法において、前記照射スポットが、予め想定された繰り返し荷重の付加方向(Y方向)に対して垂直な方向(X方向)において、隣り合う照射スポット同士の重畳率が面積%で92〜99%となるように、前記パルスレーザビームを走査させることを特徴とするレーザピーニング処理方法。
(もっと読む)
切刃およびその製造方法
【課題】刃の表面に印章を提供する。
【解決手段】炭素鋼材料から形成された本体を含む刃が提供される。前記本体は刃先部と側面部とを有する。前記側面部はその上に有色酸化被膜220を有する。前記酸化被膜の選択された部分は前記下層の炭素鋼材料が露出されるように除去されて、当該酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供される。
(もっと読む)
高強度鋼板を用いた成形素材の溶接方法およびレーザ溶接装置、それにより得られる成形素材ならびに加工方法および成形品
【課題】高強度鋼板を対象として、予め施した溶接部の延性を改善し、成形限界を向上させ得る成形素材の溶接方法およびレーザ溶接装置と、それにより得られる成形素材、ならびにこの成形素材を用いる加工方法および成形品を提供する。
【解決手段】高強度鋼板を複数枚重ね合わせた成形素材を溶接し、溶接部を再加熱する溶接方法であって、1回目の溶接部7の近傍に2回目の溶接を、1回目の溶接部7と略平行に、しかも2回目の溶接部10の方が1回目の溶接部7よりも成形の際に変形を受ける箇所から遠くなるように施すことを特徴とする高強度鋼板を用いた成形素材の溶接方法である。再加熱または2回目の溶接を、レーザを用いまたはレーザ溶接により行い、さらに間隔を1.5〜2mmとするのが望ましい。この方法は本発明のレーザ溶接装置により好適に実施できる。
(もっと読む)
テーラードブランク材の製造方法
【課題】突き合わせて接合する二枚のブランク材同士の隙間を溶接線方向にわたり均一化し、溶接線が曲線状の場合であっても溶接精度・品質を確保できるテーラードブランク材の製造方法を提供する。
【解決手段】切端材S1,S2分の切り代を見込んである二枚のブランク材P11,P12を予め用意し、溶接時における突き合わせ部位の両側で切端材S1,S2分の切り代だけ互いにオーバーラップするように重ね合わせた状態で上記突き合わせ部位に相当する部分を切断線8としてブランク材P11,P12を同時に切断する。切端材S1,S2を除いた切断後のそれぞれの板材P1,P2の切断線8に相当する切り口3,4同士を突き合わせて、当該突き合わせ部位を溶接線としてレーザ溶接を施す。
(もっと読む)
レーザー加工方法及びレーザー加工品
【課題】 レーザー光により被加工物を加工する場合に、分解物による被加工物表面の汚染を効果的に低減して、生産効率よくかつ容易にレーザー加工を行うことが可能なレーザー加工方法を提供する。
【解決手段】 本発明のレーザー加工方法は、被加工物に対しレーザー光を照射して加工するレーザー加工方法であって、前記レーザー光の照射の際に発生する分解物を、照射部分の近傍で吸引除去しながら、前記レーザー加工することを特徴とする。
(もっと読む)
レーザマーキング方法
【課題】被印字面とされる鋼材端面の状態によらず鮮明な印字を得ることのできる、レーザマーキング方法を提供する。
【解決手段】被印字面とされた鋼材端面1に耐熱塗料を塗布後、レーザを照射して前記塗料を焼付炭化させることにより、複数字の一連からなる記号を印字するにあたり、レーザの照射回数を一記号群ごとに複数回ずつとする。レーザの焦点位置を被印字面からレーザ光軸沿いに鋼材の外側又は内側に5mm〜30mm離間させてもよい。又、耐熱塗料の塗布前に予め被印字面をワイヤブラシで研削することが好ましく、耐熱塗料の色を、白色、薄茶色、青色、黄色のいずれかとすることが好ましい。又、前記鋼材は、350℃〜室温の鋼材であることが好ましい。
(もっと読む)
可鍛コロ製造装置及び方法
【課題】ガイドレールに設置しなおすことなく、直交方向も複数トーチで切断できるポータブル型溶断機を提供する。
【解決手段】ガイドレールに沿って移動する走行台車(移動体)に複数の溶断トーチを支持させているポータブル型溶断機の切断方向に対して切断対象の向きを切り替えるための回転軸を設ける。縦ガイドレールと横ガイドレールを切替えるためのレール切替接続用の回転軸を設けたり、切断対象の支持台を回転軸により回転させたりする(長いものはさらに長さ方向へのスライドも可能としてよい場合もある)。エネルギーや時間の効率のため、切断トーチの出力、移動体の移動速度、各切断トーチのオフセット位置を自動制御する。
(もっと読む)
レーザ加工装置
【課題】骨とインプラント材との間を短時間で容易に接合するレーザ加工装置を得ること。
【解決手段】骨およびインプラント材にレーザ光を照射して骨およびインプラント材のレーザ加工を行うレーザ加工装置において、インプラント材52にレーザ光を照射してインプラント材52に穴をあけ、かつインプラント材52に近接配置された骨51にレーザ光を照射することによってインプラント材52を溶融させるとともに骨51に穴あけを行い、溶融させたインプラント材52を膨張させた状態で骨の穴内に充填させることによって骨51とインプラント材52とを接合するレーザ照射部を備える。
(もっと読む)
突き合わせ溶接方法
【課題】本発明は突き合わせ溶接方法に関し、突き合わせのための素材端面(切断面)の凹凸に関らず、溶接欠陥を生じないようにすることを目的とする。
【解決手段】突き合わせ溶接すべき板状素材10, 12の対向端面10A, 12Aを鉛直面に対し傾斜角度αの斜面に形成し、素材を対向端面にて突き合わせ維持しつつ、素材平面に対する実質的鉛直上方よりレーザ溶接ノズル20からのレーザ光aを照射させる。突き合わせ溶接すべき素材は板厚が同一であり、前記傾斜面の角度は素材の厚みをt(mm)としたとき鉛直方向に対する角度αが次式、an-1(0.2/t)≦α≦20°を満たすようにする。
(もっと読む)
永久磁石、分割永久磁石、分割永久磁石の製造方法及びロータ
【課題】磁石材料の歩留まりを低下させることなく磁石渦損を低減でき、安価で生産性の良い分割永久磁石を提供すること。
【解決手段】分割永久磁石16は、一つの永久磁石塊31が割断により複数の分割片32に分割されている。隣り合う分割片32の対向する割断面32aの少なくとも一方には、レーザを照射することにより、盛り上がったレーザ照射痕33が形成される。そして、隣り合う分割片32の対向する割断面32aがレーザ照射痕33を介して突き合わされることにより、一塊の分割永久磁石16が構成される。
(もっと読む)
インジェクタ噴射孔加工方法及びその装置
【課題】レーザ光のインジェクタ体への照射により発生した気化ガスを効率良く排出することができるインジェクタ噴射孔加工技術を提供することを課題とする。
【解決手段】排出量と供給量とを制御することでチャンバー50内を所定圧に保ち、インジェクタ体15の流路16を所定圧より低圧に保ち、この状態でレーザ光72の照射を実施するインジェクタ噴射孔加工方法において、噴射孔18が貫通形成されるタイミングで、ガス排出管48を閉じて、チャンバー50からのガスの排出を停止する。
【効果】噴射孔が貫通形成されるタイミングでガス排出管を閉じるので、噴射孔が貫通した瞬間から気化ガスが低圧手段側に流れ、レーザ光のインジェクタ体への照射により発生した気化ガスを効率良く排出することができる。
(もっと読む)
レーザ溶接H形鋼の製造方法
【課題】H形に組んだウェブ材の片面側からのみ2箇所のT字継手部に同時にレーザ光照射して、溶接H形鋼を製造する際に、フランジ材角度の上下非対称な変形を防止して形状矯正の負担軽減と形鋼の品質向上を図る。
【解決手段】溶接前のフランジ材をレーザ光照射側においてはウェブ材となす角が小さくなるように、またレーザ光照射側と反対側においてはウェブ材となす角が大きくなるように保持した状態でレーザ溶接する。
フランジ材として、ウェブ材との当接部分を境にウェブ材と反対側に折り曲げられている板材を用いることが好ましい。
(もっと読む)
コーティングによって覆われた高温構成要素のための冷却チャンネルシステム及び関連する方法
【課題】ガスタービンエンジン及び他の高温構成要素における冷却能力を改善する方法を提供すること
【解決手段】高温構成要素内に流体冷却システムを提供する方法が記載される。構成要素の外面に少なくとも1つのマイクロチャンネルを形成し、次いで、マイクロチャンネルの少なくとも1つから構成要素の内部領域に延びる1つ又はそれ以上の冷却媒体通路孔を形成する。次に、外面の上に金属構造コーティングの層を施工する。次いで、少なくとも1つのスロット又は比較的小さな受動冷却孔のセットをマイクロチャンネルの少なくとも一部に延びるように金属構造コーティングを貫通して形成する。次に、第1の層の上に第2のコーティング層を施工する。一部の実施形態では、第1のコーティング層を施工する前に、犠牲材料をマイクロチャンネルに堆積させる。関連する製品も記載される。
(もっと読む)
121 - 140 / 898
[ Back to top ]