
Fターム[4E081AA06]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 品質向上 (454) | 溶接欠陥の防止 (135) | 溶け込み不良 (27)
Fターム[4E081AA06]に分類される特許
1 - 20 / 27
アーク溶接方法
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
2電極左右差溶接方法

【課題】溶接とは別の外部熱源で入熱量を調整し、溶け込み深さをコントロールすることで被溶接部材の倒れを防止する2電極左右差溶接方法を提供する。
【解決手段】先行電極1と後行電極2とを用い被溶接部材12の両側から同時に隅肉溶接を行う2電極溶接方法において、隅肉溶接を施工中に、溶接以外の外部熱源(熱源6及び冷却源7)を用いて、先行電極1側の入熱量と後行電極2側の入熱量との間に差をつけることにより、被溶接部材12の両側の溶け込み深さを均一にし、被溶接部材12の倒れを防止する。
(もっと読む)
タンデムアーク溶接方法およびタンデムアーク溶接システム
【課題】例えば、先行電極は、小振幅のウィービング溶接を行い、後行電極は大きな振幅のウィービング溶接を行いたい場合があったとしても、従来のタンデムアーク溶接では、溶接トーチを一体のものとしてウィービングを行うのみであるので、先行電極と後行電極のウィービング振幅を変えてウィービングを行うことができない。
【解決手段】先行電極と後行電極の各々に対して個別に設定された振幅のウィービング軌跡を描くための、先行電極先端の予め決められた制御点と後行電極先端の予め決められた制御点とを結ぶ線に対して略垂直な回転軸を決定するステップと、前記回転軸を中心に溶接トーチが回転動作し、先行電極と後行電極が指定された振幅の往復動作を行うための回転角度を算出するステップと、前記回転軸を中心に前記回転角度で、前記溶接トーチを往復動作させる制御を行うステップを備える。
(もっと読む)
差込溶接式管継手用構造材
【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれ、すみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備え、当該微小突起部の先端部の内径側周囲には、差込口に配管が差し込まれた場合に配管の表面と離隔する離隔部が備わることを特徴とする。
(もっと読む)
円周溶接工法および円周溶接構造並びに密閉型圧縮機
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
差込溶接式管継手用構造材
【課題】 コーナ部の溶込み不足が発生し難いソケット溶接継手を提供する。
【解決手段】 略中空円筒状の差込口に配管が差し込まれ、溶接用のトーチの先端が、差込口の端面と配管の外面とがなすコーナ部へ向けて進入してすみ肉溶接される差込溶接式管継手用構造材であって、差込口の内径側の角部は、面取りされていない。
(もっと読む)
重ね継手用の板状部材
【課題】 コーナ部の溶込み不足が発生し難い重ね継手用の板状部材を提供する。
【解決手段】 2つの板状部材の端部を重ねて、溶接用のトーチの先端が、一方の板状部材の端面と他方の板状部材の側面とがなすコーナ部へ向けて進入してすみ肉溶接される重ね継手に用いられる板状部材であって、溶接される板状部材の端面は傾斜面であることを特徴とする重ね継手用の板状部材。
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
差込溶接式管継手用構造材
【課題】 コーナ部の溶込み不足が発生し難いソケット溶接継手を提供する。
【解決手段】 略中空円筒状の差込口に配管が差し込まれ、溶接用のトーチの先端が、差込口の端面と配管の外面とがなすコーナ部へ向けて進入してすみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面は、略円錐台状の傾斜面である。
(もっと読む)
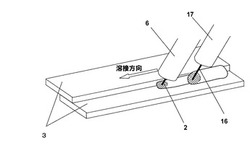
溶接方法およびこれを用いた船舶
【課題】T字溶接継手のすみ肉の溶接にレーザーアークハイブリッド溶接を用いて、すみ肉溶接を行う入射面側に対して反対面側の反入射面側のすみ肉の硬度を改善することが可能な溶接方法およびこれを用いた船舶を提供することを目的とする。
【解決手段】母材3と部材2とをT字状に合わせたT字溶接継手1のすみ肉5をレーザービームおよび電気アークを用いる溶接9の溶接方法において、レーザービームおよび電気アークを用いる溶接9が施工される入射面側のすみ肉5に対して入射面側溶接を行ってから所定の時間内に、部材2を挟んで入射面側のすみ肉5とは反対の反対面側の反入射面側のすみ肉7に対して溶材8を供給することを特徴とする。
(もっと読む)
回転サブマージアーク溶接方法
【課題】サブマージアーク溶接におけるビード形状や溶け込みの制御を可能として、アンダカットを防止しつつ、大脚長を得ることを可能とし、条件裕度を高め、ビード外観を向上する。
【解決手段】粒状フラックス20下で溶接ワイヤ22と母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してサブマージアーク溶接を行う際に、溶接ワイヤ先端を前進方向に向かって時計方向又は反時計方向に回転させることにより、母材間に形成される溶接ビード28を、前進方向に対する溶接ワイヤ回転方向と逆方向に偏向させる。
(もっと読む)
タンデム回転サブマージアーク溶接方法
【課題】水平タンデムサブマージアーク溶接における高速溶接性、大脚長性、耐アンダカット性を向上する。
【解決手段】先行電極24Aと後行電極24Bを用い、粒状フラックス20下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、狙い位置を溶接線WLより片側にずらした先行電極24Aの溶接ワイヤ22A先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極24Bの溶接ワイヤ22Bの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させる。
(もっと読む)
クラッド溶接方法
【課題】比較的簡易な手法にて、溶接金属の希釈を抑制しつつ、融合不良の発生を防止して、当該溶接金属で母材の表面を広範囲に亘って覆うことができるクラッド溶接方法を提供することにある。
【解決手段】先行溶接ビード10の一方の端部10aと後行溶接ビード20の他方の端部20bが重なる箇所にて、先行溶接ビード10と後行溶接ビード20が重ならない箇所と比べて溶接入熱を増加させて局部的に深溶け込み12となる深溶け込み部12aを作製した。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
差込溶接式管継手用構造材
【課題】 溶接入熱の少しのバラつきでも、十分な溶込みが得られる差込溶接式管継手を提供する。
【解決手段】 差込口に配管が差し込まれすみ肉溶接される差込溶接式管継手用構造材であって、差込口の端面の内径側周囲に、すみ肉溶接時の溶接入熱で溶融する微小突起部を備える。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】開先の開先深さ方向の全幅の範囲でアークを発生させることができるために、開先の開先深さ方向の全幅の範囲にわたって溶接ワイヤの充分な溶け込みを確保することができるエレクトロガスアーク溶接方法を提供する。
【解決手段】被溶接材である鋼板の突き合わせ継手に開先を形成し、前記開先の一面側に上方に摺動する水冷銅板を当てるとともに他面側に裏当材を当て、前記水冷銅板、裏当材及び被溶接材で囲まれた開先内で溶接トーチから送給された溶接ワイヤをアークによって溶融させながら、前記水冷銅板と溶接トーチを同行して上進させることで、前記溶融した溶融ワイヤが下方から順次凝固して溶接継手を形成していくエレクトロガスアーク溶接方法において、前記溶接トーチを前記開先内で前記鋼板の板厚方向に沿って円弧状の往復運動をさせ、前記開先内手前及び奥の両端部においても、溶接ワイヤのアークによる溶融を行うことができるようにした。
(もっと読む)
金属部品のTIG溶接への活性フラックスの使用
【課題】金属部品の溶接技術に関する改善策を提供すること。
【解決手段】2つの部品がそれらの溶接面に沿ってそれぞれ表面接触し、少なくとも1つの部品がその溶接面に沿った少なくとも1つの極厚ゾーンを有するような2つの金属部品が、溶接位置に互いに接触して配置され、TIG溶接が、金属部品の溶接面(v)上でTIG溶接トーチを用いて実行される、2つの金属部品の溶接方法であって、浸透溶接フラックスは、TIG溶接ステップに先だって金属部品の上記極厚ゾーン上に局所的に塗布される。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
貯湯タンクのソケット溶接構造
【課題】溶接時に過加熱とはならず、しかも溶接箇所の内、内側に隙間が生じないようにした、貯湯タンクのソケット溶接構造を提供する。
【解決手段】タンク本体に設けた開口部115aにソケット本体123を挿入し、該挿入部を溶接することで、タンク本体とソケット本体とを連結した貯湯タンクのソケット溶接構造において、ソケット本体123の外周に周方向に延びた環状の凸部301を形成し、該凸部がタンク本体に当たるまでソケット本体を挿入し、タンク本体の外側から該凸部301を溶かすように溶接したものである。
(もっと読む)
ガウジングレス完全溶込み溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために開先面内に仮付け溶接を行う場合には、初層溶接の先行側の開先面内に仮付け溶接を行い、仮付けビードの有無にかかわらず、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接し、後行溶接では、溶込み深さが開先ルートフェイスの厚さ以上となるような溶接条件で初層後行側を溶接して、初層先行側と初層後行側の溶込みをラップさせることにより、ガウジングを行わずに開先ルート部の完全溶込みを得る。
(もっと読む)
1 - 20 / 27
[ Back to top ]