
Fターム[4E068DB04]の内容
Fターム[4E068DB04]に分類される特許
1 - 20 / 77
電池ケース用アルミニウム合金板及び電池ケース
【課題】電池ケースを製造するための成形性に優れ、成形後に十分なケース強度を確保でき、かつ優れた溶接性を有する電池ケース用アルミニウム合金板を提供する。
【解決手段】Mn:0.5〜1.5質量%、Mg:0.2〜1.5質量%、Cu:0.1〜1.0質量%を含有し、残部Alと不可避不純物からなり、耐力値が40〜100MPaのO材(焼鈍材)である電池ケース用アルミニウム合金板。このアルミニウム合金板は、電池ケースに成形後、蓋材と連続発振式レーザで溶接される。このアルミニウム合金は、添加元素として又は不可避不純物として、Si:0.6質量%以下、Fe:0.8質量%以下、Ti:0.02質量%以下、B:20質量ppm以下、Zr:0.15質量%以下、Cr:0.40質量%以下、Zn:0.3質量%以下を含有する。
(もっと読む)
異種金属の接合方法
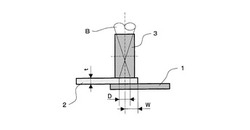
【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
肉盛り溶接したエンジン用シリンダブロック、その製造方法および肉盛り材

【課題】高い熱伝導性と肉盛り性とを兼備した、肉盛り溶接したエンジン用シリンダブロック、その製造方法および肉盛り材を提供する。
【解決手段】上面に銅系合金の肉盛り部を設けたアルミニウム合金から成るエンジン用シリンダブロックにおいて、上記銅系合金が5.0〜8.0%Ni、0.8〜1.0%B、残部Cuおよび不可避不純物から成ることを特徴とするエンジン用シリンダブロック。上記のエンジン用シリンダブロックの製造方法であって、上記銅系合金の溶加材を用いてレーザ肉盛り溶接により、アルミニウム合金のエンジン用シリンダブロックの上面に上記肉盛り部を形成することを特徴とする。上記の銅系合金から成ることを特徴とするアルミニウム合金製エンジン用シリンダブロック上面用の肉盛り材。
(もっと読む)
二次電池及び二次電池の製造方法
【課題】レーザ溶接によるマイクロクラックの欠陥発生を抑止し、二次電池の高品質及び高信頼性を実現する。
【解決手段】二次電池は、電解液を注液するための注液口を有し、その注液口から注液された電解液を電極体と共に収容する容器と、容器に固着され、注液口を塞ぐ封口蓋8とを備え、その封口蓋8は、封口蓋8及び容器の蓋体3bにわたる深さで環状に存在する溶接痕8eと、封口蓋8の厚さに相当する深さで封口蓋8における溶接痕8eの内周側でその溶接痕8eに重なって環状に存在する内周側溶融痕8fとを有している。
(もっと読む)
溶接方法、電池並びに組電池の製造方法、および、電池
【課題】 レーザ溶接時の溶接クラックを低減することが可能な溶接方法、この溶接方法を用いた電池及び組電池の製造方法、これらの方法で製造された電池を提供する。
【解決手段】 実施形態によれば、電池の端子と接続バー13とをレーザ溶接する溶接方法が提供される。レーザ溶接を溶接軌跡が複数に分割され、かつ分割された溶接軌跡161〜164それぞれの終端171〜174が、隣接する溶接軌跡の始端と重なるように行う。
(もっと読む)
ガスタービン動翼の補修方法およびガスタービン動翼
【課題】ガスタービン動翼の翼先端の減肉部を補修する際、肉盛溶接におけるき裂等の欠陥の発生を防止し、信頼性の高い補修を行うことができるガスタービン動翼の補修方法、およびその補修方法により補修されたガスタービン動翼を提供する。
【解決手段】ガスタービン動翼の補修方法は、翼先端10aの減肉部12を除去し、翼先端10aを平面13に加工する減肉部除去工程S101と、平面13に加工された翼先端10aに、ガスタービン動翼10を構成する基材よりも延性が大きい肉盛材料の粉末をレーザ光によって溶融して多層に肉盛し、所定の厚さの肉盛部14を形成する肉盛溶接工程S102と、肉盛部14の形状を減肉する前の当初の翼先端10aの形状と同一の形状に加工する成形工程S103と、肉盛溶接工程S102におけるレーザ溶接によって生じた残留ひずみを除去する熱処理工程S104とを備える。
(もっと読む)
温間プレス成形用アルミニウム合金テーラードブランク材及びその製造方法
【課題】特殊な潤滑剤ではなく汎用の潤滑油を使用して、接合のまま、プレス成形をすることができる、温間プレス成形用アルミニウム合金テーラードブランク材を提供する。
【解決手段】板厚ti1の薄板と、板厚ti2の厚板とを接合したi個の接合継手Jiについて、接合金属部の、中心部高さhiと幅Wiが、{(ti1+ti2)/2}≦hi≦ti2、1.5×ti1<W<2.5×ti2、薄板の熱影響部の硬さViHAZ1と接合金属部の硬さViWとの差をΔViW1、厚板の熱影響部の硬さViHAZ2と接合金属部の硬さViWとの差をΔViW2、としたとき、0<ΔViW1<20、0<ΔViW2<20、の関係を満足する。
(もっと読む)
レーザ溶接方法
【課題】
溶接仕上がりが良好なレーザシーム溶接を実現することができるレーザ溶接方法を提供すること。
【解決手段】レーザ光としての連続発振のCWレーザ光を、ガルバノメータ・スキャナを用いて溶接部位に沿って走査し、その際に、CWレーザ光の出力を一定に制御しつつ、CWレーザ光の走査速度を可変制御すること。
(もっと読む)
軽金属またはその合金の表面層強化方法
【課題】強化層が母材から剥離する心配がなく、かつ、母材が表面に露出するように、アルミニウムやマグネシウムの軽金属とその合金の表面層を強化することである。
【解決手段】アルミニウム合金の母材Mよりも硬質で比重が大きく、母材Mの金属元素と合金を形成しないWCの強化粒子6を、重力によって溶融した母材M中に沈降させて溶融部の下部に堆積させ、この強化粒子6の堆積層9の上側に、溶融した母材Mを浮揚させて、堆積層9の強化粒子6の隙間を充填し、堆積層9の上側に浮揚させた母材Mを凝固後に除去することにより、強化粒子6の堆積層9が剥離しないようにするとともに、母材Mが表面に露出するようにした。
(もっと読む)
密閉型電池の製造方法
【課題】アルミニウム系金属製の外装缶とアルミニウム系金属製蓋板とを連続発振(CW)型レーザにより溶接封止する際に、溶接開始領域及び溶接終了領域の溶接を安定的に行うことができる密閉型電池の製造方法を提供すること。
【解決手段】アルミニウム系金属製の外装缶12と外装缶12の開口に配置されるアルミニウム系金属製の蓋板13との嵌合部30をCWレーザ溶接装置からのレーザ光LBを照射することにより溶接を行い、封止する密閉型電池の製造方法において、溶接開始領域31Aにおいてはレーザ光LBの出力をパルス的に変調させながら走査し、その後にレーザ光の出力を一定として走査する。
(もっと読む)
複合補強部材の製造方法および複合補強部材
【課題】アルミニウム合金中空形材の後面側フランジ背面に対して鋼板を溶接する場合でも、前記曲げ強度部材として要求される高い接合強度が得られる複合補強部材の製造方法および複合補強部材を提供することを目的とする。
【解決手段】矩形断面内に中リブを設けた日形断面形状を有するアルミニウム合金中空形材2の後面側フランジ4の背面に積層した鋼板10、11を、後面側フランジ4の両端部側4b、4cと、後面側フランジ4の中リブ7が交差する中央部側4aとの三箇所で、一体に溶接接合する際に、前記中央部側4aの背面領域を予め凸状8に形成しておき、この凸部8を間に挟み、この凸部8が鋼板間に突出するように、2枚の前記鋼板を積層して、この状態でFCWによりアーク溶接する。
(もっと読む)
2つの金属構成部材の溶接方法、および2つの金属構成部材を有する接合構成体
本発明は、アルミニウム合金からなる2つの金属構成部材(12,14)を溶接する方法(10)であって、接合される前記金属構成部材(12,14)を、溶接領域(18)で、レーザ光線(20)によるエネルギー付与によって溶接シーム(22)を形成しながら溶解する工程と、さらなるエネルギー付与により、前記溶接シーム(22)をその表面(28)の領域において部分的に溶解しながら、前記溶接シーム(22)の表面(22)を平滑化する工程と、を有する方法(10)に関するものであり、前記さらなるエネルギー付与はデフォーカスされたレーザ光線(20’)によって実行され、該レーザ光線の焦点は光線方向(24)において前記溶接シーム(22)の表面(28)に至る前方または後方に位置決めされ、デフォーカスされた前記レーザ光線(20’)と、該レーザ光線が衝突する前記2つの金属構成部材(12,14)の表面(26,28)の面垂線とが5度以上の角度をなす。本発明は、この方法により溶接された接合構成体にも関する。 (もっと読む)
タービンエンジンブレード用の金属補強材の製造方法
本発明は、タービンエンジンブレードの前縁または後縁用の金属補強材(30)を作る方法に関し、方法は:予備成形品(26、70)が、溶加金属を受容することが可能な領域(28、72)を一端に有するように、前記予備成形品(26、70)を所定位置に位置決めする機器(60)によって、前記予備成形品(26、70)を位置決めするステップ(44)と、金属ビーズの形態で、前記領域(28)内で溶加金属を用いて表面硬化することによって、前記金属補強材(30)用の基部(39)を構築するステップ(46)と、を順序通りに含む。 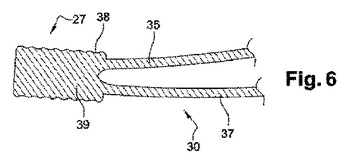 (もっと読む)
(もっと読む)
接合方法
【課題】摩擦攪拌接合の長所を活かしつつ、その短所を補うことが可能な接合方法を提案する。
【解決手段】接合方法は、複数の金属製の被接合部材を突き合わせて突合部を構成する突合工程S1と、突合部の一部に沿って摩擦攪拌を行う摩擦攪拌接合工程S2と、突合部の他部に沿って溶接を行う溶接工程S3と、を有する。
(もっと読む)
レーザー溶接方法及び接合体
【課題】レーザー溶接による金属板と金属箔体の接合で生じる金属板の反りを抑制することが可能なレーザー溶接方法を提供する。
【解決手段】金属板と金属箔体を接合するレーザー溶接方法において、前記金属板の中心部から放射状の二本以上の溝を前記金属板の表面および裏面の互いに重ならない位置に形成する工程と、前記金属板の表面と前記金属箔体の端部とを接触させ、前記裏金属板面の表面をレーザー光で溶融する工程と、前記金属板と前記金属箔体とを接合する工程と、を含むレーザー溶接方法。
(もっと読む)
容易切り離し材料を作製するレーザー方法及びその製品
レーザエッチングを用いて容易切り離し材料を形成する方法と、それにより作製される製品が提供される。標準的な穿孔とは異なり、レーザが材料のシートに線をエッチングするために用いられる。線により、ユーザは容易に材料を切り離すことができる一方、通常の使用時には引き裂けを回避するに十分な引っ張り強度が実現される。 (もっと読む)
少なくとも5mmの周辺厚さを有するZnSレンズを備えるレーザー集束ヘッド、およびそのような集束ヘッドを用いた方法およびレーザー切削ユニット
本発明は、コリメータレンズ(13)および集束レンズ(14)を含み、コリメータレンズ(13)および充足レンズ(14)がZnSからなるとともに少なくとも5mmの周辺厚さを有する、レーザービームを集束させるためのヘッドに関する。さらに、40から50°の入射角(α)にて作用する折り畳み反射鏡(15)が前記集束ヘッド内のレーザービームの経路における、コリメーティングレンズ(13)と集束レンズ(14)との間に設けられる。本発明はさらに:、1.06から1.10μmの波長および0.1から25kWの出力を有する固体レーザー(SL)装置と、本発明に係る集束ヘッドと、そして、固体レーザー(SL)装置から集束ヘッドにレーザービームを伝達するように、固体レーザー(SL)装置を集束ヘッドに接続する伝達ファイバー(CF)を備えるレーザービーム切削機器に関する。 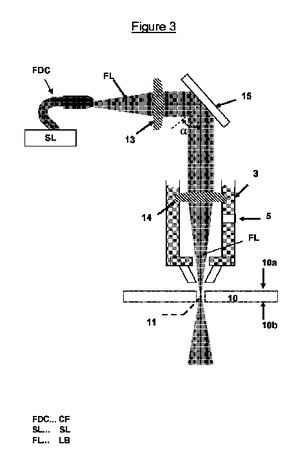 (もっと読む)
(もっと読む)
レーザ溶接性に優れた電池ケース蓋用アルミニウム合金板
【課題】レーザ溶接時、従来の純アルミニウム系材料よりも、レーザ溶接時の耐溶接割れ性に優れた電池ケース蓋用アルミニウム合金板を提供すること。
【解決手段】Si:0.4〜2.0%(質量%、以下同じ)、Fe:0.5〜1.5%を含有し、残部がAlおよび不可避的不純物からなり、かつ、Si含有量とFe含有量との比(Si/Fe)=0.8〜2.0である。さらに、Ti:0.005〜0.15%、B:5〜500ppmを含有していることが好ましい。
(もっと読む)
レーザ溶接性に優れた電池ケース蓋用アルミニウム合金板
【課題】レーザ溶接時、同じ入熱量で従来の純アルミニウム系材料よりも溶け込み深さを大きくすることができる電池ケース蓋用アルミニウム合金板を提供すること。
【解決手段】Si:0.3〜2.0%(質量%、以下同じ)、Fe:0.5〜1.5%を含有し、さらに、In:0.01〜0.05%、Bi:0.05〜0.20%、Sn:0.01〜0.05%の1種または2種以上を含有し、残部がAlおよび不可避的不純物からなる。さらに、Ti:0.005〜0.15%、B:5〜500ppmを含有していることが好ましい。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と、アルミニウム被覆鋼材とからなる複合構造材の接合部の引張強度及びピール強度を向上させる異材接合用溶加材を提供する。
【解決手段】本発明に係る溶加材は、Nを0.002〜0.020質量%含有する鋼板103の表面にアルミニウム被覆層104を有し、アルミニウム被覆層104と鋼板103との界面にN濃度が3.0原子%以上のN濃縮層を有するアルミニウム被覆鋼板101と、アルミニウム又はアルミニウム合金材との溶接に使用される。本発明に係る溶加材は、Si:0.5〜1.8質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
1 - 20 / 77
[ Back to top ]