
Fターム[4E070AC01]の内容
Fターム[4E070AC01]の下位に属するFターム
短線 (18)
Fターム[4E070AC01]に分類される特許
1 - 20 / 54
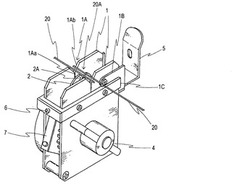
電線分配装置、電線供給装置及び電線供給方法
金属線条体の接続方法および接続装置
【課題】接続作業が容易な金属線条体の接続方法および軽量で携帯性に優れた金属線条体の接続装置を提供する。
【解決手段】相対する金属線条体同士を接続する金属線条体の接続方法である。相対する金属線条体を固定する一対の固定部と、一対の固定部の間に適宜間隔をあけて切り欠き部を備えた回転体と、を配設し、相対する金属線条体が並置されて形成された金属線条体の平行部の両端部を一対の固定部で固定し、金属線条体の平行部の略中央部を回転体の切り欠き部に配置した後、回転体を回転させることにより前記相対する金属線条体同士を撚り合わせる。一対の固定部が切り欠き部と押圧部材とを備え、切り欠き部に相対する金属線条体の平行部の両端部を配置し、両端部を押圧部材で押圧することにより固定する。
(もっと読む)
溶接接合方法

【課題】本発明は、2本の棒材を突き合わせ溶接する溶接接合方法に関し、突き合わせ溶接時の溶接熱で軟化した熱影響部において所定の破断荷重が確保される溶接接合方法を提供する。
【解決手段】2本の棒材1a,1bを突き合わせ溶接し、第2クランプ4a,4bで掴持された部分の温度が所定温度まで低下した時点で第2クランプ4a,4bによる掴持を解放し、第1クランプ3a,3bを互いに近接方向に加圧して溶接部2と第1クランプ3a,3bで掴持された部分との間に増肉部を形成する。
(もっと読む)
針金直線機具
【課題】曲がった針金を直線状に修復し、針金細工加工をしやすくする機具を提供する。
【解決手段】基盤となる土台の上に数個の溝付き戸車を設置し、いくつかの溝付き戸車の間を通り抜ける事で曲がった針金が直線になる。
(もっと読む)
線材の接合装置
【課題】線材を突き合わせ抵抗溶接により接合する装置において、線材の接合部分におけるバリの程度に応じてバリ取りを適切に行う。
【解決手段】一つの線材と別の線材とを突き合わせ、抵抗溶接により接合する押圧加熱部と、接合時に生じるバリを除去するバリ取り部とを備える接合装置である。バリ取り部15は、押圧加熱部にて接合された線材に生じたバリを研削する研削具151と、接合された線材のバリの形状を検出する検出器156と、検出器156により検出されたバリの形状によって研削具を動作させる制御部157とを有する。
(もっと読む)
線材の表面処理装置
【課題】高速な表面処理を行う場合であっても、大型化することなく、十分な処理時間を確保することができる、経済的な表面処理装置を提供する。
【解決手段】本発明の表面処理装置は、処理槽5の両側に配置され、線材2の許容曲率半径以上の半径を有し、かつ、軸方向に1列以上の案内軌道30a〜36a、30b〜36bを外周面に備え、導電性の回転体と、該回転体の中心で軸方向に伸長する導電性の給電軸と、前記回転体を該給電軸に対してこの給電軸と共に回転可能に支持する樹脂製の支持体と、前記回転体と前記給電軸とを電気的に接続する手段と、前記回転体を回転させる駆動機構とを備える、第1および第2の回転給電装置と、該第1および第2の回転給電装置のそれぞれと前記処理槽との間に配置され、相互に軸方向および高さ方向に位置がずれている2個以上のプーリが、1列以上配されている第1および第2のライン変更プーリ装置とを備える。
(もっと読む)
金属線材の矯正装置
【課題】矯正する金属線材に適切な残留応力を付与しつつ、その金属線材の破断を防止することのできる金属線材の矯正装置を提供する。
【解決手段】金属線材の矯正装置1は、複数のローラ10が間隔を開けて一列に配列された第1のローラ群11Aと第2のローラ群11Bが千鳥状に組み合わされて配設されている。この第1のローラ群11A及び第2のローラ群11Bのローラ10を、相対するローラ群に対して接近離隔する方向に移動可能とする弾性体14を備える。
(もっと読む)
絶縁被覆導線製造方法
【課題】構造が簡単で、かつ、絶縁被覆材料を導線に対して被覆すること
【解決手段】
断面が矩形状である導線2と絶縁被覆材料3を、金型開口部112から押出成形し、導線2の外周に絶縁被覆材料3を被覆した加工前絶縁被覆導線1を製造する絶縁被覆導線製造工程と、加工前絶縁被覆導線1に曲げ加工を行い曲げ部N2を有する加工後絶縁被覆導線10を形成する曲げ加工工程と、を備える絶縁被覆導線製造方法において、加工前絶縁被覆導線1の曲げ部M2の外周側M24の絶縁被覆材料3の厚みが、曲げ部M2の内周側M25の絶縁被覆材料3の厚みよりも厚い加工前絶縁被覆導線1を製造することにより、加工前絶縁被覆導線1を曲げた時に加工後絶縁被覆導線10の曲げ部N2の内周側N25の絶縁被覆材料3の厚みと曲げ部N2の外周側N24の絶縁被覆材料3の厚みが同じにすることができる。
(もっと読む)
コイル状鉄筋繰出し装置
【課題】手動工具で鉄筋先端部の矯正操作を行うことなく、楽に鉄筋加工装置に鉄筋の先端部を導入できるようにする。
【解決手段】鉄筋保持装置2を、上下軸心回りに回転自在に設置台3に取り付け、鉄筋保持装置2により保持されるコイル状鉄筋1の巻き径方向の外側で、且つ、コイル状鉄筋1の保持位置よりも高い位置に、横方向に繰出す鉄筋1を受ける一対の支持ローラ8を、それらの回転軸心を上下方向に沿わせた状態で横方向に並べて取り付ける支持体12を設け、一対の支持ローラ8よりも鉄筋保持装置2から遠ざかる側で一対の支持ローラ8間に対し遠近移動自在に支持体12に取り付ける曲り矯正ローラ13を設け、支持ローラ8を駆動回転するローラ駆動装置17を設けて鉄筋1を略直線状に矯正する押圧矯正機構4を構成してある。
(もっと読む)
金属線材の製造方法とこれにより製造される金属線材、皮剥ぎ装置、及び切削屑ガイド部材
【課題】金属線材の表層を連続して切削する皮剥ぎ工程を有する金属線材の製造方法において、皮剥ぎダイスにより金属線材の表層が切削されて生じる切削屑を、連続的に安定して排出させること。
【解決手段】金属線材の表層を連続して切削する皮剥ぎ工程を有する金属線材の製造方法であって、線材の送り通路と軸芯を一致させて配置され、上記金属線材を入口側に円形の切削刃を有する貫通孔に通過させて金属線材の表層を切削する皮剥ダイスと、皮剥ダイスの上流側に配置され、先端が尖った先細形状であり、該先端が皮剥ぎダイスの貫通孔の入口側に接近し、皮剥ぎダイスにより前記金属線材の表層が切削されて生じる切削屑を切断する2以上の切削チップと、中心部に金属線材が通過する貫通孔を有し、かつ切削チップの上流側に配置され、切削チップと共に切削屑の排出路を形成するガイド板と、を有する皮剥ぎ装置により皮剥ぎすることを特徴とする金属線材の製造方法。
(もっと読む)
鉄筋受止装置
【課題】安価で第1操作機構と第2操作機構の駆動操作が簡単に行えるようにする。
【解決手段】鉄筋1の先端部を接当させて位置決めする第1当て付け板7と、第1当て付け板7よりも下手側で接当させて位置決めする第2当て付け板とを備えたストッパー装置9を、鉄筋受止台5に対してその長手方向に変位自在に取付け、第1当て付け板7を鉄筋受止台5に対して上下方向に遠近移動操作する第1操作機構20を設け、鉄筋受止台5を鉄筋受止姿勢と鉄筋放出姿勢とに上下揺動操作する第2操作機構21を設け、1つの駆動装置16から第1操作機構20と第2操作機構21とに駆動力伝達機構24で駆動操作力を伝達し、第2操作機構21による鉄筋放出姿勢への揺動操作に先立って、第1操作機構20による第1当て付け板7の上昇移動操作を行うように構成してある。
(もっと読む)
金属ワイヤを供給する装置を備えた変形プレス機
【課題】変形プレス機用の簡単な構成のワイヤ供給装置を提供する。
【解決手段】外周溝がそれぞれ設けられた下側ガイドディスク3、4及び上側ガイドディスク7、8で構成され、金属ワイヤ供給装置には、ワイヤ供給筒型ガイド2が設けられ、前記上側ディスク7、8及び下側ディスク3、4が、ギアを駆動し該ギアに支持される上側シャフト及び下側シャフトで支持され、前記下側シャフトが駆動制御モータ15、16に動作可能に連結され、前記上側ディスク7、8がそれぞれ前記金属ワイヤ供給装置本体に対してスライド可能なスライド11、12で支持され、かつ、前記スライドが駆動シリンダピストンユニット13、14によって上方及び下方に駆動される、金属ワイヤを保持して供給する金属ワイヤ供給装置1。
(もっと読む)
溶接ワイヤ矯正装置
【課題】矯正ローラの位置再現性を容易に確保できるようにする。
【解決手段】溶接ワイヤ1の曲り癖を大径の矯正ローラ2と小径の矯正ローラ3,3aとの間を通すことにより直すようにした溶接ワイヤ矯正機構4の上記大径の矯正ローラ2を、矯正ローラ移動機構5の矯正ローラ取付座支持部材21に取り付けた矯正ローラ取付座10に取り付けるようにする。矯正ローラ移動機構5の上記矯正ローラ取付座支持部材21は、上端部を係止用フレーム6に取り付けて垂直に配置したスライド軸8にスライド部材15を介して昇降できるようにしてある。矯正ローラ移動機構5は、係止用フレーム6に係止できるようにしてあり、又、上記係止用フレーム6とスライド部材15との間には、ばね23が圧縮されて介装されている。矯正ローラ移動機構5を係止用フレーム6から離脱させると、ばね23によりスライド部材15、矯正ローラ取付座10を介して矯正ローラ2が下降できる。
(もっと読む)
撚線機のフライヤー弓
【課題】フライヤー弓の回転時の空気抵抗を軽減して、省エネルギー化に貢献するフライヤー弓を提供する。
【解決手段】長手方向端部10aの幅W0に比べて、長手方向中央部10bの幅W1が狭い平面形状を備える。長手方向中央部と長手方向端部との間の中間部は、当該長手方向中央部から当該長手方向端部に行くに従って、なめらかに幅が漸増する平面形状にすることができる。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、コアストランド2の周りに少なくとも7本のストランド材1が直径型付け率を70%以上91%以下に調整されて撚り合わされた原コード20が解撚され、1本のストランド材1が、原コード20のストランド材1の本数よりも少なくとも1周少ない周回環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に、余長部1eが嵌め入れられて巻き付けられて環状とされている。
(もっと読む)
線材の曲げ形成方法及び装置
【課題】線材の曲げ形成部分の内周面にしわが発生しない線材の曲げ形成方法及び装置を実現する。
【解決手段】丸パンチ145cの外周面に丸パンチ145cの中心軸と交差する状態で線材121を当接させ、線材121が丸パンチ145cの外周面に巻き付くように線材121を丸パンチ145c側に押圧することにより、線材121を曲げ形成する線材の曲げ形成方法及び装置において、丸パンチ145cがその中心軸に関して回転可能となるように支持する。
(もっと読む)
棒鋼の製造方法
【課題】コイルから引き出した線材に捩れが発生することを抑止することができ、線材の曲がりの矯正を、矯正を必要とする方向で確実に、しかも冷間で実施することができる棒鋼の製造方法を提供する。
【解決手段】熱間圧延で線材1が螺旋状に巻き取られたコイル3から、線材1を引き出して冷間矯正を行った後に、棒鋼2を製造する棒鋼の製造方法において、コイル3から線材1が引き出された直後の位置に配置した一対のピンチロール4で、コイル3から引き出された一本の線材1を挟持して捩れを拘束すると共に、捩れが拘束された線材1の曲がりを、その下流側に配置した複数の矯正ローラ5で矯正することで、冷間矯正を実施する。
(もっと読む)
電線導体の製造方法、電線導体、絶縁電線及びワイヤーハーネス
【課題】強度、伸び、屈曲性能に優れた電線導体を安定して製出することが可能な電線導体の製造方法を提供する。
【解決手段】0.12mass%以上0.32mass%以下のCoと、0.042mass%以上0.095mass%以下のPと、0.005mass%以上0.70mass%以下のSnと、とを含有し、Coの含有量[Co]mass%とPの含有量[P]mass%との間に、3.0≦([Co]−0.007)/([P]−0.008)≦6.2の関係を有し、残部がCuと不可避不純物とされた銅合金からなる銅線材を、冷間加工する冷間加工工程S3と、複数の銅素線を撚り合わせて銅撚線を形成する撚り線加工工程S4と、前記銅素線又は前記銅撚線に対して、200℃以上400℃以下で60分以上500分以下の熱処理を行う最終熱処理工程S6と、を備えている。
(もっと読む)
線材の模様付け加工方法および装置
【課題】眼鏡枠用の線材などの長尺の線材に対してレーザ光によって連続的に自動運転で高精度の模様付け加工を行うための方法および装置を提供する。
【解決手段】長尺の線材3の曲がりを直線矯正部11により直線状に矯正する手順と、前記線材を線材移動部14により保持してその軸線方向に所定量だけ移動させる手順と、前記線材を前記線材移動部による保持位置よりも後方の位置で線材固定部13により保持して固定する手順と、前記線材固定部および前記線材移動部によって保持された両保持位置の中間部分の前記線材の表面に対して、レーザ加工部15によりレーザ光を照射して模様付け加工を行う手順と、前記線材固定部による前記線材の保持を解放する手順とを順次繰り返すことにより、前記線材に周期的な模様を形成するものである。
(もっと読む)
棒、丸材、または、金属ワイヤなどの縦長の金属製品に用いる引張および/または直線化ユニット
本発明は、1以上の縦長の金属製品(11)を、前記金属製品(11)に作用する装置に供給する、引張および/または直線化ユニットに関する。前記引張および/または直線化ユニットは、供給される金属製品(11)が長手方向に配置され得る、第1駆動ローラー(12)と、金属製品(11)の供給軸(F)に対して、第1ローラー(12)の反対側に位置するために、供給時に前記第1ローラー(12)に対して金属製品(11)が効果的に維持される、第2コントラストローラー(13、15)とを有する。前記引張および/または直線化ユニットは、第2ローラー(13、15)に操作上結合されているアクチュエータ部材(23、25、26)で、少なくとも最初の位置決め段階において、第2ローラー(13、15)を第1ローラー(12)へと移動させ、第1ローラー(12)と第2ローラー(13、15)との間の距離を変更する、アクチュエータ部材(23、25、26)を有する。前記アクチュエータ部材は、供給時に実質的に継続して、第2ローラー(13、15)が第1ローラー(12)へと接近する最初の動きを操作可能な第1線形アクチュエータ(23)と、第2ローラー(13、15)の選択的、且つ、制御された動きを操作可能な、少なくとも1つの第2線形アクチュエータ(25、26)と、を有するので、金属製品(11)の実サイズに応じて金属製品(11)にコントラストが付与される。 (もっと読む)
1 - 20 / 54
[ Back to top ]