
Fターム[4E070BC03]の内容
Fターム[4E070BC03]に分類される特許
1 - 20 / 39
コイルばね、及び、コイルばねの製造方法
螺旋体製造装置及び螺旋体製造方法
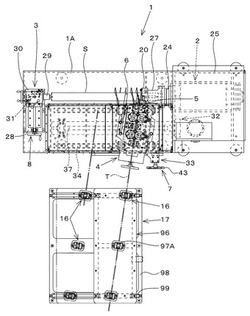
【課題】芯金に対して帯板をリード角に沿う方向に案内して、帯板にリード角を与えながらかつ芯金を支持しながら、帯板を螺旋状に成形でき、芯金からの長尺螺旋体の取り外しも容易にできるようにする。
【解決手段】帯板Tの一短面を当接しながら螺旋状に巻き付ける水平姿勢の芯金Sと、この芯金Sの基部側を支持して回転駆動する芯金駆動機構2と、芯金Sの先端を支持するセンタピン機構3と、芯金Sに対して帯板Tを案内供給する供給ヘッド機構4とを備える。前記供給ヘッド機構4は、帯板Tにリード角を与えながら芯金Sの下側近傍まで案内する案内ヘッド5と、芯金Sの軸心方向中途部の外周面と当接して芯金Sを支持する芯金支持手段6と、案内ヘッド5及び芯金支持手段6を芯金Sに対して遠近移動させる遠近移動手段とを有する。
(もっと読む)
線材の曲げ加工装置及び加工方法

【課題】帯状の線材を幅方向に曲げる際に、線材の曲げ方向内側の厚み方向の膨らみの発生を抑えることができ、同時に複数の線材の曲げ加工を容易に行うことができる線材の曲げ加工装置及び曲げ加工方法を提供する。
【解決手段】積層線材Wの曲げ方向内側面に当接する曲面9を有する当接部材7と、積層線材Wに曲げ荷重を付与して積層線材Wを曲面9に沿って曲げる曲げ部材19と、積層線材Wの曲げ量の進行に追従して曲面9の曲率中心軸線x回りの曲げ部材19より内側の軌道cを移動することにより、当接部材7の曲面9と積層線材Wの曲げ方向内側面との間に摩擦力を発生させた状態を維持させる圧接部材20とを備える。
(もっと読む)
成形部品を製造するための成形機
【課題】高い製造品質を伴った費用効果的な製造を行うことができるようにする。
【解決手段】ワイヤ、チューブまたは他の細長いワークピース120を成形することによって成形部品を製造するための成形機100は、複数の機械シャフトと、それらを駆動するための複数の電気駆動装置を有する駆動システムと、製造工程特有の動作プログラムに従った製造工程において、機械シャフトの動作運動を調整制御するための制御装置150と、製造工程用の成形機の動作速度を設定するための速度設定装置とを有する。オペレータ情報システムは、オペレータ情報の少なくとも1つの項目を決定して出力するために使用され、これにより、オペレータが、製造に必要なエネルギー消費量を表す少なくとも1つの最適化基準に対して、動作速度を最適化することが可能になる。
(もっと読む)
線材の曲げ形成方法及び装置
【課題】線材の曲げ形成部分の内周面にしわが発生しない線材の曲げ形成方法及び装置を実現する。
【解決手段】丸パンチ145cの外周面に丸パンチ145cの中心軸と交差する状態で線材121を当接させ、線材121が丸パンチ145cの外周面に巻き付くように線材121を丸パンチ145c側に押圧することにより、線材121を曲げ形成する線材の曲げ形成方法及び装置において、丸パンチ145cがその中心軸に関して回転可能となるように支持する。
(もっと読む)
曲げ加工装置
【課題】材料取り付け部と加工部の両方を回動し、重力に対し最も有利な加工ができる。
【解決手段】ワイヤコイル・スタンドV1に溜められたワイヤWが、繰り出しガイドV2を介して矯正部100を通り、ワイヤ送り部200により加工部F1へ送り込まれるようにしたものである。前記矯正部100は、装置本体側に固定された支持柱にハウジング101が回転自在に支持され、該ハウジング101に矯正ローラ103が装架されてなり、該ワイヤ送り部200は、装置本体側に固定された支持柱にハウジングが回転自在に支持され、該ハウジングに送りローラが装架されたローラ取付部210と、前記送りローラの動力駆動部220と、前記ハウジングの動力回動部230とを備える。
(もっと読む)
曲げ加工方法
【課題】加工時間が短く、加工精度が良好で、一端側連結部31の両側の1対の直線部30、30に、長さが異なる1対の折り曲げ部を同時に形成できる曲げ加工方法を提供する。
【解決手段】一端側連結部31が1対の直線部30、30の直角方向βに対して、両直線部30、30にそれぞれ形成する1対の折り曲げ部の長さの差分に応じて傾斜するように素材W1を形成する。その後、両直線部30、30に曲げ方向が同じとなる折り曲げ部を同時に形成する。これにより、折り曲げ部を形成した後に、一端側連結部31が両直線部30、30に対して所望の状態から傾斜することを防止できる。
(もっと読む)
曲げ加工装置
【課題】素材W2に4個所の曲げ加工を素材W2が送り方向に対して振れることなく施せ、装置が大型化することなく加工精度を良好にできる曲げ加工装置20aを提供する。
【解決手段】それぞれ回動軸23を中心に相対回動自在に直列に連結された5個の治具21a〜21eと、曲げ加工の際に素材W2が各治具21a〜21eに対して変位しないように回動軸23から所定量オフセットした位置に設けたオフセット曲げ部22、22とを備える。また、素材W2の送り方向上流端の治具21aを送り方向に対する回動不能及び送り方向に直角な方向に移動不能に、送り方向に沿って移動可能に配置する。曲げ加工の際には、治具21aを送り方向に沿って下流端の治具21eに近づくように移動させると共に、中央の治具21cに送り方向に対して直角方向一方に移動する力を付与しつつ、各治具21a〜21eを相対的に回動させる。
(もっと読む)
鉄筋加工装置
【課題】手間少なく安全に屈曲鉄筋を束ねて回収できる鉄筋加工装置を提供する。
【解決手段】上下方向に沿った姿勢の曲げ加工基盤と、曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部と、鉄筋を切断する剪断刃を設け、切断されて曲げ加工基盤の表面に沿って落下する略環状の屈曲鉄筋を受け止め自在な鉄筋受け部材を設け、受けとめた屈曲鉄筋を電磁力で吸着する電磁吸着装置31を設け、吸着した屈曲鉄筋を曲げ加工基盤から遠ざける第1移動機構32を設け、第1移動機構32により移動された屈曲鉄筋を掛止用棒状体33で掛止自在な鉄筋受取装置を設け、電磁吸着装置31により吸着されて第1移動機構32により移動された略環状の屈曲鉄筋の内方に掛止用棒状体33が侵入する掛止準備状態と、その掛止準備状態から電磁吸着装置31の電磁力を解除する受渡し状態とに切換え操作する制御装置を設けてある。
(もっと読む)
内部導体先端曲げ治具
【課題】内部導体の曲げ位置の一定化を容易に実現することができる内部導体先端曲げ治具を提供する。
【解決手段】内部導体2を所定長、突出させた状態の同軸ケーブル4を保持溝に保持し、該保持により突出させた内部導体2の先端部が逃げ穴9に位置した状態において、押込部15を押込むことにより曲げ部材14を逃げ穴9に嵌入させることで、内部導体2の先端部を曲げるものである。
(もっと読む)
ばね製造機
【課題】コイルばねの製造のみに適するばね巻き機により脚ばねを製造する。
【解決手段】ばね製造機(1)は線材進入部と、線材(10)を供給方向(s)に供給するための線材案内部(5)と、その後段に設けられた供給された線材(10)に対して直交するように上下方向にも機枠に対して垂直方向にも移動可能なスピンドル(16)と、その後段で線材供給方向に対して平行に(t)、線材供給方向に対して直交する2方向に移動可能な成形ツール(15)とを備えた機枠(2)を有する。線材案内路(27)はスピンドル内でスピンドルの機枠と反対に向けられた外側の側壁(31)から離間する。供給された線材はスピンドルを経て成形ツールに移動可能であり、スピンドル内の開口部(46)を介して線材案内路(27)に導入可能である。
(もっと読む)
圧縮コイルばねと、コイルばねの製造装置および製造方法
【課題】耐久性を高める上で有効な残留応力を有する圧縮コイルばねを提供する。
【解決手段】コイルばねの材料をA1変態点以下の温度で芯金に巻付けることにより、降伏応力を越える曲げ変形を与える。またこの曲げ変形を与えると同時に、材料に引張およびねじりの少なくとも一方の荷重を与えることにより、塑性加工(コイリング)を行なう。コイリング後に前記荷重が除荷される。このばねは、曲げ外側に圧縮残留応力が残留し、曲げ外側の表面から材料中心に向って圧縮残留応力が減少している。また曲げ外側の表面と材料中心との間に圧縮残留応力から引張残留応力に変化する応力変化部が存在する。この応力変化部と材料中心との間に、引張残留応力が最大となる引張応力ピーク部が存在し、この引張応力ピーク部から曲げ内側に向って、引張応力が減少する。曲げ内側の表面には、曲げ外側の圧縮残留応力よりも絶対値が小さい引張残留応力または圧縮残留応力が残留している。
(もっと読む)
角線導体折曲治具
【課題】角線導体の折曲部分の幅が一対の側面の方向に広くなることを抑制し、角線導体に矯正加工等を行うことを不要にすることができる角線導体折曲治具を提供すること。
【解決手段】角線導体折曲治具1は、第1ガイド面21を設けた第1治具部2と、第2ガイド面51を設けた第2治具部5とを有している。第1治具部2には、角線導体8の内側面に対面する内側折曲凸部3と、角線導体8の外側面に対面する外側対向凸部4とが設けてある。第2治具部5は、折曲起点を形成する角部31を中心に第1治具部2に対して相対的に回動可能である。第2治具部5には、角線導体8の外側面に対面する外側折曲凸部6が設けてある。折曲を行う過程においては、第1ガイド面21が角線導体8の折曲部分の一側面を拘束し、第2ガイド面51が角線導体8の折曲部分の他側面を拘束する。
(もっと読む)
曲げ加工装置及び曲げ加工機
【課題】素材Wの3個所を折り曲げる加工を、素材Wの引き込みを生じることなく行え、加工精度を良好にできる曲げ加工装置12を提供する。
【解決手段】第一の治具13と第二の治具14とは、回動軸15を中心に回動自在に連結される。また、該回動軸15から前記素材Wの回動側のオフセットした位置に、オフセット曲げ部18を配置する。また、前記第二の治具14に、基部19に対し所定量スライドするスライド部20と、該基部19に固定される固定曲げ部21とを配置する。また、該スライド部20には、スライド曲げ部24を設ける。そして、前記両治具13,14を回動させると共に前記スライド部20をスライドさせ、前記素材Wを各抑え部16,23a,23bに対し変位させることなく、該素材Wに曲げ加工を施す。
(もっと読む)
線材成形装置及びコイル製造装置
【課題】線材を連続的に搬送しながら成形加工を行う際に型内に搬送方向上流側の線材が引き込まれることを抑制できるとともに、線材を所定形状に成形する際に当該線材の表面に擦れが生じることを抑制できる線材成形装置等を提供する。
【解決手段】略円弧状の固定成形面55を有する固定型51と、固定成形面55に対向する略円弧状の可動成形面56を有し、所定の揺動支点53を中心に揺動可能に構成された可動型52と、固定成形面55と可動成形面56との間に線材33を搬送供給する搬送機構とを備え、前記搬送機構は、固定成形面55の搬送方向上流側端部55aの接線に略一致するように設定された搬送線57に沿って線材33を搬送する構成とされ、揺動支点53が、搬送線57よりも可動型52側であって、固定成形面55の搬送方向上流側端部55aよりも搬送方向上流側Faに配置されている。
(もっと読む)
曲げ加工装置
【課題】素材を異なる方向に折り曲げる際に、該素材を取り外すことなく、該素材の曲げ加工を精度良く行える曲げ加工装置16を提供する。
【解決手段】第一の曲げ部27と第二の曲げ部28とを、互いに偏心させた状態で配置する。そして、前記素材を両曲げ部27,28の間に配置した状態で、前記第一の曲げ部27を前記第二の曲げ部28の中心軸を中心として回転させることにより、前記素材を片側に折り曲げる。次いで、該素材を前記両曲げ部27,28の間から外すことなく該素材の曲げ位置をずらす。そして、前記第二の曲げ部28を前記第一の曲げ部27の中心軸を中心として回転させることにより、前記素材を反対側に折り曲げる。
(もっと読む)
曲げ加工装置
【課題】素材Wの複数個所を折り曲げる加工を、素材Wの引き込みを生じることなく同時に行え、加工精度を良好にできる曲げ加工装置12を提供する。
【解決手段】第一の治具13と第二の治具14とは、回動軸15を中心に回動自在に連結される。また、第一の回動曲げ部16及び第二の回動曲げ部17は、両治具13,14の回動に連動して、それぞれの支点P,Qを中心として回動する。該各支点P,Q及び前記第一の治具13に設けた治具側曲げ部19を、曲げ加工の際に、前記素材Wが前記両治具13,14に対し変位しないように、前記回動軸15からオフセットさせて配置する。また、該両治具13,14の回動に連動させて、前記各回動曲げ部16,17を回動させることにより、前記素材Wの複数個所に同時に曲げ加工を施す。
(もっと読む)
コイル縮径装置
【課題】量産に対応でき、かつ、形状が良好な形状記憶スプリングワッシャが得られる形状記憶スプリングワッシャのコイル縮径装置を提供する。
【解決手段】形状記憶合金からなる線材をコイル状に巻く巻取り工程、形状記憶処理工程、コイル形状に巻かれた該線材のコイル径を縮径させる縮径工程、及び、スプリングワッシャ形状に切断する切断工程よりなる形状記憶スプリングワッシャの製造方法に用いる形状記憶スプリングワッシャのコイル縮径装置。
(もっと読む)
曲げ加工装置及び曲げ加工機
【課題】曲げ加工の際に、該素材2が引き込まれることを防止して、曲げ加工時に該素材2に損傷が生じることを防止する。
【解決手段】前記素材2に曲げ加工を施す曲げ加工装置1aは、回動軸5aで連結される第一及び第二の治具3a、4aを備える。このうちの第一の治具3aは、抑え部6と曲げ部7とを有し、第二の治具4aは、抑え部8を有する。前記素材2の曲げ中心Pは、回動中心Oに対し回動側に所定量オフセットして配置される。曲げ加工の際に、前記素材2が前記両治具3a、4aに対し変位しない。
(もっと読む)
鉄筋加工装置
【課題】鉄筋の切り分け加工後に出る残材の利用価値を、高め易くする。
【解決手段】後端検出機構による鉄筋後端の通過検出に基き、第2鉄筋送込み装置27と鉄筋移動量計測機構とによって第1鉄筋送込み装置26からの鉄筋後端の定量送り出し移動を行う第1ステップ操作指令、鉄筋後端をストッパーに突き当てる第2ステップ操作指令、ストッパーを非作用状態にして鉄筋移動量計測機構による鉄筋移動量を計測しながら引き戻し操作をして、鉄筋後端から鉄筋先端側に鉄筋残材長さ設定手段により設定された長さ分寄った位置が鉄筋切断装置28に来た時に引き戻し操作を一旦停止する第3ステップ操作指令、鉄筋切断装置28の作動により鉄筋をその残材用設定長さに切断する第4ステップ操作指令、引き続き第2駆動状態を継続して残材用設定長さに切断した鉄筋を鉄筋残材放出部29に供給する第5ステップ操作指令を発令する制御装置を設ける。
(もっと読む)
1 - 20 / 39
[ Back to top ]