
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
141 - 160 / 898
ケースの溶接方法
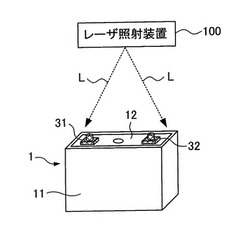
【課題】 クリアランスがある蓋およびケース本体に対して溶接用のレーザ光を同時に照射すると、レーザ光の一部がクリアランスを通過し、溶接に用いられない。
【解決手段】 対象物(20)を収容するケース本体(11)の開口部(11a)の内側に、開口部に対してクリアランス(CL)を設けた状態で蓋(12)を配置するステップを有する。蓋の外縁および開口部の一方を、第1レーザ光の照射によって溶融させるステップと、蓋の外縁および開口部の他方を、第2レーザ光の照射によって溶融させて、一方の溶融部分と接触させるステップとを有する。溶融状態にある蓋の外縁および開口部を、第3レーザ光の照射によって更に溶融させるステップを有する。
(もっと読む)
被加工物を加工するためのレーザ加工機械においてレーザビームを遮蔽するための装置及び方法

【課題】レーザビーム及び/又は被加工物におけるレーザビームの衝突箇所の遮蔽の機能信頼性を改善する。
【解決手段】被加工物2を加工するためのレーザ加工機械1において被加工物に向けられたレーザビーム及び/又は被加工物におけるレーザビームの衝突箇所を遮蔽するための遮蔽装置において、使用位置にある遮蔽部材14の端面19の、被加工物面に対する配向を検出可能な検出装置5を備えるようにした。
(もっと読む)
基板に通路孔を形成するために基板を修正する方法および関連する物品
【課題】タービンエンジン構成要素などの高温基板内に冷却孔を組み込むための方法を提供すること。
【解決手段】高温基板64に少なくとも1つの通路孔100を形成するための方法が説明されている。所望の各通路孔または一群の通路孔のために、基板64の外側面62上に節点60がレーザ固結工程によって最初に形成される。節点が、各通路孔100用の事前に選択した入口領域として機能する。次いで、通路孔100が、節点60を貫通して基板64内に形成されることができる。タービンエンジン構成要素など、関連する物品もまた説明されている。
(もっと読む)
溶接金属部の靭性に優れた鋼材のレーザ溶接継手
【課題】引張強度が780MPa以上の鋼材を用いた橋梁等の溶接構造物に好適な溶接金属部の靭性に優れるレーザ溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.008〜0.05%、Al:0.02%以下、O:0.02〜0.05%を含み、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14) ここで、Ceq:炭素当量(mass%)、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%)が0.33〜0.53%を満足する成分組成と、2μm以下の円相当直径を有するTi含有酸化物粒子を1mm2あたり2×104個以上有するアシキュラーフェライト相を含むミクロ組織を備えるレーザ溶接継手。
(もっと読む)
鉄道車両構体
【課題】吹寄パネルの歪みを抑制することにより、鉄道車両の美観を向上させること。
【解決手段】側構体4を備える鉄道車両構体1であって、側構体4は、当該鉄道車両構体1の第1の台車5Aの中心位置を挟んで配置された第1の吹寄パネル16a及び第2の吹寄パネル16bを含み、第1の吹寄パネル16a及び第2の吹寄パネル16bの一面側には、第1の吹寄パネル16a及び第2の吹寄パネル16bの対角線に平行な溶融凝固部Mが、それぞれ形成されている。第1の吹寄パネル16aの一面側に形成された溶融凝固部Mと、第2の吹寄パネル16bの一面側に形成された溶融凝固部Mとは、上方に向けて凸となるV字を画成していることを特徴とする。
(もっと読む)
レーザ切断加工方法及びレーザ加工装置
【課題】厚板に環状のレーザ切断加工を行うとき、切断終了領域における環状の穴の内周面に生じる傾向にある凹部の発生を抑制することのできるレーザ切断加工方法及びレーザ加工装置を提供する。
【解決手段】アシストガスとして酸素を使用し、ピアス加工位置から環状に切断すべき環状経路に達した位置をA位置とし、このA位置からレーザ切断加工の進行方向に所定距離の位置をB位置とし、前記A位置からレーザ切断加工の進行方向の逆方向への所定距離の位置をC位置としたとき、前記A位置から前記B位置を経て前記C位置へレーザ切断加工を行った後、前記C位置から前記A位置を経て前記B位置までレーザ切断加工を行う際、前記A位置からC位置までのレーザ出力、切断速度に対してレーザ出力を小出力にすると共に切断速度を低速にして前記C位置から前記B位置までのレーザ切断加工を行い、前記B位置においてレーザ出力を零にする。
(もっと読む)
構造物の溶接方法
【課題】原子炉圧力容器等の構造物の補修や保全のための肉盛溶接を短時間でかつ高効率で行うことができ、しかも水中でも安定して施工することが可能な構造物の溶接方法を提供する。
【解決手段】低合金鋼からなる母材11の表面にクラッド層14が形成されてなる構造物の欠陥を含む部分Xをクラッド層14側から機械的に削り取って除去した後、クラッド層14の残存厚さTcが2.3mm未満の場合に、レーザ溶接を用いたテンパービード工法による肉盛り溶接を行い、クラッド層14の残存厚さTcが2.3mm以上の場合に、通常のレーザ溶接による肉盛り溶接を行う。
(もっと読む)
溶接金属部の靭性に優れたレーザビーム溶接継手
【課題】引張強度が780MPa以上の鋼材で溶接金属部の引張強度が780MPa以上、且つ靭性に優れたレーザビーム溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.006〜0.05%、Al:0.02%以下、B:0.001%以下、O:0.02〜0.05%、C:0.14%以下、Ti:0.05%以下、Al:0.02%以下、B:0.001%以下、O:0.02%以上、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%))が0.33〜0.53%の組成と、面積率で40%以上のアシキュラーフェライト相を含むミクロ組織を有し、レーザビーム溶接のシールドガスとして酸素供給ガスを含有するガスを用いたレーザビーム溶接継手。
(もっと読む)
レーザ溶接方法及びレーザ溶接装置
【課題】板材の突合せ溶接を行う際、切削加工装置や切削加工工程を必要とせず、コストが安く、溶接時間の短縮が可能なレーザ溶接方法及びレーザ溶接装置を得る。
【解決手段】対向する一対の板材6の少なくとも一方の被溶接部の板材6の端面からのレーザ12の照射位置を変えて、被溶接部にレーザ12を複数回照射し、被溶接部を一時的に溶解させる第一の照射工程と、一対の板材6の被溶接部の間隔が許容ギャップ内となるように調整するギャップ調整工程と、被溶接部にレーザ12を照射して前記板材6の溶接を行う第二の照射工程とを備えたものである。
(もっと読む)
長手方向異径断面スパイラル鋼管、その製造方法及びその製造装置
【課題】閉断面として剛性が高く、しかも鋼管の長手方向で径の異なる自動車用構造部材に適した薄肉鋼管およびその製造技術を提供する。
【解決手段】板厚tが0.4〜5.0mmであり、片側または両側が幅変更されたハイテン鋼板をスパイラル造管し、外径Dが300mm以下でV=t/Dとして定義される薄肉比Vが0.3%〜2%である異径断面を有するスパイラル鋼管とする。このスパイラル鋼管に、拡管と縮管の一方または双方の成形を施して自動車構造用部材とすることもできる。電縫鋼管では成形できなかった薄肉比Vの薄肉小径の鋼管を製造することができる。
(もっと読む)
界面活性剤膜を用いるレーザ切削加工
【課題】ウェーハ基板のレーザ切削加工において、冷却時にウェーハ基板の表面に付着した切削屑をその表面から除去する。
【解決手段】レーザ切削加工される加工物12の表面に界面活性剤膜11を施し、レーザビームを用いる切削加工の間に生み出される切削屑15が、その表面に付着するのを減らす。また、この界面活性剤膜11は、好ましくは後で、この界面活性剤膜11上に被着した切削屑151といっしょに除去される。
(もっと読む)
孔開け加工装置及び芯体製造方法
【課題】気化ガス及び微粉末がワークの内壁に付着することを低減させることができる孔開け加工装置を提供することを課題とする。
【解決手段】貫通孔18を通過したレーザ光44は、矢印(1)のように芯体35の連通路41に照射される。このとき、芯体35は溶融せずに、砕かれて微粉末が生じる。吸引手段(図3、符号32)により、空洞部16は吸引されているので、気化ガス及び微粉末は、矢印(2)のように連通路41に吸引される。そして、気化ガス及び微粉末は、連通路41の反対側から矢印(3)のように吸引排出される。芯体35の窪み43と内壁45の距離は比較的大きい。
【効果】気化ガスや微粉末は連通路を通って吸引手段により吸引される。従って、本発明によれば、気化ガス及び微粉末がワークの内壁に付着することを低減させることができる。
(もっと読む)
光デバイスユニットの加工方法及びレーザ加工装置
【課題】光デバイスを損傷することのない光デバイスユニットの加工方法を提供することである。
【解決手段】光デバイスユニットを、分割予定ラインに沿ってレーザビームを照射して分割溝を形成し個々の光デバイスに分割する光デバイスユニットの加工方法であって、光デバイスユニットの温度と伸び率との関係を規定した相関データを取得するデータ取得工程と、光デバイスユニットの温度を計測する温度計測工程と、分割予定ラインに沿ってレーザビームを照射して分割溝を形成する分割溝形成工程と、該温度計測工程で計測した光デバイスユニットの温度と該データ取得工程で取得した温度に対応する伸び率とに基づいて、分割予定ラインの間隔の伸び量を算出する伸び量算出工程と、該伸び量算出工程によって算出された伸び量に基づいて、レーザビームを照射すべき分割予定ラインの割り出し量を補正する分割予定ライン補正工程と、を具備したことを特徴とする。
(もっと読む)
内視鏡用レーザ溶接方法、及び、内視鏡用レーザ溶接部材
【課題】レーザ照射前に内視鏡の筒状外側部材及びコイル状内側部材に接合のための塑性加工を必要とせず、筒状外側部材とコイル状内側部材との間に接合のための部材を介在させない場合にも、確実にレーザ溶接を行うと共に、レーザ溶接後の内外径の寸法変化をさせない。
【解決手段】筒状外側部材(10)の板厚をh、コイル状内側部材(20)の板厚をhc、筒状外側部材の内側にコイル状内側部材の位置しない場所で筒状外側部材の内外径を変化させないレーザ溶接の最大溶接エネルギーをE1、筒状外側部材とコイル状内側部材の溶接固定を可能とする最小溶接エネルギーをE2とするとき、螺旋状溶接ビードが重ならず、筒状外側部材からコイル状内側部材までの溶接深さHがh<H<h+hcであり、筒状外側部材とコイル状内側部材とを溶接固定し溶接深さが溶接深さHとなる溶接エネルギーEは、E2≦E≦E1の関係を満たすようにする。
(もっと読む)
金属プレートおよびその金属プレートを用いた発光表示装置
【課題】裏面からの発光が無いときは、孔が目立つことがなく、裏面からの発光が広角度で確認できる金属プレートとその金属プレートを用いた発光表示装置を提供する。
【解決手段】金属プレート1に複数の凹部2を設け、凹部2に50μm以下の貫通孔3を複数設け、その貫通孔3の厚さは、貫通孔3の径の3倍以上、15倍以下であり、少なくとも凹部2及び貫通孔3に透明性樹脂4を充填した。
(もっと読む)
羽根車の溶接方法、溶接装置及び羽根車
【課題】溶接ビードの仕上げ加工等を省略ないし簡素化することができるとともに、肉盛溶接の施工効率の向上、溶接変形の緩和等も図りながら、溶接継手部に所要の強度を確保できる羽根車の溶接方法及び溶接装置を提供する。
【解決手段】羽根13に突き合わせられる側板12の反突き合わせ側の面に、羽根13に向けて所定の深さと幅を有する溝14を設け、該溝14の底部14aにレーザ光21を照射して、裏側に形成されるビード部分4が内方側に凹んだ曲面となるように、溝底部14aと羽根13の端部とを裏波溶接し、その後、溝底部14aにレーザ光21を走査しながら溶融部に溶加材8を供給して肉盛溶接を行う。この場合、レーザ光21の集光部211が細長方形とされ、裏波溶接工程では、集光部211の長辺を溝14の長さ方向に対して平行ないし所定角度傾斜させ、溶接工程では、集光部211の長辺を溝14の長さ方向に対して裏波溶接工程とは異なる角度に傾斜させる。
(もっと読む)
レーザ加工装置、及び、レーザ加工方法
【課題】 良質な加工を行う。
【解決手段】 レーザビームを加工対象物上に、複数の光強度分布のピークをもつビームプロファイルを形成させて入射させる。光強度分布のピークの値をP、光強度分布のピーク間の極小値をA、加工対象物の加工が可能な光強度の閾値をSとするとき、
S<A≦(P+S)/2
の関係を満たすように、レーザビームを前記加工対象物に入射させる。
(もっと読む)
亜鉛めっき鋼板製部品のレーザ重ね溶接方法
【課題】スポット溶接に準じた接合条件でスポット溶接と同等の性能が得られ、スポット溶接の代替技術として実施するのに適したレーザ重ね溶接方法を提供する。
【解決手段】複数の突起1aは、それぞれが、前記2つの部品をスポット溶接する場合における個々の溶接スポットに相当する単位スポット2eの間に形成され、かつ、前記接合面の延在方向と略直交する方向に延びる稜線状突起1aとして形成されており、前記レーザを照射する工程は、前記単位スポットを囲む曲線状の単位レーザ走査2cを、前記各単位スポット2eに対して実施すること。
(もっと読む)
密閉型圧縮機の製造方法
【課題】従来のレーザ溶接方法では、板金具とアキュムレータ間のレーザ溶接を行う際、レーザでは照射範囲が狭いことからアキュムレータと板金具の位置決めがずれた際にレーザの照射目標がずれてしまい、溶接が出来ない部分が発生するという課題があった。
【解決手段】本発明は、アキュムレータ2と接する板金具3の縁部形状を溶接進行方向に対して直角方向の凹凸を有する形状とし、該凹凸の山と谷の間の範囲内でレーザビームを照射して溶接するものである。これにより、レーザビームの位置決め精度がある程度低くても、確実に溶接固定を行うことができ、溶接失敗を防ぐことができる。
(もっと読む)
亜鉛めっき鋼板製部品のレーザ重ね溶接方法
【課題】傾斜面や曲面を含む立体形状のプレス部品の接合面に対しても、亜鉛蒸気を排出するための均一な隙間を安定的に形成でき、良好な溶接品質が得られるレーザ重ね溶接方法を提供する。
【解決手段】プレス方向Pと同方向に突出するパンチ3によって前記複数の突起1が加工され、前記複数の突起のうち、プレス方向に対して傾斜した接合面11dに形成された突起1aは、該接合面の前記プレス方向における等高線と平行に延びる稜線状突起として形成される。
(もっと読む)
141 - 160 / 898
[ Back to top ]