
Fターム[4E081AA09]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 品質向上 (454) | 溶接部外観の向上(目違い、ギャップ等) (35)
Fターム[4E081AA09]に分類される特許
21 - 35 / 35
裏当て部材及び溶接方法
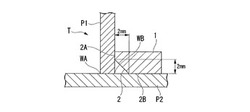
【課題】接合部に良好な裏なみを形成させることができ、鉄鋼部材の溶接品質を向上することができる裏当て部材及び溶接方法を提供する。
【解決手段】裏当て部材1は、断面略矩形の耐熱性を有する板状アルミナ(SiO2・Al2O3・MgO)からなる。裏当て部材1には、第一部材P1と接する第一側面2A及び第二部材P2と接する第二側面2Bと、第一側面2A及び第二側面2Bからそれぞれ2mm以下の長さで面取りされて他方の接合端WBに対向する角部2と、が配される。
(もっと読む)
鋼板のガスシールドアークブレージング方法

【課題】鋼板のアークブレージング方法において、アークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びにシワの発生を防止すると共に、ギャップや狙いズレ発生による溶け落ちや溶け分れを防止することを目的とする。
【解決手段】シールドガスとして、酸素ガスが0.03〜0.3体積%、残部がアルゴンからなる混合ガスを使用し、3回以上のパルス溶滴移行と1回の短絡溶滴移行を1周期として周期的に繰り返し、ピーク電流からベース電流までのパルス立ち下がり時間を3.1〜8.4msとしてアークブレージングする。
(もっと読む)
溶接用裏当て装置及びこれを用いた裏波溶接装置
【課題】装置自体が大掛かりとならず、ガスを略均一に開口部から噴射させて不活性ガスを経済的に使用でき、かつ溶接部位との位置合わせが容易となる溶接用裏当て装置、及び溶接装置と裏当て装置との位置合わせが容易となる裏波溶接装置を提供する。
【解決手段】溶接用裏当て装置は、突き合わせた板材の溶接部位に裏側から不活性ガスを噴射する溶接用裏当て装置10であって、前記溶接部位に前記不活性ガスを噴射するためかつ前記溶接部位よりも大きい開口部12を有する箱型の箱型本体11と、この箱型本体内部に不活性ガスを供給する不活性ガス供給部13と、前記不活性ガス供給部により前記箱型本体内部に供給した不活性ガスを分散して前記開口部から略均一に噴射するための、前記箱型本体に設けた分散構造とを有する。
(もっと読む)
2電極アーク溶接方法
【課題】 先行電極11及び後行電極12によって消耗電極アーク溶接を行う2電極アーク溶接方法において、安定条件範囲の拡大、ビード外観の改善及びスパッタの削減を図ることを目的とする。
【解決手段】 先行電極11は、第1溶接電源PS1から電力が供給されると共に、第1送給機WF1によって先行トーチ41を通って送給されて、母材2との間に先行アーク31が発生する。後行電極12は、第2溶接電源PS2から電力が供給されると共に、第2送給機WF2によって後行トーチ42を通って送給されて、母材2との間に後行アーク32が発生する。後行電極12は、先行電極11から所定距離だけ離れた位置を中心として回転運動によるオしれートが行われる。この回転運動の周波数は、溶接速度に応じて適正値に変化する。
(もっと読む)
クロムメッキされた被加工材に対して溶接するための放熱ライナー
本発明に係る第2被加工材に対して第1被加工材を溶接する方法および装置によれば、クロムメッキされた第1面を、第1面と反対側の、第2被加工材の第2面に対して、放熱ライナーを溶接する。その後、上記第2被加工材の第1面をクロムメッキする。さらに、上記第1被加工材を、放熱板における第2被加工材に対して溶接する。上記放熱板は、クロムメッキされた第2面に熱が到達する前に、溶接によって発生する熱を実質的に吸収するものである。 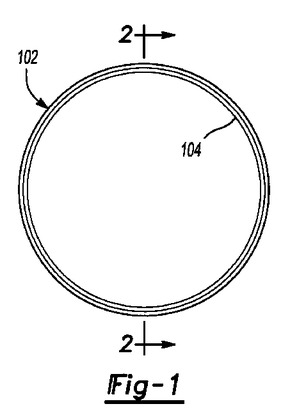 (もっと読む)
(もっと読む)
ダブルスキンパネルの接合方法及び構造体
【課題】ダブルスキンパネルを接合してなる構造体について、接合端部の寸法精度を緩和させて生産コストを下げることが可能な、ダブルスキンパネルの接合方法及び構造体を提供すること。
【解決手段】上面板11と下面板12およびその上面板11と下面板12を連結する複数のリブ13を備えるダブルスキンパネル10A,10B同士を、その上面板11同士と下面板12同士とをそれぞれの端部で接合するものであって、上面板11同士をボビンツール式の摩擦攪拌接合用工具1で摩擦攪拌接合した後、下面板12同士をアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するダブルスキンパネルの接合方法。
(もっと読む)
2電極大脚長水平すみ肉ガスシールドアーク溶接方法
【課題】 厚板の水平すみ肉ガスシールドアーク溶接でビード形状、外観が良好で、かつ溶接部にスラグ巻き込みや溶込み不足などの溶接欠陥がない大脚長のすみ肉ビードを高能率に得る。
【解決手段】 フラックス入りワイヤを使用する2電極大脚長水平すみ肉ガスシールドアーク溶接方法において、先行電極のワイヤ狙い位置をルート部から下板側に5〜10mm、後行電極のワイヤ狙い位置をルート部から上板側に0〜5mmとし、先行電極と後行電極の電極間距離は30mm以上の2プールで、先行電極電流(AL)と後行電極電流(AT)の比(AL/AT)を0.4〜0.8、和(AL+AT)を450〜850Aとする。
(もっと読む)
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。 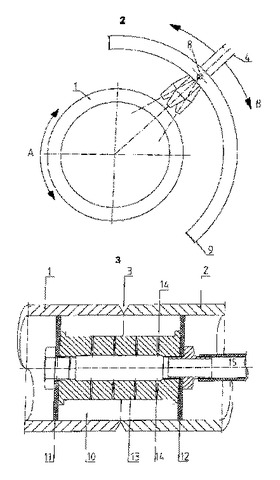 (もっと読む)
(もっと読む)
被覆鋼管の製造方法
【課題】鋼管の外面と被覆材の内面との間に形成される空間に残留する残留空気が減少され,防食能力の優れた被覆鋼管を提供する。
【解決手段】鋼管2の外面の少なくとも一部を全周に亘って複数の被覆材3〜7で被覆する際に,各被覆材3〜7のうちの1枚を鋼管2の外面に周方向に巻付ける度に,巻付けられた被覆材3〜7の外面に複数のベルト60を周方向に巻付けて結束し,巻付けられた被覆材3〜7を鋼管2の外面に緊締固定し,被覆材3〜7を鋼管2の外面に密着させてから溶接による1次仮付けを行う。
(もっと読む)
波形ウェブ桁の溶接方法
【課題】良好な溶接ビード外観を、簡便に得る。
【解決手段】波形ウェブ桁10の波形ウェブ板12とフランジ板14の接合部を隅肉溶接するための波形ウェブ桁の溶接方法において、2台の自動溶接手段22、24の溶接トーチ23、25を、波形ウェブの平行部の略中央の同じ位置に向けて配置し、同時に溶接を開始して、同じ溶融池から各々反対方向に進行させ、各々の溶接アークを停止させることなく、円弧部、傾斜部及び次の円弧部を経て、次の平行部Eまで溶接する。
(もっと読む)
鉄道車両構体
【課題】 側構体と屋根構体との接合部分にできる段差や樋をホームに立った乗客から見えないようにした鉄道車両構体を提供すること。
【解決手段】 側構体1、屋根構体2、妻構及び台枠を接合することによりなるものであって、側構体1は、その上部が湾曲して屋根構体2側に延び、その端部11aが低い位置にある屋根構体2の端部と接続板41によって接合され、その接続板41によってできた車体長手方向に連続する側構体1と屋根構体2との段差が樋42を構成する鉄道車両構体。
(もっと読む)
横向き溶接方法
【課題】横向き溶接において表面の凹凸が少ない良質な仕上ビードを安定して形成するとともに溶接作業時間を短縮して効率良く溶接する。
【解決手段】仕上ビードを形成するとき、パスa〜パスdで積層されたビード5a〜ビード5dの表面の上板2側からビード5eとビード5fを順次形成して先行ビードの垂れ下がった下部を再溶融させるとともに重力の作用により余盛高さを低くして、仕上ビードを形成するときのパス数を減少する。また、仕上ビードの余盛高さが低くなってビード5eとビード5fの重なり部の谷に深さが浅くなるから、仕上ビードを平坦にすることができ良質な溶接を行うことができ、仕上ビードの再研磨作業を大幅に軽減できる。
(もっと読む)
鉄道車両の外板・付帯物溶接接合方法とそれによる側構体
【課題】 外観、作業性、コストの面に有利な外板・付帯物溶接接合構造を実現できるようにする。
【解決手段】 外板3とそれの補強や内外装を目的とした骨1、2や開口枠、開口枠材42a、43aなどの付帯物とを溶接接合するのに、外板3とこれに当てがった付帯物1、2、42a、43aとの重合部につき、それら外板3および付帯物1、2、42a、43aの外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接4、45して、外板3および付帯物1、2、42a、43aを溶接接合することにより、上記の目的を達成する。
(もっと読む)
傾斜登り隅肉溶接方法およびその自動隅肉溶接装置
【課題】 水平に対し傾斜した隅肉継手の溶接品質を向上することができる傾斜登り隅肉溶接方法と、その傾斜隅肉継手を簡易に能率よく自動溶接できる傾斜登り自動隅肉溶接装置を提供する。
【解決手段】 下板1上を走行し、溶接線倣い手段を有する走行台車20と、下板1と立板2とで形成される、水平に対し傾斜した傾斜溶接線3を隅肉溶接する溶接トーチ11と、溶接トーチ11を揺動させるトーチ揺動手段と、トーチ軸を中心に前記トーチ揺動手段を回転して溶接トーチの揺動方向を水平方向に調節する揺動方向調節手段とを備えた傾斜登り自動隅肉溶接装置により、溶接トーチ11の揺動方向を水平方向に調節して傾斜溶接線3を上進溶接する。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 帯状金属薄板の幅等に関係なく先行帯状金属薄板と後行帯状金属薄板の突合せ溶接を高精度で行えるようにする。
【解決手段】 先行帯状金属薄板W1の後端部を支持する先行側作業テーブル3と、後行帯状金属薄板W2の先端部を支持し、両帯状金属薄板W1,W2の走行方向及び幅方向へ移動調整可能な後行側作業テーブル4と、両帯状金属薄板W1,W2の突合せ部近傍を挾持するクランプ機構5と、先行帯状金属薄板W1後端及び後行帯状金属薄板W2先端の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を溶接するTIG溶接装置7とを備え、前記両作業テーブル3,4に、先行帯状金属薄板W1の後端部及び後行帯状金属薄板W2の先端部を吸着保持する電磁石2を配設し、又、TIG溶接装置7の溶接用電極棒27の先端をシャープな円錐形状に形成すると共に、突合せ溶接時に於けるアーク長を磁気吹きが生じない長さに設定する。
(もっと読む)
21 - 35 / 35
[ Back to top ]