
Fターム[4E081AA08]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 品質向上 (454) | 継手性能の確保(強度、疲労、脆性破壊) (211)
Fターム[4E081AA08]に分類される特許
1 - 20 / 211
耐硫化物応力腐食割れ性に優れた引張強度600MPa以上の高強度溶接鋼管
耐硫化物応力腐食割れ性に優れた引張強度600MPa以上の高強度溶接鋼管
溶接方法および溶接継手
【課題】ガセット板と高張力鋼の角廻し溶接部の疲労強度を飛躍的に向上させることができる溶接方法および溶接継手を提供する。
【解決手段】ガセット板を高張力鋼に角廻し溶接により溶接する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、ガセット板の端部の長手方向に17mm以上の長さのビードを形成する溶接方法。前記溶接方法を用いて、ガセット板が高張力鋼に溶接されている溶接継手。既存の鋼構造物におけるガセットと母材からなる角廻し溶接部を溶接により補修または補強する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、角廻し溶接部のガセット板の端部の長手方向に、ガセット板の端部からのビード部の長さが17mm以上となるようにビードを形成する溶接方法。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法

【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
溶接熱影響部靱性に優れた溶接鋼管およびその製造方法
【課題】生産性に優れ、なおかつ溶接内部品質を劣化させることなく、溶接熱影響部靱性に優れた溶接鋼管を供給することを目的とする。
【解決手段】内面または外面のいずれかを先行して溶接した内外面各1層の突合せ溶接部を有する溶接鋼管において、溶接熱影響部の金属組織のうち、島状マルテンサイト(MA)面積分率が4%以下で、平均旧オーステナイト粒径が400μm以下で、先行溶接及び後続溶接によって形成された溶接熱影響部の平均旧オーステナイト粒径、先行溶接及び後続溶接によって形成された溶接ビードのビード先端から5mmの位置でのビード幅、先行溶接及び後続溶接した溶接ビードの溶融線傾斜角等を考慮したことを特徴とする溶接熱影響部靱性に優れた溶接鋼管。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材との異種金属接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行うことができ、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5をアルミニウム合金材1側に5°超35°未満傾けた状態で、タングステン電極5の先端部を、アルミニウム合金材1の端縁から0mm以上3.5mm未満アルミニウム合金材1側の範囲の位置で、且つ、アルミニウム合金材1の表面位置から、2.0mm以上4.5mm未満垂直に離れた位置に配置して、アルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材の接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行え、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5を、鋼材2側に35°以上60°未満傾けると共に、タングステン電極5の先端部を、アルミニウム合金材1の表面から2.0mm以上4.5mm未満垂直に離れた位置に配置し、タングステン電極5の中心軸の延長線がアルミニウム合金材1の表面と交わる位置を、アルミニウム合金材1の端縁から1.0mm以上3.0mm未満アルミニウム合金材1側の範囲とし、アーク7を照射してアルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
冷間成形角形鋼管の溶接方法と溶接継手、およびその溶接継手を有する鋼管柱
【課題】冷間成形角形鋼管の管端にダイアフラムや他の冷間成形角形鋼管を溶接するにあたって、角部表層の熱影響部の軟化を抑制して歪みの集中を防止し、耐震安全性の高い建築構造物の支柱を得るための溶接方法および溶接継手を提供する。
【解決手段】強度が550〜670MPa、表層部の平均のビッカース硬さが225以下、表層部と板厚中央部の平均のビッカース硬さの差が60以下の鋼板を冷間加工して得た冷間成形角形鋼管1の管端に開先を形成し、冷間成形角形鋼管の管端にダイアフラム2または他の冷間成形角形鋼管を、溶接入熱30kJ/cm以下かつパス間温度250℃以下で多層溶接する。ここで、表層部とは鋼板の表裏面から板厚方向に1〜5mmの領域を、また、板厚中央部とは板厚中心±2mmの領域を指す。
(もっと読む)
接合方法
【課題】本発明は、一対の金属部材同士の突合部を容易に接合するとともに、接合部の強度や、気密性及び水密性を高めることが可能な接合方法を提供することを課題とする。
【解決手段】一方の金属部材1aの側面と他方の金属部材1bの端面を突き合わせてなる突合部J10の接合方法であって、突合部J10に対して金属部材1a,1b同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って外面側に塑性化領域W10を形成した後、突合部J10に対して金属部材1a,1b同士の入隅部IからTIG溶接又はMIG溶接による肉盛溶接を行って、突合部J10に沿って溶接金属T3を形成する溶接工程を含むことを特徴とする。
(もっと読む)
ロングレールの製造方法
【課題】従来と比較して溶接部の疲労強度が向上したロングレールの製造方法を提供する。
【解決手段】本発明に係るロングレールの製造方法は、少なくとも2本のレールをエンクローズアーク溶接し、溶接部に形成されたビードの止端部、及び前記ビードの不連続部分に超音波ピーニング処理を行うロングレールの製造方法であって、前記超音波ピーニング処理に用いる打撃用部材を、5mm/秒以上10mm/秒以下の速度で前記止端部及び前記不連続部分に沿って3パス以上移動させることを特徴とする。
(もっと読む)
隅肉溶接の溶接継手
【課題】隅肉溶接の溶接継手にて、主板に反復応力が繰り返し作用しても溶接止端部に応力が集中するのを防止することによって、優れた疲労特性を有する溶接継手を提供する。
【解決手段】2枚の鋼板を主板および上板として使用する隅肉溶接の溶接継手であって、主板の板厚をt(mm)とし、溶接継手の溶接止端部の全長にろう付けを施して形成されるろう付け部の幅W(mm)および見掛け高さH(mm)が、3mm≦W≦5t,1.5mm≦2H≦Wを満足する溶接継手。
(もっと読む)
一体型ヘッダの製造中に異種金属溶接(DMW)を省くための機能的に段階付けられた組成制御方法
【課題】異種金属溶接が介在せず且つ溶接後の熱処理の必要性を省いたヘッダアセンブリの製造方法を提供する。
【解決手段】ヘッダアセンブリ10のリバースモールド(逆形の型)を提供するステップと、リバースモールド10のヘッダ部分を微粒化低合金粉末で充填することでヘッダ部分12を形成するステップと、管部分11を形成するステップとを含んでいる。管部分は、[リバースモールドの]管部分の第1部分13を微粒化低合金鋼粉末で充填すること、低合金鋼からオーステナイトステンレス鋼へと段階的に変化する一連の微粒化鋼粉末で管部分の第2部分を充填することで移行領域14を形成すること、及び、管部分の第3部分15を微粒化オーステナイトステンレス鋼粉末で充填すること、によって形成される。この方法は更に、微粒化粉末を高温、高圧雰囲気中で固めて溶融させるステップを含む。
(もっと読む)
SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法
【課題】SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法を提供する。
【解決手段】溶接鋼管であって、その母材部は、Al、Ti、Caを含有し、更にCu、Ni、Cr、Mo、Nb、Vの中から選ばれる1種以上を含み、Ceqを0.28以上、PHICを1.00以下、ACRを1.0〜4.0とし、前記母材の管厚中央部の組織は、平均粒径10〜40μmかつ平均アスペクト比2.0以下のポリゴナルフェライトおよび擬似ポリゴナルフェライトを80〜95体積%、硬質第2相を5〜20体積%含み、また、前記溶接鋼管の溶接金属部は母材と共金とし、Pcmが0.12以上、PSRが0.025以下であることを特徴とするSR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管。
(もっと読む)
SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法
【課題】SR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管およびその製造方法を提供する。
【解決手段】溶接鋼管であって、その母材部は、Al、Ti、Caを含有し、更にCu、Ni、Cr、Mo、Nb、Vの中から選ばれる1種以上を含み、Ceqを0.28以上、PHICを1.00以下、ACRを1.0〜4.0とし、前記母材の管厚中央部の組織は、平均粒径40μm以下かつ平均アスペクト比2.0以下のポリゴナルフェライトおよび擬似ポリゴナルフェライト並びに硬質第2相を含み、前記ポリゴナルフェライトと硬質第2相との硬度差をHv20〜100とし、また、前記溶接鋼管の溶接金属部は母材と共金とし、Pcmが0.12以上、PSRが0.025以下であることを特徴とするSR後の溶接部靱性に優れた低降伏比耐HIC溶接鋼管。
(もっと読む)
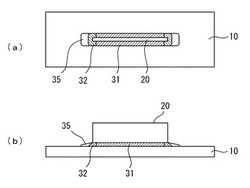
円周溶接工法および円周溶接構造並びに密閉型圧縮機
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
T型継手のレーザ溶接とアーク溶接の複合溶接方法
【課題】エネルギーの消費量の増加や溶接効率の低下を回避して、T型継手のフランジとリブとの接着面に深い溶込みを得ると共に、溶込み形状の安定した溶接継手を得る、T型継手のレーザ溶接とアーク溶接の複合溶接方法を提供する。
【解決手段】一方の被溶接材であるフランジの面上に他方の被溶接材であるリブを直交するように当接したT型継手を溶接するレーザ溶接とアーク溶接の複合溶接方法において、 前記T型継手を構成する前記リブと前記フランジとの当接部となる該リブの側面に開先部を形成し、 前記リブのフランジとの当接部に形成した前記開先部の底部に平坦部を形成し、 この平坦部を形成した前記開先部にレーザ光を照射するレーザ溶接とアーク溶接の双方を併用した複合溶接を実施して前記開先部に溶接金属の溶接ビードを形成し、T型継手を構成する前記フランジとリブを溶接する。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
疲労低減型溶接継手構造
【課題】 隅肉溶接により主板とリブ板を接合した溶接継手構造において、溶接止端部にかかる応力集中を緩和し、溶接継手の疲労強度を向上する。
【解決手段】 隅肉溶接の溶接金属3の全面に被覆すると共に主板1およびリブ板2に固着するパテ層4を積層し、パテ層の内部に剛性が高い補強部材32を埋設することにより、パテ層が隅肉溶接部にかかる応力を分担して負担すると共に溶接止端部への応力集中を緩和し、継手構造の疲労強度を向上する。
(もっと読む)
裏置きビード溶接法
【課題】立て板側においても滑らかな止端部で脚長を有すると共に寸法の大きい裏ビードを形成し、溶接歪みが小さく、特性の良好なT字継ぎ手を形成できる裏置きビード溶接法を提供する。
【解決手段】裏置きビードを付けた第一溶接母材と、これと溶接する第二溶接母材とを裏置きビード溶接法によってT字継ぎ手状に接合するに際し、前記裏置きビードの幅をW(mm)、高さをH(mm)としたとき、これらの比(W/H)が3.0以下となるように裏置きビードを形成して操業を行う。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が1%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
1 - 20 / 211
[ Back to top ]