
Fターム[4E081AA03]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 品質向上 (454) | 溶接欠陥の防止 (135) | ブローホール、ピット (17)
Fターム[4E081AA03]に分類される特許
1 - 17 / 17
アーク溶接方法
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
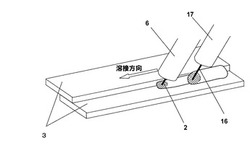
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
亜鉛系めっき鋼板の重ね継手アークスポット溶接方法

【課題】 亜鉛系めっき鋼板の重ね継手アークスポット溶接において、ピットやブローホールおよびビード止端部の切り欠き欠陥の発生を抑制することが可能な亜鉛系めっき鋼板の重ね継手アークスポット溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の重ね継手のアークスポット溶接方法において、下部鋼板1に厚み方向に重ね合せた、一方向xに延びる溶接対象端部に該一方向と直交する方向yに突出する突出部3が所定ピッチで形成された上部鋼板2の、該突出部3をアークスポット溶接することを特徴とする。前記アークスポット溶接は非消耗電極を用いる。
(もっと読む)
溶接方法及び溶接装置
【課題】ロータディスクを水平に突き合わせて下向き姿勢で溶接する際に、開先を流路とする対流性上昇気流によって溶接シールドガスが乱されることを防止できる溶接方法及び溶接装置を提供することを目的とする。
【解決手段】2つの筒状部材1を、筒軸方向を水平として突き合わせ、突き合わせ面8の外周に沿って形成された開先4を向くよう、突き合わせた2つの筒状部材1の上部に溶接トーチ6を下向き姿勢で配置し、突き合わせ面8の周囲をヒータで覆い予熱したうえで、2つの筒状部材1を回転させて溶接接合する溶接方法であって、筒状部材1の筒軸を中心として突き合わせ面8の外周に沿って形成された開先4内の、溶接トーチ6を配置した上部から筒状部材1の回転方向の前方側及び後方側のそれぞれ所定の中心角度離れた位置に、開先4内空間の周方向を分離するよう仕切り部材7を配置する。
(もっと読む)
シリンダ装置
【課題】良好な接合状態を維持可能なシリンダ装置の提供。
【解決手段】筒状のシリンダ101と、シリンダ101の端部側に内に圧入される端部部材102と、シリンダ101と端部部材102とを溶接にて固定する溶接部103とを有し、端部部材102の周方向に、シリンダ101に接する当接部108と切欠部107とを交互に設け、切欠部107が、溶接部103と、シリンダ101の内部空間114を連通する。これにより溶接部103にブローホールが発生することを抑制する。
(もっと読む)
鋼板の隅肉アーク溶接方法
【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法
【課題】亜鉛めっき鋼板のアーク溶接においてピット・ブローホール等の気孔欠陥、アンダーカット等の溶接不良を抑制でき、さらに耐ギャップ性が良好な亜鉛めっき鋼板の隅肉アーク溶接方法を提供することを目的とする。
【解決手段】亜鉛めっき鋼板の重ね隅肉アーク溶接において、溶接金属中のSi含有率が質量%で0.5%以下であり、且つ上板の鋼板中のSiとAlの含有率の合計が質量%で0.35%以上であることを特徴とする亜鉛めっき鋼板の重ね隅肉アーク溶接方法および溶接継手。
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法
【課題】高強度亜鉛めっき鋼板のアーク溶接(特にパルスMAG溶接)において、鋼板に低温変態溶接材料を適用しても、水素脆化割れが発生する。また、高O2、高金属粉比のフラックス入りワイヤを用いても溶滴移行形態の不安定化に伴う。そこで、本発明は、高強度亜鉛めっき鋼板のアーク隅肉溶接の安定化による高強度継手強度の実現を課題とする。
【解決手段】溶接ワイヤ成分が、
C:0.15〜0.5%、Si:0.3〜1.5%、Mn:0.2〜3.0%、SiO2、Al2O3、TiO2、Na2OおよびK2Oが0.1〜0.4%、
O:0.05〜0.25%、残部Feであって、
充填率:5〜12%であるフラックス入り溶接ワイヤを用い、鋼板の割れ感受性指数(PcmS)および溶接ワイヤの割れ感受性指数(PcmW)が以下の関係となる亜鉛めっき鋼板の隅肉パルスMAG溶接方法。
−0.86×PcmS+0.51 ≦ PcmW ≦ −1.9×PcmS+1.0
(もっと読む)
亜鉛めっき鋼板のアーク溶接方法及びアーク溶接継手
【課題】亜鉛めっき鋼板どうしの溶接継手において、ブローホールやピットの発生を低減させ、信頼性の高い溶接継手を提供することを目的とする。
【解決手段】亜鉛めっき鋼板のアーク溶接において、前記アーク溶接が低入熱・高溶着な溶接方法であり、溶接ワイヤの供給量あたりの投入エネルギーPwが0.4以上、0.65以下であり、鋼板の板厚当たりの溶接ワイヤの溶着金属量Ftが2.5以上、6.0以下であり、さらに前記アーク溶接のシールドガス中の成分がAr、CO2、O2からなり、O2≦6体積%で且つ30体積%≦CO2+5×O2≦100体積%の関係を満たすことを特徴とする亜鉛めっき鋼板のアーク溶接方法。
ここで,
P Pw=溶接電流Iw [A] × 溶接電圧Vw[V] / 溶接ワイヤ供給量Vf[mm/min]
Ft=溶接ワイヤ供給量Vf[mm/min] / 溶接速度Vt[mm/min] / 鋼板の板厚[mm] である。
(もっと読む)
亜鉛系めっき鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】亜鉛系めっき鋼板である薄い下板と、厚い上板を溶接する際に発生するピット、溶落ち等の溶接欠陥の発生を防止し、良好な溶接部形状を得ることができる、重ねすみ肉アーク溶接方法を提供する。
【解決手段】重ねすみ肉アーク溶接の方法であって、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有するアーク溶接電源を用い、下板は亜鉛めっき鋼板であり、上板は前記亜鉛めっき鋼板よりも板厚が厚い鋼板であり、溶接する前に前記上板の一部を削り、溶接トーチから送出される溶接ワイヤと前記下板との交点から前記上板までの距離をW[mm]、ワイヤ供給速度をWFR[m/min]、溶接速度をV[m/min]としたとき、0.5mm≦W≦1.5mm、−0.2WFR/V+2.333≦W≦0.15WFR/Vであり、シールドガスを炭酸ガスとすることを特徴とする重ねすみ肉アーク溶接方法。
(もっと読む)
ガスシールドアーク溶接方法
【課題】単電極溶接で溶接速度80cm/分以上、2電極溶接で溶接速度150cm/分以上の条件においても、溶接ビード表面に気孔欠陥が発生せず、健全な溶接ビードを得ることができるガスシールドアーク溶接方法を提供する。
【解決手段】フラックス入りワイヤを使用した単電極又は多電極のガスシールドアーク溶接方法において、溶接方向における前記単電極の10乃至40mm後方にて、又は多電極の最後尾電極の10乃至40mm後方にて、消耗電極を溶接プールに挿入しつつガスシールドアーク溶接する。気化ガスが溶融金属中で気泡となり、溶融金属表面から放出されるが、この放出位置が最後尾電極の後方10乃至40mmの間の領域である。そこで、この領域にフィラワイヤを供給し、溶融金属の積極的な凝固を図る。
(もっと読む)
治具ユニット及びこれを用いた円周溶接装置
【課題】 ドラム缶等の天板に口金をシールドガスの雰囲気中でアークにより円周溶接する際に、アークの強烈な光を遮蔽すると共に、溶接部のシールド効果を高められるようにする。
【解決手段】 ドラム缶等の天板50の開口50a周縁部に口金51をシールドガスGの雰囲気中でアークにより円周溶接する際に用いる治具ユニット2であって、治具ユニット2は、天板50及び口金51を支持する下部治具2′と、下部治具2′との間で天板50の開口50a周縁部近傍を挾持固定する上部治具2″とから構成され、上部治具2″は、天板50の開口50a周縁部近傍に当接する環状の上部クランプ16と、上部クランプ16内に水平回転自在に配設され、溶接用トーチ28の先端部が挿入されるトーチ挿入用穴17aを有し且つ天板50と口金51の溶接個所周辺に溶接用トーチ28から放出されるシールドガスGを溜めるためのシールドガス空間Sを形成する円盤状の蓋体17とから成る。
(もっと読む)
溶接継手及びその製造方法
【課題】コストや工程を増やすことなく溶接ビード中にブローホールの残留を抑えた溶接継手及びその製造方法を提供する。
【解決手段】第1部材1と第2部材2の重合部が溶接された溶接継手10において、溶融幅W3が上記第1部材または上記第2部材の重合部における板幅W1より大きいことを特徴とするものである。また、重合された第1部材と第2部材を溶接するときに、溶融幅を上記第1部材または上記第2部材の重合部における板幅より大きくすることを特徴とする溶接継手の製造方法である。
(もっと読む)
溶接方法および溶接物
【課題】通常のアーク溶接機器以外に、追加の機器や加工工程を必要とすることなく、溶接部におけるブローホールの発生を抑える。
【解決手段】アルミニウム鋳物材1とアルミニウム展伸材3とからなるワーク相互を、ワイヤ7を用いて溶接接合する際に、ワイヤ7とワークとの間に印加する電圧の極性を切り換えて交流アーク溶接を行う溶接方法であって、ワイヤ7が正の極性となる電流の時間積分値をA、ワイヤ7が負の極性となる電流の時間積分値をBとしたときに、|B|/(A+|B|)=0.128以上とした状態で、交流アーク溶接を行い、これにより、アルミニウム鋳物材1に対する溶接時の入熱量を67.8J/mm2以下とする。
(もっと読む)
ガスシールドアーク造管溶接方法
【課題】 被溶接物に非接触式で、簡便で勝つ良好なシールド状態が得られ、不活性ガス消費量を少なくしてテンパーカラーとアローマークの発生を抑止するTIGアーク造管溶接またはプラズマ造管溶接におけるガスシールド方法を提供する。
【解決手段】 TIGアークまたはプラズマアーク造管溶接方法において、溶接部をガスシールドするに際し、スクイズロールの前後に被溶接物と平行に、スクイズロールを干渉しないようにシールド板を配置することを特徴とするTIGアークまたはプラズマアーク造管溶接方法。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】亜鉛めっき鋼板を重ね隅肉溶接により、炭素鋼ソリッドワイヤを用いてMAG溶接する際のシールドガスとして、酸素ガス8〜15容量%、好ましくは8.5〜12容量%と、炭酸ガス20〜30容量%と、残部がアルゴンからなる3種混合ガスを用いる。
(もっと読む)
中性子照射材の溶接方法
【課題】溶加材と中性子照射材とが溶融してなる溶接金属内に生じるポロシティの数量を減少させると共に、その大きさを縮小させる中性子照射材の溶接方法を提供することにある。
【解決手段】溶加材(図示せず)を添加しながら中性子照射材1を溶接し、前記溶加材と中性子照射材1とが溶融してなる溶接金属2を、前記溶加材を添加せずに再溶融溶接したことにより、溶接金属2内のポロシティ3aを大気中に浮上させて、再溶融した溶接金属4内のポロシティ3bの数量を減少させると共に、その大きさを縮小させた。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
1 - 17 / 17
[ Back to top ]