
Fターム[4E070CA02]の内容
Fターム[4E070CA02]の下位に属するFターム
Fターム[4E070CA02]に分類される特許
1 - 7 / 7
長尺材移送装置および長尺材移送方法
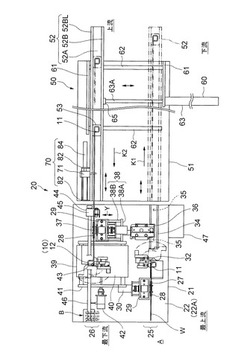
【課題】多くの長尺材に連続してかつ容易に、その一方側端部に第1コイルを形成した後、他方側端部に第2コイルを形成することができ、効率よく巻線加工できて生産効率の向上を図れる長尺材移送装置および長尺材移送方法を提供する。
【解決手段】長尺材移送装置50を、第1コイル用巻線加工ライン25および第2コイル用巻線加工ライン26の延長線上に配置され、平角線Wを第1コイル用巻線加工ライン25の延長線上で一端部から搬入して収容するコイル導入ガイド52と、このコイル導入ガイド52を第1コイル用巻線加工ライン25の延長線上から第2コイル用巻線加工ライン26の延長線上に移動させるガイド本体移送機構60と、第2コイル用巻線加工ライン26の延長線上でコイル導入ガイド52から平角線Wをその他端部から第2コイル用巻線加工ライン26に送り込む平角線導入・送出ユニット70とを備えた構成とする。
(もっと読む)
ワイヤガイド装置

【課題】線材を安定した状態でスムーズに通過させることが可能なワイヤガイド装置を提供すること。
【解決手段】ガイド装置3は、下側ガイド部材30及び上側ガイド部材40を備えている。下側ガイド部材30の上面には、下側ガイド部材30の長手方向、つまり線材2の送り方向に沿って、断面コ字形状をなすガイド溝31が延設されるとともに、上側ガイド部材40の下面には、上側ガイド部材40の長手方向、つまり線材2の送り方向に沿って、断面V字形状をなすガイド溝41が延設されている。そして、これらガイド溝31,41は、互いの開口同士が突き合わせられている。その結果、ガイド装置3には、線材2の送り方向に沿って通路50が延設されるとともに、その中を線材2が通過するようになっている。
(もっと読む)
長尺材の支持機構および該支持機構を用いる長尺材の支持ユニット並びに長尺材の振れ止めを行う振れ止め方法
【課題】加工時に発生する長尺材の振れや撓みを小さく抑えるとともに、長尺材の損傷を防止することができる長尺材の支持機構を提供する。
【解決手段】長尺材を支持する支持機構であって、長尺材Wの中心軸回りに配設される第1の球状体群C1と第2の球状体群C2とからなる球状体群Cと、該球状体群Cの外周回りに当接して配設される複数の可動保持部材1と、各可動保持部材1を前記長尺材Wの中心軸に向けて付勢する付勢手段としてのコイルばね2とを備えている。
(もっと読む)
電線処理システム
【課題】作業者の負担を軽減するとともに、多品種少量生産に適した電線供給を可能にし、しかも電線を巻き戻す必要のない電線処理システムを提供する。
【解決手段】第一切断刃を有する端子圧着装置2と、互いに異なる線種の電線が巻かれた複数の電線ドラム、及び複数の電線ドラムの中から一つを選択し、電線ドラムを所定の取出位置Aまで移動させる駆動機構11を有し、取出位置Aの電線ドラムに巻かれた電線Lを端子圧着装置2に対して供給することを可能とする電線供給装置3と、取出位置Aに配置された電線ドラムから延出された電線Lを、引張って繰出させるとともに、その電線Lの先端部分を端子圧着装置2に供給する電線送り装置4とを具備する。電線送り装置4には、繰出された電線を切断するための第二切断刃53と、端子圧着装置2から送信される情報に基づいて第二切断刃53を動作させる切断制御手段とが備えられている。
(もっと読む)
線材供給装置及び線材供給方法
【課題】 線材送出手段より線材が軸周りに回転しながら送出される場合であっても、定長線材のテンションの緩みを防止することにより次工程に確実に定長線材を供給する。
【解決手段】 本実施形態では、定長線材搬送装置14の第一挟持ハンド60及び第一ローラハンド62によって定長カーカスコード24Aの長手方向に離間した位置を保持した状態で第一挟持ハンド60及び第一ローラハンド62を互いに離間する方向に移動させることにより定長カーカスコード24Aが展張された状態で定長線材移送装置16に搬送される。従って、線材送出装置12よりカーカスコード24が軸周りに回転しながら送出される場合であっても、定長カーカスコード24Aのテンションの緩みを防止することができるので、これにより次工程としての円環状体72に確実に定長カーカスコード24Aを供給する(植え込む)ことが可能となる。
(もっと読む)
材料送り装置
【課題】加工機側の条件やアンコイラ側の条件が変わっても,加工機側の材料送り速度に追従可能で加工速度を高速化可能にした材料送り装置の提供。
【解決手段】加工部へ供給される材料の送り量をエンコーダ5で検出し,その材料送り量に基づき材料送り速度演算部51で材料送り速度V1を演算すると同時に,リール23に載置された材料束から繰り出される材料の繰出し半径rを繰出し半径演算部52で決定し,これら材料送り速度V1と繰出し半径rとを基にリール回転速度ωを演算し,このリール回転速度ωに基づきリール23を回転駆動するリール用サーボモータ26を制御するようにし,材料送り速度V1にリール23による材料繰出し速度V2を追従させるように構成した。
(もっと読む)
メッセンジャワイヤ・信号線被覆装置および線材送り装置
【課題】 電動モータを用いて線材に引っ張り応力を付与しつつ前記線材を長手方向の一方向に移送する線材送り装置において、前記電動モータにおける電力の使用量を従来よりも少なくする。
【解決手段】 線材WR1を長手方向の一方向に移送するための線材送り装置1において、線材WR1を一方向に移送すべく、下流側で線材WR1を第1の電動モータ110を用いて引っ張ることが可能な第1の引張り手段112と、線材WR1に引っ張り応力を付与すべく、上流側で線材WR1を第2の電動モータ7を用いて引っ張ることが可能な第2の引張り手段3と、第2の電動モータ7を発電用として使用し発電された電力を、第1の電動モータ110を駆動するために、第1の電動モータ110に供給する電力供給手段15とを有する。
(もっと読む)
1 - 7 / 7
[ Back to top ]