
Fターム[4E070BF02]の内容
Fターム[4E070BF02]の下位に属するFターム
片刃のみ移動するもの (27)
Fターム[4E070BF02]に分類される特許
1 - 16 / 16
鉄筋受止装置
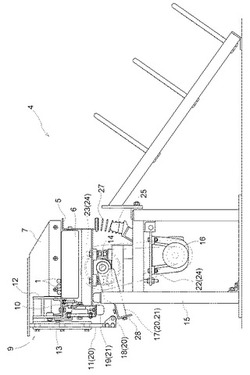
【課題】安価で第1操作機構と第2操作機構の駆動操作が簡単に行えるようにする。
【解決手段】鉄筋1の先端部を接当させて位置決めする第1当て付け板7と、第1当て付け板7よりも下手側で接当させて位置決めする第2当て付け板とを備えたストッパー装置9を、鉄筋受止台5に対してその長手方向に変位自在に取付け、第1当て付け板7を鉄筋受止台5に対して上下方向に遠近移動操作する第1操作機構20を設け、鉄筋受止台5を鉄筋受止姿勢と鉄筋放出姿勢とに上下揺動操作する第2操作機構21を設け、1つの駆動装置16から第1操作機構20と第2操作機構21とに駆動力伝達機構24で駆動操作力を伝達し、第2操作機構21による鉄筋放出姿勢への揺動操作に先立って、第1操作機構20による第1当て付け板7の上昇移動操作を行うように構成してある。
(もっと読む)
線材の曲げ形成方法及び装置

【課題】線材の曲げ形成部分の内周面にしわが発生しない線材の曲げ形成方法及び装置を実現する。
【解決手段】丸パンチ145cの外周面に丸パンチ145cの中心軸と交差する状態で線材121を当接させ、線材121が丸パンチ145cの外周面に巻き付くように線材121を丸パンチ145c側に押圧することにより、線材121を曲げ形成する線材の曲げ形成方法及び装置において、丸パンチ145cがその中心軸に関して回転可能となるように支持する。
(もっと読む)
ワイヤ成形装置
【課題】成形途中におけるワイヤの切断加工や切断部位を選択する際の自由度を高めることができるワイヤ成形装置を実現する。
【解決手段】複数の動作の異なる成形ツールと1つの切断ツールとが着脱自在に放射状に配置され、当該複数の成形ツールと前記1つの切断ツールの中から所定のツールを選択できるように、ワイヤ軸線Lと所定の角度をなす駆動軸を中心に回転するツール選択テーブル210と、前記ツール選択テーブルを回転させる選択テーブル駆動手段211とを具備する。
(もっと読む)
ヘリコイド絞り圧延機を利用したコイルバネの製造方法
本発明は、コイルバネの製造時、同一の強度を有しながらもコイルバネの重量を大幅に減らすと同時に、環境に優しくコイルバネを製造することができ、一つのコイルバネ材料を使用して様々な材料径を有するコイルバネを製造することができるヘリコイド絞り圧延機を利用したコイルバネの製造方法に関する。
本発明の一つの特徴に従ったヘリコイド絞り圧延機を利用したコイルバネの製造方法は、フリーストレイテナーによって直線状に矯正されたコイルバネ材料を表面処理装置へ供給し、コイルバネ材料の外面にショットブラスティング処理又はスカーフィング処理をする表面処理ステップ;表面処理されたコイルバネ材料を第一の加熱装置へ供給し、所定温度まで加熱する第一次加熱ステップ;第一次加熱されたコイルバネ材料をヘリコイド絞り圧延機の複数の上部圧延ローラーと下部圧延ローラーとの間に連続的に供給し、製造されるコイルバネの材料径と同一になるようにコイルバネ材料を連続的に圧延して直径を減少させる断面減少圧延ステップ;材料径が減少されたコイルバネ材料の直径を直径測定装置によって測定し、長さ測定装置によって長さを測定した後、切断装置を利用して前記コイルバネ材料を必要な長さに切断する切断ステップ;切断されたコイルバネ材料を第二の加熱装置へ供給して前記断面減少圧延ステップと材料切断ステップとを行いながら低下したコイルバネ材料の温度を補償するために所定温度まで再加熱する第二次加熱ステップ;第二次加熱されたコイルバネ材料をコイリングマシンによってコイルバネ形態に成形するコイルバネ成形ステップ;及び成形されたコイルバネを油焼き入れ処理した後、焼き戻し処理をする熱処理ステップ;を含む。  (もっと読む)
(もっと読む)
ワイヤカッター
【課題】ワイヤのバリおよび変形を低減しつつワイヤを切断できるワイヤカッターを提供すること。
【解決手段】ワイヤカッターに第1把持手段と第2把持手段と切断手段とを設け、切断手段によってワイヤを切断する際に、第1把持手段および第2把持手段でワイヤを把持するとともに、第1把持手段によってワイヤを切断手段から離れる方向に引っ張る。
(もっと読む)
ワイヤカッタ
【課題】ワイヤの切断時において、ワイヤの切断部分にふくらみ部分のないワイヤカッタを提供する。
【解決手段】ワイヤ9の切断操作を行なう操作用ハンドル2と、操作用ハンドル2に取着され、ワイヤ9を案内するワイヤ案内路7が形成された切断部3と、を備え、前記ワイヤ案内路7に案内された前記ワイヤ9を切断するワイヤカッタ1であって、前記切断部3は、前記ワイヤ案内路の両側に前記ワイヤ9を緊張状態で挟持する一対のワイヤ挟持部40と、該一対のワイヤ挟持部40間で、異なる方向から前記ワイヤ案内路7の一点に向かって移動する複数の切断刃60a,60bと、を備えてなる。
(もっと読む)
線材成形機
【課題】従来のものより剛性を高めることが可能な線材成形機の提供を目的とする。
【解決手段】本発明の線材成形機10は、ベースプレート11Aとベースプレート11Aから起立した起立壁11B,11Bと、起立壁11B,11Bを挟んでベースプレート11Aに上方から対向した天井壁11Cとを一体に固定してなるベースフレーム11に、線材送給装置12と切断ツール駆動機構50と成形ツール駆動機構20とが保持され、しかも、成形ツール駆動機構20は、ベースプレート11Aと天井壁11Cとに上下の両端部が保持されたから、線材送給装置12と成形ツール駆動機構20との間に剛性が従来より高められる。これにより、線材90の径が太くなってもコイルばねを安定して成形することができる。
(もっと読む)
グリップリングの製造方法
【課題】グリップリングの製造方法において、合口部の切削加工を自動機による連続加工にすることにより、生産性の向上をはかる。
【解決手段】グリップリングの製造方法において、線材を矯正加工した後、所定の寸法に切断して短尺のバ−材1をつくり、それの両端部、すなわち、コイリング加工後のリング両端の合口部に相当する個所の切削加工を、線材をリング形状に加工する工程(コイリング加工)に先立って、行う構成とすることにより、この加工を連続的な機械加工により行うようにして、生産性の向上を可能にした。
(もっと読む)
コイルばね製造機およびコイルばね製造方法。
【課題】形成されたコイルばねの切断工程において、切断工具の駆動源であるモータの動作負荷を抑え、かつコイルばねの高速生産が可能となるコイルばね製造機ならびにコイルばね製造方法を提供すること。
【解決手段】線材90を送給可能な線材送給装置20と、線材送給装置20から送給された線材90を巻回するための成形工具35a,35bと、成形工具35a,35bを進退移動させる成形工具駆動装置30a,30bと、成形されたコイルばねを切り離すための切断工具47と、切断工具駆動用モータ55の回転動力をクランク機構部52を介して直線動力として切断工具47に伝達し、切断工具47をコイルばねの切断位置に対して進退移動させる線材切断装置40とを備え、切断工具駆動用モータ55をコイルばねの切断位置を中間点として往復回転運動させると共に、切断工具駆動用モータ55の往動時かつ復動時にコイルばねの切り離しがなされるようにした。
(もっと読む)
電線処理システム
【課題】作業者の負担を軽減するとともに、多品種少量生産に適した電線供給を可能にし、しかも電線を巻き戻す必要のない電線処理システムを提供する。
【解決手段】第一切断刃を有する端子圧着装置2と、互いに異なる線種の電線が巻かれた複数の電線ドラム、及び複数の電線ドラムの中から一つを選択し、電線ドラムを所定の取出位置Aまで移動させる駆動機構11を有し、取出位置Aの電線ドラムに巻かれた電線Lを端子圧着装置2に対して供給することを可能とする電線供給装置3と、取出位置Aに配置された電線ドラムから延出された電線Lを、引張って繰出させるとともに、その電線Lの先端部分を端子圧着装置2に供給する電線送り装置4とを具備する。電線送り装置4には、繰出された電線を切断するための第二切断刃53と、端子圧着装置2から送信される情報に基づいて第二切断刃53を動作させる切断制御手段とが備えられている。
(もっと読む)
タイヤビードのビードワイヤー両端末結線装置
【課題】 ビードワイヤーの両端末結線作業の作業効率を従来に比べて向上させることができるタイヤビードのビードワイヤー両端末結線装置を提供する。
【解決手段】 互いに所定の間隔を隔てて対峙し、タイヤビードのビードワイヤー両端末近傍部を切断する一対のカッターと、結線用チューブを収容する半円柱状のチューブ保持溝とチューブ保持溝の両端に小径端部が接続する半円錐台状の一対の案内溝とが表面に形成された一対の半部分から成る結線用チューブ保持部材とを備える。
(もっと読む)
線材移送切断機
【課題】線材を切断する際、端面に擦り傷を生じることがなく、高い寸法精度で短寸材及び長寸材の双方を検出することのできる線材移送切断機を提供する。
【解決手段】本発明の線材移送切断機1は、基部に配設され線材を一定長ずつ移送する移送手段と、該線材の移送長を測定する測長手段と、移送された該線材を切断するカッターと、該移送手段及び該測長手段及び該カッターの動作を制御する制御手段と、を備える線材移送切断機であって、移送される該線材に押圧されることにより該基部9に対して変位するストッパ部材4を備え、該測長手段(リニアエンコーダ5)は該ストッパ部材4の変位量を測定することを特徴とする。また、前記ストッパ部材4を前記線材の移送方向と反対向きに付勢する付勢手段(コイルばね7)を備えることが好ましい。前記ストッパ部材4は複数あって前記線材に押圧される被押圧面43の形状が異なり、かつ取り替え可能であってもよい。
(もっと読む)
線材供給装置および線材の供給方法
【課題】 線材送出手段から軸周りに回転しながら送出される線材の軸周りの回転を許容しながら線材の送出先端部を線材送出方向へ位置決めすることを可能にする。
【解決手段】 コード供給装置80には、コード製造ライン10から軸周りに回転しながら送出されるコード20Aの送出先端部を保持した状態で線材送出方向(X方向)に移動する先端保持部82が設けられている。この先端保持部82は、コード製造ライン10から軸周りに回転しながら送出されるコード20Aの送出先端部と同軸上に配置された磁気吸着手段Mを有し、この磁気吸着手段Mでコード20Aの送出先端部を吸着することによりコード20Aの軸周りの回転を許容しながらコード20Aの送出先端部を保持可能に構成されている。
(もっと読む)
線状部材の定長切断方法及び装置
【課題】 線状部材の先端を掴み、定長の往復運動を行いながら定長切断を行うときの時間的ロスを低減して高速化する。
【解決手段】 前方チャック1で線状部材Cの先端部を保持する。前方チャック1を前方へ、線状部材Cの切断長L1の1/2移動させると共に、カッタ2及び後方チャック3を後方へ、前方チャック1と等距離移動させる。後方チャック3で線状部材Cを掴み、受取装置のチャック4、5で線状部材Cを掴んだ後に、カッタ2で線状部材Cを切断する。カッタ2を後退させて前方チャック1の掴み代を確保した後に、前方チャック1、カッタ2及び後方チャック3を最初の位置に戻す。
(もっと読む)
線状部材の押出し供給方法
【課題】 簡易な構成によって、所定の長さに切断した線状部材を配設位置に向けて順次横方向に効率良く送り出すことのできる線状部材の押出し供給方法を提供する。
【解決手段】 所定の長さに切断した線状部材18を、後続する線状部材18aを用いて押し出して所定の位置に供給するための押出し供給方法であって、連続供給される線状部材18を先端からガイド部材24の平行面筒状部24aに挿入した状態で、線状部材18を切断機構34により所定の長さに切断する工程と、切断した線状部材18を、後端が平行面筒状部24aに位置するまで引出し機構40を用いて前方に引き出す工程と、後続する線状部材18aを前方に送り出し、テーパー面筒状部24bを介して平行面筒状部24aに先端を案内して挿入した後、後続する線状部材18aをさらに送り出すことにより、線状部材18を平行面筒状部24aから押し出して所定の位置に向けて供給する工程とを含む。
(もっと読む)
渦巻きばね成形方法及び成形装置
【課題】 アウターフックが渦巻きばねの外周から離れてしまうことを防止できる渦巻きばね成形方法及び成形装置を提供する。
【解決手段】 マンドレル8の先端にその軸心から偏心した位置に偏心係止溝15を設けて、この偏心係止溝15にばね材料1aの先端を挿入して係止させた状態で前記マンドレル8をその軸心を中心に回転させて、前記偏心係止溝15によりインナーフックを成形すると共に前記ばね材料1aを渦巻状に前記マンドレル8の外周に巻き付け、前記マンドレル8の外周へのばね材料1aの巻き付け終了後、前記マンドレル8の反回転方向側に配置された一方の切断刃11と一方のアウターフック成形押型9および前記マンドレル8の回転方向側に配置された他方の切断刃12と他方のアウターフック成形押型9とを相互に対向方向側へ前進させ、前記マンドレル8に巻き付けられた前記ばね材料1aの近接位置付近で、前記ばね材料の巻終わり部位を切断すると共に、前記アウターフックを成形する。
(もっと読む)
1 - 16 / 16
[ Back to top ]