
Fターム[4E070DA02]の内容
Fターム[4E070DA02]に分類される特許
1 - 20 / 26
線材の接合装置
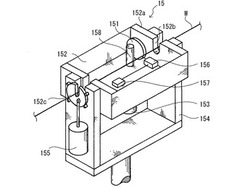
【課題】線材を突き合わせ抵抗溶接により接合する装置において、線材の接合部分におけるバリの程度に応じてバリ取りを適切に行う。
【解決手段】一つの線材と別の線材とを突き合わせ、抵抗溶接により接合する押圧加熱部と、接合時に生じるバリを除去するバリ取り部とを備える接合装置である。バリ取り部15は、押圧加熱部にて接合された線材に生じたバリを研削する研削具151と、接合された線材のバリの形状を検出する検出器156と、検出器156により検出されたバリの形状によって研削具を動作させる制御部157とを有する。
(もっと読む)
フォーマーにおける線材端末処理装置

【課題】線材の端末の切断時、カッターとクイルの間に噛み込みが発生するのを防止する線材端末処理装置の提供。
【解決手段】フォーマーの線材端末処理装置であって、素材供給機構8の線材供給方向後方側に、供給される線材Aの端末を検出する端末探知センサー21と、線材供給方向に移動可能で任意の位置にて線材端末を切断排除するノコ切断機22を設けると共に、端末探知センサー21からの端末検出信号に基づいて残余の線材長さXを検知すると同時にこの線材長さXを切断する長さLにて割り、割った残りの数値aが線径Dの二分の一以下の場合は、フォーマー1と素材供給機構8を停止させると共に、ノコ切断機22を割り切れた最終の端末部分から切断する長さLの約二分の一の位置まで移動させて余った端末を切断排除するように制御するコンピューター23を設けた。
(もっと読む)
線材切断装置
【課題】線材の移送長を高精度に測定して確実にワークの良否を判定でき、高速動作にも十分に追従し、耐油性能及び耐振性性能などの信頼面や価格面で従来よりも優れた線材切断装置を提供する。
【解決手段】線材Mを移送する移送手段2と、線材を切断してワークを製作する切断手段3と、線材の移送長を測定する測長手段4と、測長手段4からの検出信号Sに基づいてワークの良否を判定する判定手段5とを備え、測長手段4は、線材に押圧されて移送方向に移動可能であるとともに付勢部材44により移送方向と逆方向に付勢される金属製のセンサピン43と、センサピン43の位置を示す検出信号を送出する渦電流損式センサ45とを有し、判定手段5は、線材がセンサピンを押圧しつつ静止している時間帯に渦電流損式センサ45から複数個の検出信号を受け取り平均処理して線材の移送長を求め、求めた移送長を予め設定した許容範囲と比較してワークの良否を判定する。
(もっと読む)
線材の矯正装置
【課題】 極めて簡略化した構造により金属製の線材の矯正が可能な線材の矯正装置を提供すること。
【解決手段】 線材の矯正装置10は、巻取りドラムDから引き出された金属製の線材Sの基端部を引き出し方向回りに回転不能かつ引き出し方向に変位不能に保持するクランプ機構11と、線材Sの先端部を掴んで保持するチャック機構12と、チャック機構12を引き出し方向回りに所定の回数だけ回転させる回転機構13と、チャック機構12をクランプ機構11に対して接近または離間させる移動機構14と、矯正された線材Sを切断する切断機構15とを備えている。そして、装置10は、チャック機構12によって先端部を保持した線材Sを回転機構13によって引き出し方向回りに回転させて捩じり方向に塑性変形させるとともに移動機構14によって線材Sに張力を付与して、線材Sについた巻癖を矯正する。
(もっと読む)
コイルばね製造装置
【課題】所望のピッチを正確に成形できるコイルばね製造装置を提供する。
【解決手段】コイルばね製造装置は、第1ロールと第2ロールと第3ロールでコイル用線材を湾曲し、湾曲されたコイル用線材をピッチツールで螺進方向に押圧し、所望の径とピッチのコイルばねを成形する。コイル用線材の搬送方向下流側に配置された第2ロールを、コイルばねの螺進方向に沿って前後進可能とし、かつコイル用線材の搬送方向と平行な回転軸周りに傾動可能として構成した。
(もっと読む)
鉄筋受止装置
【課題】安価で第1操作機構と第2操作機構の駆動操作が簡単に行えるようにする。
【解決手段】鉄筋1の先端部を接当させて位置決めする第1当て付け板7と、第1当て付け板7よりも下手側で接当させて位置決めする第2当て付け板とを備えたストッパー装置9を、鉄筋受止台5に対してその長手方向に変位自在に取付け、第1当て付け板7を鉄筋受止台5に対して上下方向に遠近移動操作する第1操作機構20を設け、鉄筋受止台5を鉄筋受止姿勢と鉄筋放出姿勢とに上下揺動操作する第2操作機構21を設け、1つの駆動装置16から第1操作機構20と第2操作機構21とに駆動力伝達機構24で駆動操作力を伝達し、第2操作機構21による鉄筋放出姿勢への揺動操作に先立って、第1操作機構20による第1当て付け板7の上昇移動操作を行うように構成してある。
(もっと読む)
ばね巻きによって螺旋ばねを製造するための方法および装置
【課題】比較的長い螺旋ばねの製造時に、大きく異なる品質のワイヤ材料からなる螺旋ばねを、厳密な公差内において高い信頼性で製造することができるようにする。
【解決手段】最初に、螺旋ばねの所望の公称形状、およびその製造に適切なNC制御プログラムが規定される。好ましくは機械で定められた基準要素に対する螺旋ばね200の選択された構造要素の実際の位置が、測定領域254において、螺旋ばねの製造の開始後および終了前に生じる少なくとも1つの測定時間に測定され、この測定領域254は、螺旋ばねの長手方向において成形装置120から有限距離210にあり、この場合、距離は、完成した螺旋ばねの全長よりも短い。測定時間における実際の位置と公称位置との差を表す現在の位置の差を決定するために、実際の測定位置が、測定時間にわたる構造要素の公称位置と比較される。成形装置のピッチ工具130が位置の差に基づいて制御される。
(もっと読む)
ばね成形機及びその制御用プログラム
【課題】従来より良品率を向上させることが可能なばね成形機及びその制御用プログラムの提供を目的とする。
【解決手段】本発明のばね成形機10は、フィードバック制御の補正ゲインを乗じる対象を、連続した一定複数個平均の偏差ΔLとしたので、各コイルばね91毎の実測コイル長のばらつきや突発的な異常値によるフィードバック制御への影響が抑えられる。これにより、従来より確実に補正ゲインとして適した値(Kc)を選定することができると共に、その選定後の補正ゲイン(Kc)でコイルばね91を量産したときも、突発的な異常による不良品多数発生等の従来の問題点が解消され、良品率が向上する。
(もっと読む)
コイルばね製造機の成形装置
【課題】成形工具ユニットを調整する自由度を高めることができるコイルばね製造機の成形装置を提供する。
【解決手段】第1軸駆動手段20は基台10に設けられている第1のアクチュエータ21と、第1のアクチュエータにより駆動回転される第1のウォームギヤ22と、第1のウォームギヤに螺合する第1の摺動台座23とを備えており、第2軸駆動手段30は第1の摺動台座に設けられている第2のアクチュエータ31と、第2のアクチュエータにより駆動回転される第2のウォームギヤ32と、第2のウォームギヤに螺合するとともに第1の摺動台座に対して直線移動可能な第2の摺動台座33とを備えており、一対の成形工具ユニット40は第1軸駆動手段および第2軸駆動手段を介して基台に対して個別に縦方向および横方向に二次元移動可能となっており、この一対の成形工具ユニットを調整する自由度を高めている。
(もっと読む)
線ばね成形装置
【課題】成形ツールを駆動するためのサーボモータを、計測ツールを駆動するためのサーボモータに適用すること。
【解決手段】ツールスライドテーブル112に、成形ツール120Cの他に、線ばね1Aを通電対象とする計測ツール150Cを装着する。サーボモータM110等を駆動し、成形ツール120Aを用いて線ばね1Aを成形した後、成形された線ばね1Aの計測に用いる計測ツール150Cに対応したサーボモータM110を駆動すると、制御部202により、計測ツール150Cが線ばね1Aに接触するまでの、計測ツール150Cの移動量が計測され、この計測結果から線ばね1Aの良否が判定される。これにより、成形ツール120Aを駆動するためのサーボモータM110を、計測ツール150Cを駆動するためのサーボモータに適用することができる。
(もっと読む)
鉄筋切断搬送装置
【課題】従来は製造不可能だった短い鉄筋片を製造することができる鉄筋切断搬送装置を提供すること従来は製造不可能だった短い鉄筋片を製造することができる鉄筋切断搬送装置を提供すること。
【解決手段】鉄筋切断搬送装置1は、鉄筋が装置の長手方向に沿って移動する鉄筋供給ライン3と、切断された鉄筋片が装置の長手方向に沿って移動する鉄筋片排出ライン4と、装置の長手方向において、鉄筋供給ライン3と鉄筋片排出ライン4との間に設けられ、鉄筋を切断する切断刃を有する切断装置5と、鉄筋を所定の長さ未満の鉄筋片に切断する際に、鉄筋片排出ライン4側から切断装置5の内部に挿入され、鉄筋の先端が突当して鉄筋の位置決めを行うこともできる突き当て装置6とを備える。
(もっと読む)
ワイヤ巻癖矯正装置、ワイヤ巻癖矯正方法
【課題】ワイヤに生じた巻癖を場所によるばらつきが少なくなるように矯正しつつ、ワイヤに生じた巻癖の矯正に要する手間を低減する。
【解決手段】ワイヤ巻癖矯正装置10は、複数の第1の滑車20とこれに対向して設けられた複数の第2の滑車30とを有し、第1の滑車20および第2の滑車30に交互にワイヤを折り返すように巻き付けてワイヤに張力を掛けたときに、各所定区間のワイヤの基点となる第1の滑車20と第2の滑車30との距離を調節してワイヤに付与される張力を調節する張力調節手段を有する。
(もっと読む)
線材成形機
【課題】従来より長い線材成形品を成形することが可能な線材成形機の提供を目的とする。
【解決手段】本発明の線材成形機10では、メインツールテーブル30Aとは反対側にサブツールテーブル30Bを備えている。このサブツールテーブル30Bの後方には、回転ヘッド32が位置することはないので、その分、サブツールテーブル30Bの後方スペースは、メインツールテーブル30A側より広く(奥行きが深く)なっている。従って、従来は、回転ヘッドと干渉するが故に成形することができなかった比較的長いコイルばねCS2を、サブツールテーブル30B側で成形することができる。
(もっと読む)
ばね製造機
【課題】線材を送出する線材送りユニットをクイルの軸回りに回転させたときに、線材に歪みが生じることを回避し、精度の良いばねを製造することができるばね製造機を提供する。
【解決手段】プーリ14、15及びベルト16により、線材送りユニット3の回転に同期させて、前記矯正器79、79をクイル4の軸回りに回転させて、前記線材送りユニット3と、前記矯正器79、79との間にある線材の捩れを解消し、線材に歪みが生じることを防ぐ構成とした。
(もっと読む)
コイルばね製造機及びコイルばね製造方法
【課題】従来の、コイルばね成形方向とは逆方向へ螺旋状に湾曲するように送られてきた線材を、ピッチツールがコイルばね成形方向に押し出して平坦部を成形するとき、線材先端近傍に残されたコイルばね成形方向とは逆方向の螺旋状の曲がりにより次の平坦部との間に三日月状の隙間が生じ、ばね座面が平坦にならない等の問題の解決。
【解決手段】線材ガイド13から成形領域Rへ送り出される線材90を成形工具35a,35bに衝合させてコイルばねを成形するコイルばね製造機において、第1のサーボモータによりコイルばね成形方向へ往復駆動されるとともに第2のサーボモータによりコイルばね成形方向に平行な軸まわりに回転駆動される押圧ツール14を基台前面に備え、成形工具成形工具35bの線材90との衝合点からの線材の送り出し方向前方で線材を押圧可能にかつ線材に沿って回動可能に押圧ツール14を位置制御する制御部を設けた。
(もっと読む)
らせん状部品の製造装置及びその制御方法
【課題】レーザや超高圧のウォータジェットを用いなくても、らせん状部品を切断するのと同時に、その端部を平面にできる技術の提供。
【解決手段】線材Wをポイントツール21に向けて送り出し、線材Wをポイントツール21に押し当てることよって強制的に湾曲させてらせん状部品を製造する装置は、線材Wをポイントツール21に向けて送り出すためのフィードローラ12と、フィードローラを回転駆動するための線材送りモータ111と、円盤状砥石31を回転可能及び移動可能に保持し、回転する円盤状砥石31により線材Wを切断するための砥石ツールユニット30と、円盤状砥石31を少なくともらせん状部品のコイル成長方向に実質的に垂直な面上に移動させて、線材Wをコイル成長方向に実質的に垂直に切断するように、線材送りモータ111及び砥石ツールユニット30を制御するCPU100と、を有する。
(もっと読む)
成形ツール駆動機構
【課題】従来より長い線材成形品を成形することが可能な成形ツール駆動機構の提供を目的とする。
【解決手段】本発明の成形ツール駆動機構20では、ツール固定メインテーブル30Aとは反対側にツール固定サブテーブル30Bを備えている。このツール固定サブテーブル30Bの後方には、回転ヘッド32が位置することはないので、その分、ツール固定サブテーブル30Bの後方スペースは、ツール固定メインテーブル30A側より広く(奥行きが深く)なっている。従って、従来は、回転ヘッドと干渉するが故に成形することができなかった比較的長いコイルばねCS2を、ツール固定サブテーブル30B側で成形することができる。
(もっと読む)
鍛造機
【課題】
線材の切断長さを簡単に定位調整することができる鍛造機を提供する。
【解決手段】
本発明の鍛造機は、線材の搬送方向に配置された機台上に、線材を切断するための切断装置と、線材と同一軸線上に直線沿いの位置が移動可能かつ送られてくる線材に突き当てて定位させるストッパーと、ストッパーと連動可能に連結している可動座とからなる位置調整装置と、可動座と連結され、可動座を駆動する移動手段を設けている駆動装置と、流体圧手段によって可動座と連動可能かつ高圧流体を注入/放出するようにし、また高圧流体を注入したとき、可動座と共に機台側に移動定位し、高圧流体を放出したとき、機台から離れ可動座を可動状態に戻らせるようにしてなる1以上の定位装置とからなる。
(もっと読む)
金属製加工線材の良否選別方法
【課題】 巻取られた状態の線材から正しい許容範囲内の棒材を受る行程を単一の連続した装置で行えるようにすること。
【解決手段】 巻装された金属性の線材(a)から、所定条件の線材に加工する一連の作業過程にあって巻装された当該線材を、一定の速度で繰り出し線状(棒材)となす行程(1)と、この繰り出された線材の進行方向に配置された、1乃至数箇所の矯正装置を通過させることによって、かかる線材を直線状に矯正させる行程(2)と、矯正された線材を、正しい位置において走行させかつ、その外径や表面欠陥が、予め設定された所定の許容範囲以内にあるか否かを検出し判定し、その結果を出力して記憶させる行程(3)と、上記線材を走行状態で、予め設定された所定の長さに切断し、この切断された線材の良否を選別する機構に送りだす行程(4)とよりなる。
(もっと読む)
画像処理装置及びばね成形機
【課題】コイルばねにおける計測位置を安定させることが可能な画像処理装置と、その画像処理装置を用いてコイルばねの歩留まりをよくすることが可能なばね成形機とを提供する。
【解決手段】本発明によれば、コイルばね91の先頭部分における線材90の先端切り口92が第1基準線L1と第2基準線L2との間に位置して交点間ずれ量Zpが閾値Sk1以上になったことを条件にして、コイルばね91のばね長及び線材90の送給量を計測するので、計測時におけるコイルばね91の回転位置が安定し、従来より正確な計測が可能になる。これにより、コイルばねのばね長及びコイル径のばらつきが抑えられ、歩留まりを向上させることができる。
(もっと読む)
1 - 20 / 26
[ Back to top ]