
Fターム[4E070AB06]の内容
Fターム[4E070AB06]の下位に属するFターム
鉄筋カゴ (4)
Fターム[4E070AB06]に分類される特許
1 - 10 / 10
鉄筋網の製造方法と、その装置
【課題】縦筋、横筋の搬入や、鉄筋網の搬出が容易である上、結束能率を最大に向上させることが出来る鉄筋網の製造方法とその装置を提供する。
【解決手段】縦筋Rxを案内する複数本のガイド11と、ガイド11の前方に配置する前後2列の結束機12と、後列の結束機12の結束位置Nに横筋Ryを供給する搬送装置20とを設ける。
(もっと読む)
電気溶接金属ネットから形成される複合かごの自動組立方法及び装置
本発明は、ネット状複合かごを自動的に生産し且つ組立てる方法及び機械に関する。ネット状複合かごは、単純かごによって形成され、単純かごを、外側包囲かごによって収容し且つ包囲する。この方法を実行する自動機械は、コンピュータシステムによって協働する種々の機械装置のグループからなる。機械装置は、電気溶接金属ネットのための折曲げ用組立部(3)を有する。金属ネットは、2つの自動可動式トロリーによって供給され、プログラムされた折曲げ工程中に金属ネットを位置決めするために、一方(2)は上流側に配置され、他方は下流側(6)に配置される。機械装置はさらに、単純かごのための一時的停止領域(41)及びその下流側の最終排出経路(42)と、複数の自動可動式頭上トロリー(44)を有し、頭上トロリーは、単純かご及び/又は複合かごを搬送し且つ位置決めするための自動把持具(5)を有する。 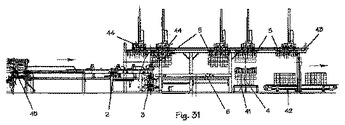 (もっと読む)
(もっと読む)
溶接接続部を形成するための方法および装置

本発明は、静荷重をほとんど有していないDIN準拠の鉄筋コンクリート部材の製造に用いられる溶接鉄筋鋼棒マットを製造するための方法および機械に、およびそのような鉄筋鋼棒マットに関し、特に、単軸鉄筋マットの場合、溶接装置(1)と、1つ以上の鉄筋鋼棒(2)と、1つ以上の支持部(4)とが、位置制御、および必要に応じて一緒に溶接される鉄筋鋼棒の位置補正によって互いに位置決めされ、鉄筋鋼棒(2)は、該鋼棒のリブ(3)のうちの少なくとも1つの領域において、支持部(4)に溶接され、あるいは、前記鋼棒のリブ(3’)のうちの少なくとも1つの領域において、別の鉄筋鋼棒(2)に溶接される。 (もっと読む)
鉄筋加工装置
【課題】手間少なく安全に屈曲鉄筋を束ねて回収できる鉄筋加工装置を提供する。
【解決手段】上下方向に沿った姿勢の曲げ加工基盤と、曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部と、鉄筋を切断する剪断刃を設け、切断されて曲げ加工基盤の表面に沿って落下する略環状の屈曲鉄筋を受け止め自在な鉄筋受け部材を設け、受けとめた屈曲鉄筋を電磁力で吸着する電磁吸着装置31を設け、吸着した屈曲鉄筋を曲げ加工基盤から遠ざける第1移動機構32を設け、第1移動機構32により移動された屈曲鉄筋を掛止用棒状体33で掛止自在な鉄筋受取装置を設け、電磁吸着装置31により吸着されて第1移動機構32により移動された略環状の屈曲鉄筋の内方に掛止用棒状体33が侵入する掛止準備状態と、その掛止準備状態から電磁吸着装置31の電磁力を解除する受渡し状態とに切換え操作する制御装置を設けてある。
(もっと読む)
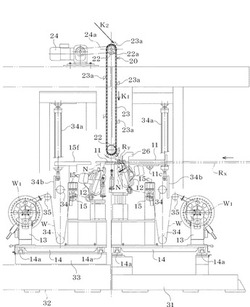
ユニット鉄筋の製造装置
【課題】少なくとも縦筋の先端部が当該縦筋の非折り曲げ部分と交差する位置に至るまで折り曲げて主筋に巻き付ける機構を備えたユニット鉄筋の製造装置を提供する。
【解決手段】両端側に配置される主筋2、2及び主筋2、2の間に複数配置される腹筋3、3をそれぞれガイドするガイド手段12、13と、ガイド手段12、13に案内された主筋2、2及び腹筋3、3と直交する位置に縦筋1を供給する縦筋供給手段30と、縦筋1の両端側を湾曲させ、少なくとも縦筋1の先端部が縦筋1の非折り曲げ部分と交差する位置に至るまで折り曲げて主筋2に巻き付ける曲げ加工手段20と、腹筋3、3と縦筋1との交点を溶接する溶接手段と、縦筋1の折り曲げ及び腹筋3と縦筋1との溶接が終了したユニット鉄筋を所定のピッチ幅で移動させる引張装置50とを備えて構成されてなる。
(もっと読む)
棒鋼の抵抗溶接方法および抵抗溶接システム
【課題】予熱を適切に行うことにより、棒鋼の溶接部を焼き入れ状態に移行させずに、焼き戻し工程を必要とすることなく硬度および靭性に優れた溶接部を形成可能な棒鋼の抵抗溶接方法を提案すること。
【解決手段】棒鋼の抵抗溶接方法は、予熱装置を用いて、溶接対象の棒鋼の溶接部を約200℃に予熱する予熱工程と、スポット溶接機を用いて、予熱後の溶接部をスポット溶接する溶接工程とを備えている。予熱温度を200℃程度にすることにより、スポット溶接後の溶接部の冷却時間を長くでき、硬度が400Hv以下で靭性に優れたスポット溶接部が得られる。焼き戻し制御、溶接電流制御などが不要となり、生産管理が容易で生産性良くスポット溶接を行なうことが可能になる。
(もっと読む)
鉄筋加工装置
【課題】鉄筋の切り分け加工後に出る残材の利用価値を、高め易くする。
【解決手段】後端検出機構による鉄筋後端の通過検出に基き、第2鉄筋送込み装置27と鉄筋移動量計測機構とによって第1鉄筋送込み装置26からの鉄筋後端の定量送り出し移動を行う第1ステップ操作指令、鉄筋後端をストッパーに突き当てる第2ステップ操作指令、ストッパーを非作用状態にして鉄筋移動量計測機構による鉄筋移動量を計測しながら引き戻し操作をして、鉄筋後端から鉄筋先端側に鉄筋残材長さ設定手段により設定された長さ分寄った位置が鉄筋切断装置28に来た時に引き戻し操作を一旦停止する第3ステップ操作指令、鉄筋切断装置28の作動により鉄筋をその残材用設定長さに切断する第4ステップ操作指令、引き続き第2駆動状態を継続して残材用設定長さに切断した鉄筋を鉄筋残材放出部29に供給する第5ステップ操作指令を発令する制御装置を設ける。
(もっと読む)
鋼棒の加工装置
【課題】形状やサイズの異なる加工品を容易に加工することができる鋼棒の加工装置を提供すること。
【解決手段】鋼棒1を送る鋼棒送り機構10と、この鋼棒送り機構10で送られた鋼棒1を略矩形状に折り曲げ形成する曲げ機構20とを備えた。曲げ機構20は、鋼棒1の外周部が当接可能な固定部22と、この固定部22とは鋼棒1を挟んで対向配置されるとともに固定部22に対して揺動自在に配置された可動ロール23と、この可動ロール23を固定部22に対して揺動させて鋼棒1を折り曲げる駆動機構とを有する構成とした。そのため、鋼棒送り機構10の鋼棒1の送り量を調整することで、種々のサイズの平面矩形状に形成した曲折鋼棒2を直線状の鋼棒1から加工することができる。
(もっと読む)
角型螺旋箍成形装置及びその成形方法
【課題】有効的に角型螺旋箍を製造することができる角型螺旋箍成形装置を提供する。
【解決手段】角型螺旋箍成形装置及びその成形方法において、中心回転部と、第1回転部と、複数の軸方向鉄筋纏部及び鉄筋彎曲装置とを含み、前記中心回転部は、前記第1の回転部とに並列設置し、且つ、軸方向に沿った前記第1回転部の前記中心回転部に対向する移動を介すると共に、前記鉄筋彎曲装置を鉄筋投入側に設置して、前記鉄筋投入側から鉄筋を前記中心回転部に送入した時、前記位置きめ部によって、当該鉄筋を挟持し、且つ、鉄筋圧製部を前記位置きめ部に対向させて圧制移動をすることにより、鉄筋において鉄筋彎曲部を形成させ、尚、前記中心回転部の回転作動を介して、前記軸方向鉄筋纏部との係止により、角型螺旋箍を有効的に形成する。
(もっと読む)
自立型トラスの製造装置
【課題】 ラチス筋のピッチおよび/またはトラスの全長の変更に自動的に対応できる自立型トラスの製造装置を提供すること。
【解決手段】 ラチス筋91ピッチを変更可能な折曲装置2と、搬送方向に移動可能で、屈曲させたラチス筋91の下側屈曲部95を固定する第1可動クランプ32および第2可動クランプ33と、2つの可動クランプ32、33と連動して搬送方向に移動可能で、2つの可動クランプ32、33のほぼ中央に配置されて、ラチス筋91の上側屈曲部92を上弦筋93に溶接する第1溶接機構41と、搬送方向に移動可能で、上側屈曲部92を上弦筋93に溶接したラチス筋91の下部を下弦筋94に溶接してトラス9を形成する第2溶接機構5と、静止クランプ31の位置を基準として、屈曲させたラチス筋91の下側屈曲部95の位置データを1タクトごとにシフトさせながら格納するメモリを有し、第1可動クランプ32、第2可動クランプ33および溶接機構41、5を制御する制御装置とを具備している。
(もっと読む)
1 - 10 / 10
[ Back to top ]