
Fターム[4E081AA04]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 品質向上 (454) | 溶接欠陥の防止 (135) | アンダーカット (3)
Fターム[4E081AA04]に分類される特許
1 - 3 / 3
鋼材のサブマージアーク溶接方法
【課題】低入熱で十分な溶け込みを得ながら美麗なビード外観を得ることが可能な、鋼材を内外面一層溶接する多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接であって、内面溶接と外面溶接の少なくとも一方を第1電極の電流密度D1を220(A/mm2)以上で、第2電極の電流密度D2を85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離を21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。但し、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)。さらに好ましくは上記条件とする内面溶接または外面溶接において、最後尾電極の電極角度を40度以上、開先角度を50度以上70度以下とする。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適な鋼材の多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上で両面1層溶接を行う鋼材のサブマージアーク溶接方法において、第1電極の電流密度が(1)式を、最後尾の電極の電流密度が(2)式を満足し、かつ第1電極の電流と最後尾の電極の電流が(3)式を満足する。DL≧220(1)、80≦DT≦120(2)、IT/IL≧0.50(3)ここで、DL:第1電極の電極の電流密度(A/mm2)、DT:最後尾の電極の電流密度(A/mm2)、IL:第1電極の電流(A)、IT:最後尾の電極の電流(A)であり、電流密度は溶接電流を溶接ワイヤの断面積で除した値とする。
(もっと読む)
レーザー回転アークハイブリッド溶接装置およびその方法
本発明は、レーザー回転アークハイブリッド溶接装置およびこれを用いた溶接方法に関する。本発明のレーザー回転アークハイブリッド溶接装置は、溶接部位に対してアークを放電するアーク放電部(2)と、溶接部位に対してレーザーを照射するレーザー発生部(4)と、前記アーク放電部(2)を回転させる回転装置(24)とを含んでなる。このレーザー回転アークハイブリッド溶接装置を用いた溶接方法では、複数の母材を溶接位置に整列させ、溶接部位に対してレーザーアークハイブリッド溶接装置を位置させた後、アーク放電部を所定の回転半径で回転させながらアーク放電を行い、これに連続してレーザー発生部によってレーザーを照射する。 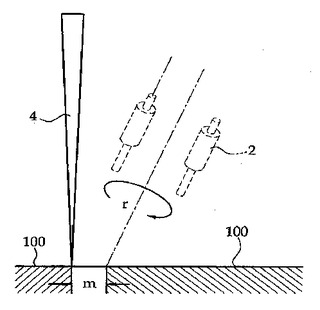 (もっと読む)
(もっと読む)
1 - 3 / 3
[ Back to top ]