
Fターム[4E070BC08]の内容
Fターム[4E070BC08]の下位に属するFターム
回転 (38)
Fターム[4E070BC08]に分類される特許
1 - 15 / 15
線材成形機
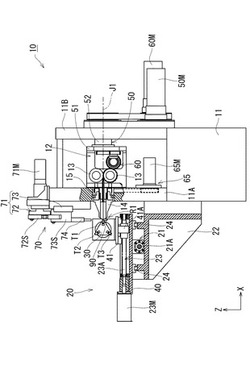
【課題】従来よりも線材を成形するためのスペースを広くすることが可能な線材成形機の提供を目的とする。
【解決手段】本実施形態に係る線材成形機10では、ツール直動駆動機構20が第2可動ベース41を直動させて成形ツールT1の直動位置を制御する。また、ツール回転駆動機構31が成形ツールT1をツール旋回軸J2回りに回転させて、成形ツールT1の線材90に対するツール旋回軸J2回りの相対的な回転位置を制御し、線材回転駆動機構50が線材90を線材送給軸J1回りに回転させて、成形ツールT1の線材90に対する線材送給軸J1回りの相対的な回転位置を制御する。ここで、第2可動ベース41には、ツール回転駆動機構31のみが搭載されているので、従来の線材成形機に比べて、第2可動ベース41周辺をコンパクトにすることができ、線材90を成形するためのスペースを広くすることができる。
(もっと読む)
バスバーの製造装置及びその製造方法

【課題】金型を用いることなく製造が可能であって、その製造工程を簡素化するとともに、複数種類のバスバーを比較的容易に製造する。
【解決手段】バスバーの製造装置20は、角線14を長手方向に繰出す送り装置21と、繰出された角線を把持する第一把持装置30と、第一把持装置30を角線の長手方向に移動させる第一把持移動用アクチュエータ40と、第一把持装置30より下流側の角線を把持する第二把持装置50と、第二把持装置50を角線の長手方向に移動させる第二把持移動用アクチュエータ60と、第一及び第二把持装置の中間の角線に幅方向から接触する接触部材76を角線と直交する方向に往復移動させて角線を側方に突出させる加工用アクチュエータ70とを備える。製造方法は、角線を繰出すことにより角線からなる板状の本体部12aを形成する繰出し工程と、本体部12aの側縁から突出したタブ12bを形成するタブ成形工程を交互に繰り返す。
(もっと読む)
ワイヤ曲げ装置
【課題】簡易な構造で、ワイヤ送りユニットと成形ツール等との相対位置を自由に変更することができ、高い精度で曲げ加工を実施することが可能なワイヤ曲げ装置を提供する。
【解決手段】成形ツール24を用いてワイヤ50を加工するワイヤ加工空間52へ、ワイヤ50を送り出すワイヤ送りユニット51と、複数の成形ツール24を支持し、回転することが可能な複数のツール選択機構2と、複数のツール選択機構2を支持し、互いに直交する二軸方向に移動することが可能な一又は複数の可動機構とを備える。ツール選択機構2は、第一の可動部4a、4b及び第二の可動部3a、3bと連結してある支持部9a、9b上に設けてあり、ツール選択機構2が、送り出されるワイヤ50の軸芯を中心軸として円弧を描いて移動するよう制御する。
(もっと読む)
トロリ線の曲げ具
【課題】軽量、コンパクトで、操作性の良い、トロリ線のクセ直し及びスライダーの形成ができるトロリ線の曲げ具を提供する。
【解決手段】トロリ線7を支持する第1の支持部5及び第2の支持部6を有するベース本体1と、上記ベース本体に設けた枢支軸20と、上記枢支軸に傾動自在に枢支した傾動部17と、この傾動部の一端に設けた、上記ベース本体に支持されたトロリ線を押圧する第1の押圧部と第2の押圧部を有する押圧体21と、上記傾動部の他端に設けた一方のギア部22と、上記ベース本体に傾動自在に枢支した、一端に上記一方のギア部に噛合する他方のギア部24を有し、他端に握り部を有するハンドル部23とよりなる
(もっと読む)
端面平坦コイルばね製造方法、及び端面平坦コイルばね製造装置
【課題】端縁が平坦なコイルばねを製造する端面平坦コイルばね製造方法、及び端面平坦コイルばね製造装置を提供する。
【解決手段】端面平坦コイルばね製造装置は、第1ロール32と第2ロール34と第3ロール36を備え、第2ロール34を螺進方向に前後進可能で、かつ傾動自在とした。また第3ロール36の両側にピッチツール90を螺進方向に移動自在に設けた。始点での端縁は、第2ピッチツール92等を前進させ、かつ第2ロール34により負のピッチを形成し、端縁の同一平面を確保する。また終端での平坦端面は、ピッチツール90を徐々に戻して形成する。
(もっと読む)
コイルばね製造装置
【課題】所望のピッチを正確に成形できるコイルばね製造装置を提供する。
【解決手段】コイルばね製造装置は、第1ロールと第2ロールと第3ロールでコイル用線材を湾曲し、湾曲されたコイル用線材をピッチツールで螺進方向に押圧し、所望の径とピッチのコイルばねを成形する。コイル用線材の搬送方向下流側に配置された第2ロールを、コイルばねの螺進方向に沿って前後進可能とし、かつコイル用線材の搬送方向と平行な回転軸周りに傾動可能として構成した。
(もっと読む)
コイルばね製造機の成形装置
【課題】成形工具ユニットを調整する自由度を高めることができるコイルばね製造機の成形装置を提供する。
【解決手段】第1軸駆動手段20は基台10に設けられている第1のアクチュエータ21と、第1のアクチュエータにより駆動回転される第1のウォームギヤ22と、第1のウォームギヤに螺合する第1の摺動台座23とを備えており、第2軸駆動手段30は第1の摺動台座に設けられている第2のアクチュエータ31と、第2のアクチュエータにより駆動回転される第2のウォームギヤ32と、第2のウォームギヤに螺合するとともに第1の摺動台座に対して直線移動可能な第2の摺動台座33とを備えており、一対の成形工具ユニット40は第1軸駆動手段および第2軸駆動手段を介して基台に対して個別に縦方向および横方向に二次元移動可能となっており、この一対の成形工具ユニットを調整する自由度を高めている。
(もっと読む)
曲げ加工装置
【課題】 材料取り付け部と加工部の両方を回動し、重力に対し最も有利な加工できる。
【解決手段】 支柱の上端に、直線状材料を水平に倒し固定した状態で軸線回りに回動させる材料固定部と、材料固定部から水平に張り出した材料を加工部で案内し、張り出した材料に直交する軸線を持ち、材料固定部の片側または両側に設けられたマンドレルと、マンドレルを軸線回りに回動させるマンドレル回動部と、マンドレルを中心に貫通させ、かつ、その回りに回動可能に嵌挿された円盤状の曲げスリーブと、曲げスリーブに突設された曲げ凸部と、曲げスリーブを軸線回りに回動させる曲げスリーブ回動部と、マンドレルを材料固定部の材料定置空間部の水平軸線の延長上を中心として、鉛直面内で旋回できるようにしたマンドレル公転部と、マンドレルを材料固定部の材料定置空間部の水平軸線に平行に移動させるようにしたマンドレル水平移動部とを備える。
(もっと読む)
ばね製造機
【課題】コイルばねの製造のみに適するばね巻き機により脚ばねを製造する。
【解決手段】ばね製造機(1)は線材進入部と、線材(10)を供給方向(s)に供給するための線材案内部(5)と、その後段に設けられた供給された線材(10)に対して直交するように上下方向にも機枠に対して垂直方向にも移動可能なスピンドル(16)と、その後段で線材供給方向に対して平行に(t)、線材供給方向に対して直交する2方向に移動可能な成形ツール(15)とを備えた機枠(2)を有する。線材案内路(27)はスピンドル内でスピンドルの機枠と反対に向けられた外側の側壁(31)から離間する。供給された線材はスピンドルを経て成形ツールに移動可能であり、スピンドル内の開口部(46)を介して線材案内路(27)に導入可能である。
(もっと読む)
線材成形装置及びコイル製造装置
【課題】線材を連続的に搬送しながら成形加工を行う際に型内に搬送方向上流側の線材が引き込まれることを抑制できるとともに、線材を所定形状に成形する際に当該線材の表面に擦れが生じることを抑制できる線材成形装置等を提供する。
【解決手段】略円弧状の固定成形面55を有する固定型51と、固定成形面55に対向する略円弧状の可動成形面56を有し、所定の揺動支点53を中心に揺動可能に構成された可動型52と、固定成形面55と可動成形面56との間に線材33を搬送供給する搬送機構とを備え、前記搬送機構は、固定成形面55の搬送方向上流側端部55aの接線に略一致するように設定された搬送線57に沿って線材33を搬送する構成とされ、揺動支点53が、搬送線57よりも可動型52側であって、固定成形面55の搬送方向上流側端部55aよりも搬送方向上流側Faに配置されている。
(もっと読む)
ばね製造機
【課題】一次加工された線材に対し回転及び屈曲等の二次加工を行った場合に、線材がクイルに干渉しないばね製造機を提供する。
【解決手段】一次加工された線材を把持部材に把持させると共にクイル5を後退させて、フレーム10に設けてある曲げダイス8e及びスピンドルを、クイル5から離反させ、一次加工された線材とクイル5との間に適当な間隙を設けて、一次加工された線材を二次加工し、二次加工において線材とクイル5とが接触することを回避する構成とした。
(もっと読む)
コイルばねの製造方法及びその製造装置
【課題】各巻き部間が所定の拡開量で湾曲されたコイルばねを確実に得る。
【解決手段】直線状コイル20を構成する複数の巻き部21のうち、これから加工すべき先行の巻き部21aに拡開ツール30、30a、30b、30cを押し当ててこの先行の巻き部21aを塑性変形させる一方、この先行の巻き部21aと隣接する後行の巻き部21bに対しては拡開ツール30、30a、30b、30cが非当接であるかあるいは弾性限度内での一時的な変形を許容しつつ当接するようにして、両巻き部21a、21b間のピッチを拡開させる工程と、拡開ツール30、30a、30b、30cの押圧状態を解除する工程とを、各巻き部21毎に順次行うことにより、湾曲状に成形されたコイルばね10を得る。
(もっと読む)
整列曲げ成形方法、及び整列曲げ成形装置
【課題】複数のワイヤをインシュレータに巻きつけるときの事前曲げ成形に用いられる方法であって、複数のワイヤ整列したまま、所定形状に曲げ、ワイヤの間に隙間が生じない整列曲げ成形方法、及び整列曲げ成形装置を提供すること。
【解決手段】2本のワイヤ4,5にそれぞれテンションを作用させつつ、曲率半径の異なる溝からなる成形部13a,13b備える加工ローラ13を、2本のワイヤ4,5に押し付けて曲げ成形する。すなわち、2本のワイヤ4,5の一端側の端面の位置を合わせた状態で固定手段11に固定し、固定手段11に対して、2本のワイヤを各々別々にテンション手段12によりテンションをかける。そして、第1成形部13aを第1ワイヤに係合させ、第2成形部13bを第2ワイヤに係合させた状態で、加工ローラ13をワイヤ4,5が90度曲げ成形される方向に移動させる。
(もっと読む)
コイルスプリングの製造装置
【課題】 コイルスプリングの形状ばらつきを最小限にし、寸法精度の良い安定したコイルスプリングを成形する。
【解決手段】 フィードローラ11〜14を介して、右方向へ供給される材料Wを、コイリングピン15に押し当て、次いでコイリングピン16に押し当てて材料を塑性変形させて曲率を付与する。コイリングピン15,16は、コイリングピンホルダー17,18に保持され、さらに、コイリングピンホルダー17は振動発生装置19に保持されている。振動発生装置19は、微細振動を発生して、その微細振動がコイリングピンホルダー17を介して、コイリングピン15に伝えられる。その結果、材料Wに接触するコイリングピン15の先端も微細振動することにより、コイリングピン15と材料Wとの摩擦抵抗が低減されるとともに摩擦抵抗の変動も低減される。
(もっと読む)
ばね製造機
【課題】駆動源を設けることなく曲げダイスを取付けてある揺動杆を揺動させて直線部分を成形する必要のあるばねを製造でき、また製造費用を削減することができる。揺動杆の揺動と進退とを独立させ揺動杆の揺動角及び進退距離をそれぞれ個別に調整して揺動杆の揺動及び進退をばねの仕様に対応させることができるばね製造機を提供する。
【解決手段】揺動杆12の一端部に第1の枢軸13を取付けてスライド本体11に連結し、他端部に曲げダイス16を取付けるようにしてあり、揺動杆12の上側面に連結片41を設け、連結片41に開設してある貫通孔に回動自在な第2の枢軸42を挿入し、第2の枢軸42を、第2の曲げダイス取付けスライド20に取付けてある案内部材21に形成してあり、線材の送り出し方向に平行な案内溝に嵌合させ、スライド本体11及び第2の曲げダイス取付けスライド20にそれぞれモータM1、M2を連結してある構成とした。
(もっと読む)
1 - 15 / 15
[ Back to top ]