
Fターム[4E068DB05]の内容
Fターム[4E068DB05]に分類される特許
1 - 20 / 61
異種金属の接合方法
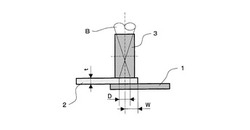
【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
溶接部補修方法

【課題】材質が異なる部材同士が溶接接合されたその溶接部の補修を行なうに当たり、効率良く、かつ溶け込み不足やアンダーカット、融合不良などが生じにくい高品質な肉盛溶接を行なう。
【解決手段】テンパービード溶接を必要とする第1の部材1とテンパービード溶接を必要としない第2の部材2とを互いに接合した溶接部を補修する溶接部補修方法であって、溶接部の一部を含む部分を削り取って開先部を形成する切削工程と、開先部に多層肉盛溶接を施す肉盛溶接工程と、を有する。肉盛溶接工程は、第1の部材1へのテンパービード多層肉盛溶接工程を含み、当該テンパービード多層肉盛溶接工程による肉盛積層の厚さが、上層部よりも下層部で薄い。
(もっと読む)
異材接合方法
【課題】アルミニウム合金材の厚さtが1mm以上となった、効率の良い施工条件下のレーザ溶接で、ビード部のミクロ割れ防止と、界面での鋼とアルミの反応層の抑制やアルミの溶け込みの確保などを両立させて、高い接合強度の異材接合継手を得ることができる異材接合方法を提供することにある。
【解決手段】特定厚さアルミニウム合金材2を鋼材1上に重ねた継手を形成し、前記アルミニウム合金材2の端部2aを溶接線4として、効率的なレーザ溶接条件にて線接合する異材接合方法において、前記アルミニウム合金材2の端部2aに開先6を設け、この開先6の形状を上側が略断面矩形7に切り欠かれた段8を有するものとし、この段8の高さ位置c、長さa、上側9と下側10との立ち上がり角度が各々特定の範囲となるようにする。
(もっと読む)
接合体、接合体の製造方法および電池パック
【課題】接合強度に優れ、信頼性の高い接合体、接合体の製造方法及び電池パックを提供すること。
【解決手段】実施形態に係る接合体10は、第1金属部材1と、第2金属部材2と、接合部3とを含む。第1金属部材1は、Alを含み、Cuの含有量が5.7重量%未満である。第2金属部材2は、Cuを含み、Alの含有量が9.4重量%未満である。接合部3は、第1金属部材1と第2金属部材2とを接合する。また、接合部3は、Si、Ni、Mn、Co、Zn、Ge、Au、AgおよびPdからなる群より選択される少なくとも1種の元素を含む。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤは、Siを1.5乃至2.5質量%、Zrを0.05〜0.25質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスと、を有し、前記フラックスの充填率がワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、電子ビームEBの照射位置を制御して、タービン翼車4のNi基超合金とロータ軸2の鉄鋼材料との境界部で互いに溶け合わせて成る溶接金属6の混合比を0.5〜0.8とする。
(もっと読む)
異種金属の接合方法および異種金属からなる接合物
【課題】本発明は、歪や欠陥が少なく高い接合強度を有する健全な接合部を効率的に形成可能な異種金属の接合方法、および歪や欠陥が少なく高い接合強度を備えた健全な接合部を有する接合物を提供することを目的としている。
【解決手段】本発明の異種金属の接合方法の一態様は、接合されるべき被接合面を互いに有する金属からなる第1の部材と第2の部材とを介在物を介することなく直接、所定の継手でレーザ接合する接合方法であって、前記レーザに対するレーザ吸収率および融点が第2の部材よりも低い第1の部材の被接合面と第2の部材の被接合面と密着させて密着面を形成し、当該密着面を挟む双方の表面の隣合う領域に同時にレーザを照射することを特徴とする異種金属の接合方法である。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、タービン翼車4のNi基超合金及びロータ軸2の鉄鋼材料を溶け合わせた溶接金属6と、タービン翼車4との境界部分に対して、電子ビームEBを周期的に偏向させつつ照射する。
(もっと読む)
異種金属溶接方法及び異種金属接合体
【課題】溶接割れを抑制し、ロバスト性を向上させることのできる異種金属溶接方法、及び溶接割れを抑制した高品質な異種金属接合体を提供すること。
【解決手段】ターボチャージャ1のロータ軸2とタービン翼車4の突き合わせ部分を1度全周に亘って電子ビームを照射する第1の溶接を終えた後に、ビーム照射位置を変位させて再度全周に亘って電子ビームを照射する第2の溶接を行う。
(もっと読む)
複合補強部材の製造方法および複合補強部材
【課題】アルミニウム合金中空形材の後面側フランジ背面に対して鋼板を溶接する場合でも、前記曲げ強度部材として要求される高い接合強度が得られる複合補強部材の製造方法および複合補強部材を提供することを目的とする。
【解決手段】矩形断面内に中リブを設けた日形断面形状を有するアルミニウム合金中空形材2の後面側フランジ4の背面に積層した鋼板10、11を、後面側フランジ4の両端部側4b、4cと、後面側フランジ4の中リブ7が交差する中央部側4aとの三箇所で、一体に溶接接合する際に、前記中央部側4aの背面領域を予め凸状8に形成しておき、この凸部8を間に挟み、この凸部8が鋼板間に突出するように、2枚の前記鋼板を積層して、この状態でFCWによりアーク溶接する。
(もっと読む)
溶接方法
【課題】製造コストを低減することができる溶接方法を提供すること。
【解決手段】本発明の一態様は、デフケース10の接合面18とリングギヤ12の接合面20との突き合わせ部24にレーザ光30集光して照射することによって溶接ワイヤ32を溶かしながらデフケース10とリングギヤ12とのレーザ溶接を行う溶接方法において、デフケース10の接合面18とリングギヤ12の接合面20とに開先加工を施さないで、かつ、レーザ光30の集光径を0.2mm以下とすること、を特徴とする。
(もっと読む)
TWIP鋼と低炭素鋼とをレーザ溶接する方法
鋼種の異なる構造体をレーザ溶接する方法。この方法は、第1の鋼種・成分から作製される第1の構造体を提供すること、および第2の鋼種成分から作製される第2の構造体を提供することを含む。第1の構造体の少なくとも一部が、第2の構造体の少なくとも一部と重なるように、第1の構造体を第2の構造体の隣に配置することによって、溶接領域を形成する。第1の構造体と、第2の構造体と、溶加材との溶接接合部を形成する成分を含有する溶加材を選択し、これにより、溶接接合部が所定の微細構造を有するようにする。溶加材を溶接領域の隣に配置する。レーザビームを溶接領域に向けることによって、第1の構造体、第2の構造体、および溶加材の間に、所定の微細構造を有する溶接接合部を形成する。 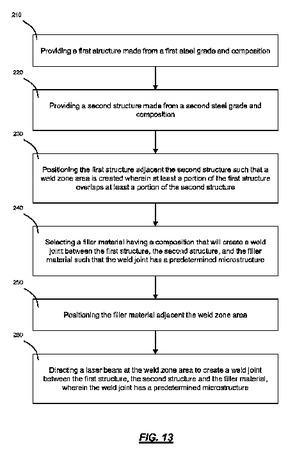 (もっと読む)
(もっと読む)
銅板と鋼板のレーザ接合方法
【課題】銅板と鋼板のレーザ接合おいて、安定した重ね接合を可能にする。
【解決手段】上板を銅板Cu、下板を鋼板SUSで構成する2枚の金属板の重ね接合において、予め銅板Cu側にレーザビームLbを受け入れる導入穴Wpを設けておく。照射するレーザビームLbは半導体レーザであり、その波長は1ミクロン以下にある。レーザビームを銅板Cu側から照射し、導入穴Wpを通して鋼板SUSに照射する。レーザビームが照射されると鋼板SUSの加熱が主体的に行われ、同時に2枚の材料が密着して重ねられているためその熱伝導にて銅板Cuが加熱される。同時に、レーザビームLbのエネルギー分布の外周裾野部分が効果的に銅板Cuの導入穴Wpの壁面、および外周面にてレーザビームを吸収し加熱、昇温する。この両板の加熱状態に蝋材になるワイヤーWireを供給しレーザビームLbにて溶融させるので高強度の溶融接合が完成する。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と亜鉛メッキ鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤ1は、アルミニウム又はアルミニウム合金材2と亜鉛メッキ鋼材3との異材レーザ溶接に使用される。フラックス入りワイヤ1は、Siを0.8乃至1.9質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスとを有する。皮材中の不可避的不純物としては、Mn、Mg又はFeがあり、その含有量は夫々皮材の全質量あたり0.1質量%以下である。フラックスの充填率は、ワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
アルミニウム部材と銅部材との突き合わせレーザ溶接方法
【課題】アルミニウム部材と銅部材とを突き合わせレーザ溶接する場合において、母材同士を十分な継手強度で確実に接合させることができるアルミニウム部材と銅部材との突き合わせレーザ溶接方法を提供する。
【解決手段】
アルミニウム部材2と銅部材3とを突き合わせて配置し、突き合わせ部4周辺にレーザ光1を照射してアルミニウム部材2と銅部材3とをレーザ溶接する。アルミニウム部材2及び銅部材3に対するレーザ光の照射領域10のうち、アルミニウム部材2への照射面積が銅部材3への照射面積よりも大きくなるようにレーザ光1を照射する。
(もっと読む)
異材接合方法
【課題】溶接施工方向に対して、鋼材を上側とし、アルミニウム材を下側として、互いに重ね合わせて溶接する場合でも、高い接合強度を安定的に確保できる、異材接合方法を提供することを目的とする。
【解決手段】溶接施工方向4に対して、鋼材2を上側とし、アルミニウム材3を下側として、互いに重ね合わせて溶接する際に、アルミニウム材3の溶接施工方向4に対して向き合う、溶接線5に沿った溶接面3aの位置を、鋼材溶接面2aの位置よりも、溶接施工方向4に対して上側に突出させた状態で、溶接し、鋼材2とアルミニウム材3との両方の溶接面に亙るアルミニウム溶接材料によるビード6を形成する。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と、アルミニウム被覆鋼材とからなる複合構造材の接合部の引張強度及びピール強度を向上させる異材接合用溶加材を提供する。
【解決手段】本発明に係る溶加材は、Nを0.002〜0.020質量%含有する鋼板103の表面にアルミニウム被覆層104を有し、アルミニウム被覆層104と鋼板103との界面にN濃度が3.0原子%以上のN濃縮層を有するアルミニウム被覆鋼板101と、アルミニウム又はアルミニウム合金材との溶接に使用される。本発明に係る溶加材は、Si:0.5〜1.8質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
ろう材、金属部材の接合構造、および、金属部材の接合方法
【課題】同種金属部材の接合構造と略同程度の強度を有する異種金属部材の接合構造を得ることができるろう材および金属部材の接合方法、ならびに、それにより得られる金属部材の接合構造を提供する。
【解決手段】Fe系金属部材とAl系金属部材との接合では、それら部材間にZn−Si系ろう材を介在させることにより、接合構造体10が得られる。接合構造体10の接合部4は、そのFe系金属部材1側の境界部40に、ろう材層41、反応層42、および、Si濃縮層43を有する。Si濃縮層43は、Siを主成分として含有し、AlのFe系金属部材1への流入およびFeのろう材層41への流入を防止するので、Fe系材料(Fe系金属部材1および反応層42)とろう材層41との間には、従来技術の問題であったFe−Al系の金属間化合物層が形成されず、Fe系材料とろう材層41は直接接合する。
(もっと読む)
異種金属の溶接方法
【課題】薄い板状の異種金属で、かつ融点の異なる金属を接合することを実現することである。
【解決手段】異種金属の接合方法は、第1の金属材料と、第1の金属材料とは融点の異なる第2の金属材料とを重ね合わせて、レーザー光を照射し、第1の金属材料と第2の金属材料とを溶接する異種金属の接合方法であって、レーザー光が照射される照射面側に、第1の金属材料および第2金属材料とは異なる第3の金属材料を重ねて、レーザー光を照射する。
(もっと読む)
マグネシウム合金と鋼との異種金属接合方法及び接合構造
【課題】Fe−Mg系合金状態図が二相分離型を示し、冶金的な接合が直接的には困難なマグネシウム合金材と鋼材との組合せにも拘わらず、強固な接合が可能なマグネシウム合金と鋼との異種金属接合方法と、このような方法による異種金属接合構造を提供する。
【解決手段】マグネシウム合金材1と鋼材2を接合するに際して、接合界面にAlを介在させた状態、例えばマグネシウム合金にAlを添加したり、鋼材にAl含有亜鉛めっきを施したりした状態で両材料1,2を重ね合わせ、高エネルギービームBを鋼材2の表面に照射しつつ両材料を加圧して、鋼材側からの伝熱によりマグネシウム合金材1を加熱し、接合界面にAl3Mg2とFeAl3とが混在する複合組織を有する化合物層Lを介して両材料1,2を接合する。
(もっと読む)
1 - 20 / 61
[ Back to top ]